

CNC铣削加工过程中应注意哪些问题?
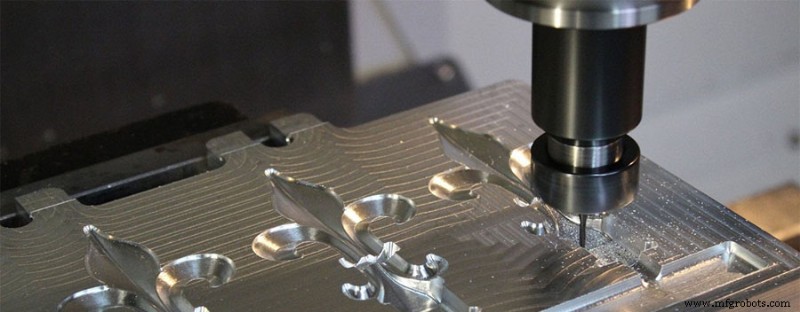
面铣、方肩铣、仿形铣、型腔铣、槽铣、车铣、螺纹铣、插铣、斜铣、圆弧插补铣等均可在加工中心完成。近年来,加工中心的应用不断增加。而铣削是加工中心最常见的加工方式。在选择数控铣削的内容时,应充分发挥数控铣床的优势和关键作用。下面简单介绍一下制粉过程中需要注意的问题。
1。 C 好感 O f M 生病了 D 指示
在铣削过程中,工件可以沿或相对于刀具旋转方向进给,这将影响切削的起止特性。无论对机床、夹具和工件的要求如何,顺铣都是首选方法。但是,如果将刀具推入工件,进给速度会不规律地增加,从而导致切削厚度过大而导致刀具塌陷。在此类应用中,应选择逆铣。另外,当加工余量变化较大时,选择逆铣更为有利。
2。工具 D 直径 一个 和 P 职位
铣刀直径的选择通常根据工件的宽度和机床的有效功率来决定。特别是在进行端面铣削时,工件的铣削宽度将直接决定铣刀直径的确定,因为它有助于确保良好的切屑形成和适当的切削刃载荷。理想情况下,铣刀的定位应始终略微偏心,因为此时各个刀片形成的切口非常小,刀片的进出有利于切屑形成,防止冲击载荷。
但是如果刀具完全定位到中心,当切削刃进入或退出切口时,平均径向力会不断改变方向,机床主轴会振动,刀片可能会折断,导致表面质量差. .铣刀相对于工件的位置、刀具和与刀齿的接触都是该工序能否顺利完成的极其重要的因素。
3。条目 一个 和 E 退出 C 条件
(1) 每次铣刀刀片进入切口时,切削刃都可能受到冲击载荷的影响。这取决于切屑横截面、工件材料和切屑类型。对于铣削过程,切削刃与工件材料之间的初始和最终接触类型是否合适非常重要。此外,刀具的准确定位对于切削刃的进出也很重要。
(2)工件宽度大于等于铣刀直径
在这种情况下,刀具的中心线完全在工件宽度之外,刀片切入时刀具的最外端会受到强烈冲击。这意味着刀具最敏感的部位很容易受到冲击。初始冲击载荷。刀片也会离开切口,只保持刀尖接触,这意味着切削力将完全施加到刀片的最外端,并一直保持到刀片突然离开工件,这就是冲击卸载力。
(3)铣刀直径略大于工件宽度
在这种情况下,刀具的中心线和工件的边缘在同一条直线上。当切屑厚度达到最大时,刀片会离开切口,刀片切入和切出时的冲击载荷会很大。

4 T 他 一个 优势 O f T 他 M 生病了 P 过程
(1)与普通加工相比,可以缩短加工时间,提高生产效率和机床利用率。
(2)工件热变形小,加工精度高,表面质量好,加工工艺范围广,适用于加工薄壁、刚性差、易热变形的零件。
(3)高速加工机床的刀具冷却采用油雾半干式冷却,采用专用高速切削油,润滑油供应量最少。在工件表面形成一层薄薄的油膜,与传统的使用冷却液或风冷的方式相比,可以大大提高工件的表面质量。
5 T 他 S 选举 O f H 高- S 撒尿 C 切入 O 我
(1)切削铜、铝合金及有色金属和轻金属时,切削力和切削温度不高。可选择抗磨剂比例低但耐腐蚀性好的铜铝合金专用切削油。
(2)切削合金钢时,如果切削量小,表面粗糙度小,如拉削、螺纹切削等要求极压性能优良的切削油,可采用以硫化脂肪酸酯为主要添加剂的极压切削油。被选中。
(3)铸铁、青铜为脆性材料时,切削时常形成碎屑,易随切削油流动,流入机床导轨,造成零件损坏。使用冷却和清洁性能好的切削油,并做好过滤工作。 .
(4)切削钛合金时,对切削油的极压性能要求极高。此外,需要对油品的流动性和腐蚀性能进行综合测试,以防止加工过程中的氢脆和积屑瘤问题。
制造工艺