

处理钛:加工钛及其合金的指南
在当今的制造业中,钛及其合金已成为航空航天、医疗、汽车和枪支应用的主要材料。这种流行的金属耐生锈和化学物质,可回收利用,并且重量非常坚固。然而,在加工钛合金和为工作选择合适的工具和参数时,必须考虑几个挑战。
钛品种
钛有许多品种,包括近 40 个 ASTM 等级,以及几种其他合金。 1 到 4 级被认为是商业纯钛,对极限抗拉强度有不同的要求。 5 级(Ti6Al4V 或 Ti 6-4)是最常见的组合,与 6% 的铝和 4% 的钒合金。尽管钛及其合金经常被归为一类,但在确定理想的加工方法之前,必须注意它们之间的一些关键区别。
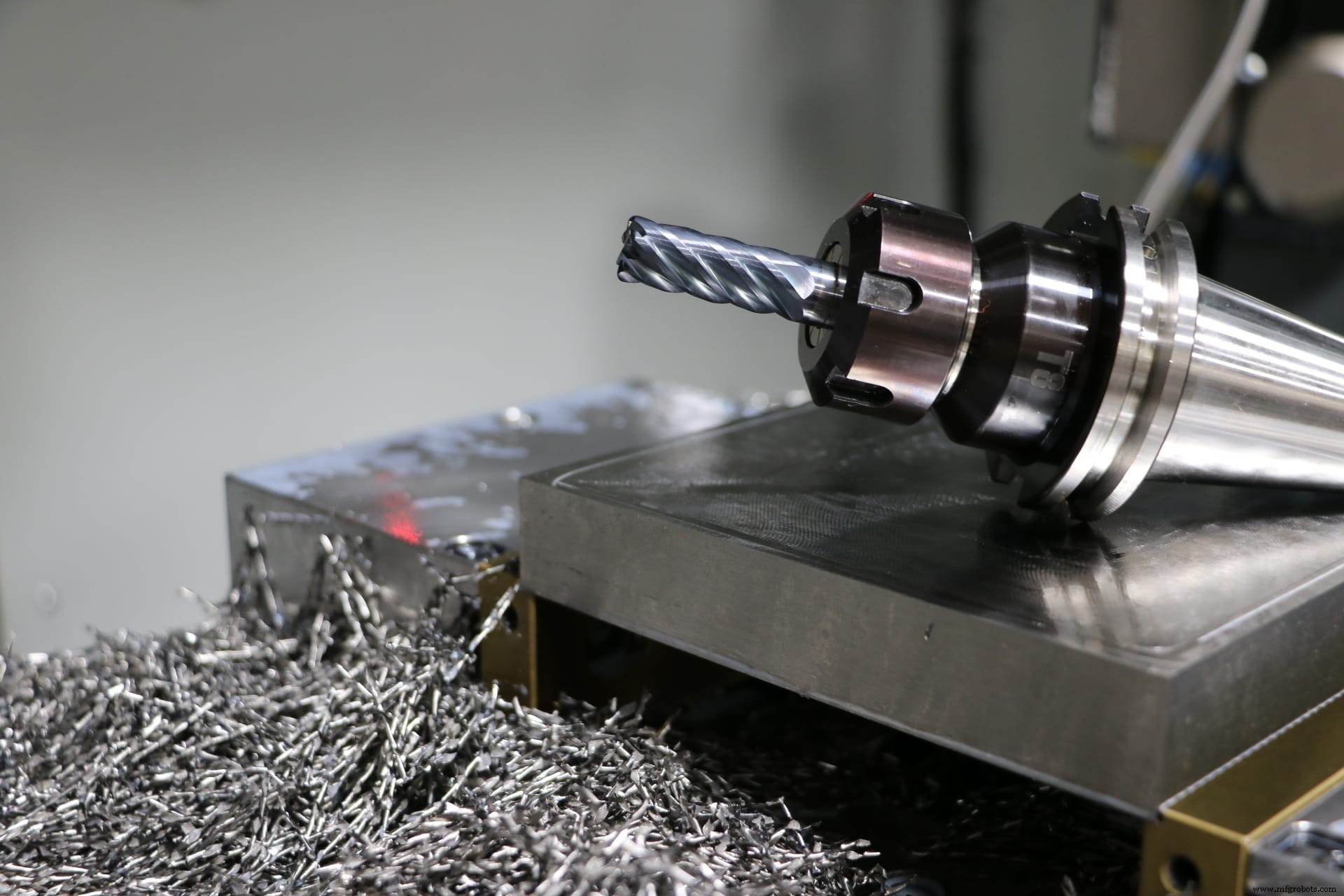
Helical Solutions 的 HVTI 立铣刀是钛合金高效刀具路径的绝佳选择。
钛问题
工件夹持
尽管钛可能比普通钢具有更理想的材料特性,但它的表现也更灵活,而且通常不像其他金属那样坚硬。这需要牢牢抓住钛合金工件,并且需要尽可能刚性的机器设置。其他考虑因素包括避免中断切割,并在与工件接触的任何时候保持工具运动。停留在钻孔中或将工具停在异形墙旁边会导致工具摩擦——产生过多的热量,使材料加工硬化,并导致工具过早磨损。
发热
热量是一个可怕的敌人,在选择速度和进给时必须考虑热量的产生。虽然商业纯级钛比大多数合金更柔软、更粘稠,但添加合金元素通常会提高钛的硬度。这增加了对产生的热量和工具磨损的担忧。在较硬的钛合金中保持较大的切屑负载并避免不必要的摩擦助剂,从而提高刀具性能,并将产生的加工硬化量降至最低。与较高速度的选项相比,选择较低的 RPM 和较大的芯片负载可以显着降低温度。由于其低传导特性,将温度保持在最低水平将减少对工具的压力并减少磨损。使用高压冷却液也是减少钛加工发热的有效方法。

这些凸轮轴盖是为三菱 Evos 定制的钛合金。
照片由@RebootEng (Instagram) 提供
磨损和积屑瘤
下一个要考虑的障碍是钛有很强的粘附在切削工具上的倾向,从而产生积屑瘤。这是一个棘手的问题,可以通过使用大量直接针对切削表面的高压冷却液来减少。目标是尽快清除切屑,以防止切屑重新切削,并保持排屑干净且没有碎屑。由于其“粘性”性质,磨损是商业纯级钛的一个大问题。这可以通过前面提到的策略来解决,例如在工件接触的任何时候都继续进给,并使用大量的高压冷却液。
钛溶液
虽然加工钛及其合金时的主要问题可能会发生变化,但缓解它们的方法仍然保持不变。主要思想是避免磨损、发热、加工硬化以及工件或工具偏斜。在高压下使用大量冷却液,保持减速和进给,在与工件接触时保持刀具运动,并尽可能使用刚性设置。
此外,选择合适的刀具涂层有助于您的工作取得成功。由于钛加工操作过程中会产生高热量,因此拥有能够充分应对温度的涂层是通过操作保持性能的关键。适当的涂层还有助于避免磨损并有效地排出切屑。 Harvey Tool 的氮化铝钛 (AlTiN Nano) 等涂层在高温下会产生氧化层,并会增加工具的润滑性。
工具解决方案
Helical Solutions 提供针对钛及其合金的高效铣削 (HEM) 进行优化的 HVTI-6 系列刀具。 Helical 的 HVTI-6 采用 Aplus 涂层,可提供额外的润滑性和耐高温性,从而延长刀具寿命并加快速度和进给速度。

随着钛及其多种合金在各行各业中的应用不断增长,更多的机械师将承担切割这种难加工材料的任务。然而,热量管理和适当的排屑,与正确的涂层配合使用,将能够成功运行。

数控机床