

最常用的工具输入方法
进刀是加工成功的关键,因为它是对刀具最苛刻的操作之一。以不适合工具或操作的方式输入零件可能会导致零件损坏或车间资源枯竭。下面,我们将探讨最常见的零件输入方法,以及如何成功执行它们的技巧。
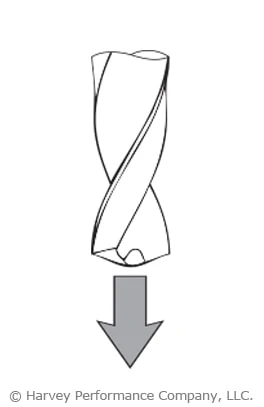
预钻孔
将孔预钻到完整的凹槽深度(比立铣刀直径大 5-10%)是将立铣刀放入凹槽中最安全的做法。这种方法确保了最少的端部工作滥用和工具过早磨损。
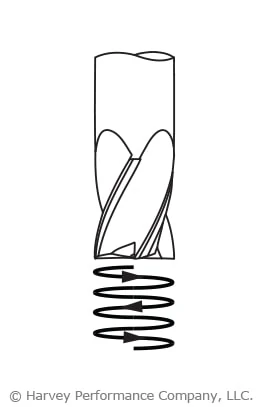
螺旋插值
螺旋插补是一种非常常见且安全的工具进入黑色金属材料的做法。在此操作期间使用圆角圆角立铣刀将减少刀具磨损并减少拐角损坏。使用这种方法,使用大于刀具直径 110-120% 的编程螺旋直径。
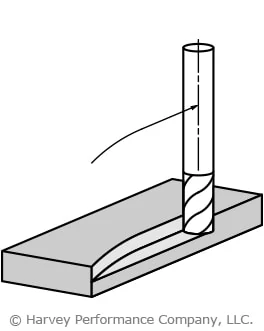
渐进
这种类型的操作可能非常成功,但会产生刀具必须承受的许多不同的扭转力。强大的核心是这种方法的关键,适当的排屑空间也是如此。使用具有圆角半径的工具来加强其切削部分会有所帮助。
建议的起始坡道角度:
硬质/铁质材料:1°-3°
软/有色金属材料:3°-10°
有关这种流行的工具输入方法的更多信息,请参阅 Ramping to Success。
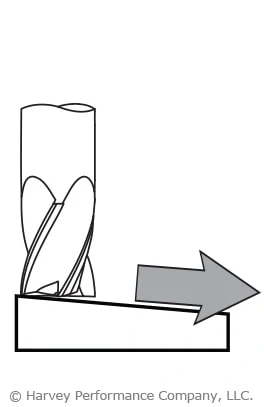
电弧
这种工具进入方法在方法和好处上都类似于斜坡。然而,当斜坡从顶部进入零件时,电弧从侧面进入。立铣刀在铣削时遵循弯曲的刀具路径或圆弧,这会在刀具进入零件时逐渐增加刀具上的负载。此外,随着工具离开零件,施加在工具上的载荷会减少,有助于避免冲击载荷和工具破损。
直插
这是输入零件的一种常见但经常有问题的方法。直接插入零件很容易导致刀具破损。但是,如果选择这种加工方法,则必须满足某些标准才能获得加工成功的最佳机会。刀具必须是中心切削,因为立铣刀包含一个平坦的入口点,这使得排屑非常困难。然而,钻头用于直插,应该用于这种类型的操作。
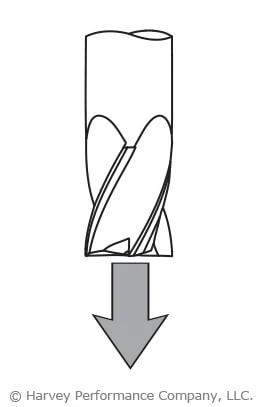
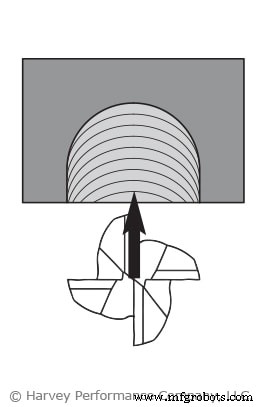
直接工具入口
直接进入零件会对刀具造成伤害,直接切入也是如此。在刀具完全啮合之前,建议在此操作过程中将进刀速度降低至少 50%。
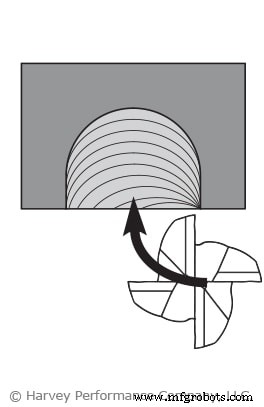
滚入工具入口
滚入切口可确保刀具以完全啮合的方式工作并自然获得适当的切屑厚度。这种情况下的进给速度应该降低50%。
数控机床