

为什么在机检测是精密加工的关键
对于 CNC 加工零件的质量控制,大多数机加工车间使用坐标测量机。 CMM 检查成品零件的几何形状和尺寸是否与原始设计相匹配,确保客户不会收到有缺陷的零件。它甚至可以识别出最微小的错误,并允许机械师返工有缺陷的零件。
然而,对于机械车间所有者来说,CMM 远非完美的解决方案。虽然这种检查为客户提供了安全保障,但它并不能保证机械师的高水平生产力。为什么?因为在加工后发现错误意味着您已经为时已晚,无法收回成本。当由于 CMM 机器返回否定结果而必须对零件进行返工时,该零件的价值会减少一半。投入的时间是预期的两倍,材料也是两倍。
另一种解决方案是使用机床探测系统进行在机检测。机床探测系统是安装在 CNC 机床本身的测量设备,用于在加工过程中和加工后立即设置零件和测量尺寸。
本文解释了我们如何在 CNC 车间使用在机检测,以及 CNC 机床车间为何应效仿。
1。缓解 CMM 瓶颈
将质量控制限制在三坐标测量机有很大的缺点,而且问题可能会升级,而不仅仅是将劳动时间和材料成本加倍。在繁忙的车间中,一旦从工作台上卸下一组零件,任何给定的 CNC 机器都可能会被分配一个新的设置。如果 CMM 稍后拒绝某些零件,机械师将不得不等待机器可用——或者更糟的是,中断另一项工作——然后重新设置机器。被拒绝的工件会减慢生产速度,产生多米诺骨牌效应,耽误许多工作。
此外,对 CMM 的依赖可能会导致排长队,因为车间中的每项工作都需要从同一台机器或一组机器进行检查。将检测纳入 CNC 机床本身可以缓解 CMM 瓶颈,因为检测负担可以分散在多个系统中,或者在某些情况下,完全由 CNC 机床处理。
2。提高效率
使用三坐标测量机通常是质量控制所必需的,尤其是在精密加工过程中,因为它检查工件是否符合几何和尺寸规格。但机上检测不必更换三坐标;相反,它可以单独工作,也可以与 CMM 协同工作,从而提高检测效率——以及整个产品周期。
安装在机床主轴或转塔上的机床探测系统为车间提供了许多好处。该系统可用于识别和设置工件 - 手动过程可能需要 10 分钟,但使用探头只需几秒钟 - 并且可以在加工循环期间和之后立即测量特征,此时工件仍在工作台上。 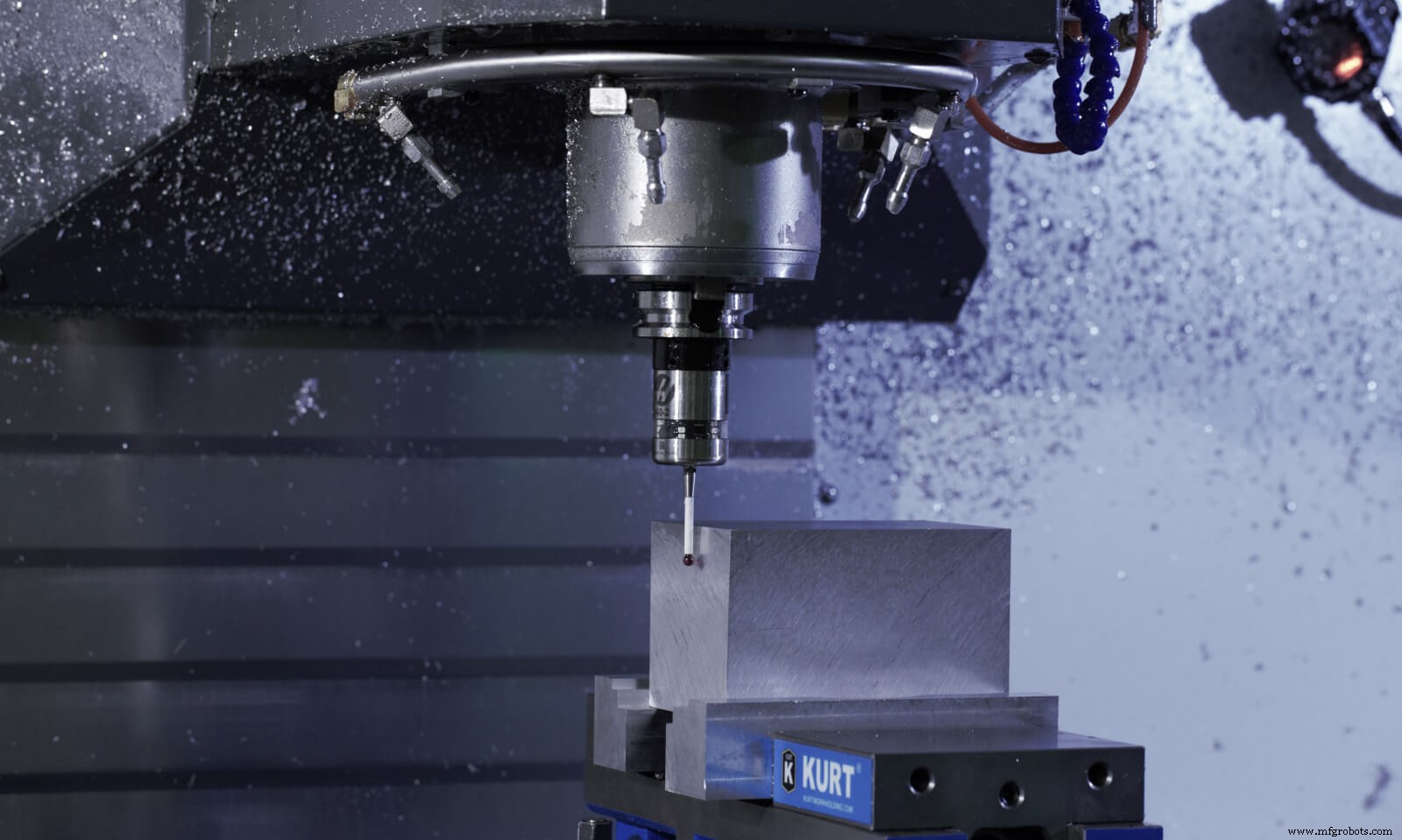
快速设置工件
探测系统还可以执行诸如监控工件表面状况和启动自动偏移校正等任务。此外,许多探测程序不会中断加工过程,因此可以在不中断的情况下进行检测。
探头很有用,因为它们可以及早发现重大错误,从而立即减少浪费,并且如果之后使用 CMM,则可以减少 CMM 拒绝零件的机会。如果使用 CMM,探头还允许质量控制人员降低采样率。例如,他们可以在 CMM 上检查 50 个零件中的 1 个,而不是 20 个零件中的 1 个,因为他们知道大多数可能的错误都已被机上探头捕获并纠正。因此,引入在机检测可以减少总检测时间,同时缓解 CMM 瓶颈,从而加快零件运输速度并提高车间生产力。
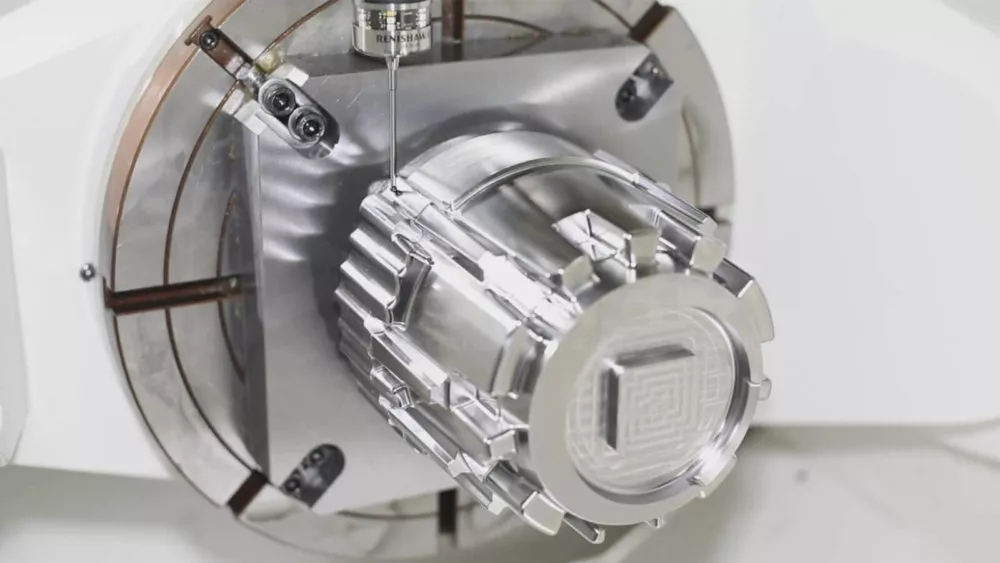
机加工零件的过程检测
3。提高后加工的准确性
机上检查几乎适用于所有 CNC 加工情况,大大减少了报废故障零件的机会。但是,在对铸件或锻件进行精密加工时,探针系统尤其有价值。
从挤压金属工件加工零件是一回事,但在锻造或铸造零件上加工是另一回事。这些金属加工过程往往会在单元之间产生微小的差异,因此 CNC 机器可以对每个略有不同的零件进行正确校准至关重要。机上探针系统可帮助机器做到这一点。
即使零件之间存在几何差异,在机检测系统也可确保作为二次加工的加工精度。特别适用于压铸和熔模铸造的零件。
4.提高模具精度
在注塑成型和其他成型工艺的模具生产中,在机检测是一项特别有价值的资产。在加工型芯和型腔时,探针提高了精度,从而获得了更好的成型效果,并降低了对塑料零件后处理的依赖,因为低质量模具造成的缺陷必须得到修复。
模具制造可以通过多种方式从机上探头中受益——在模具部件的 CNC 加工之前、期间和之后。在加工之前,除了确定零件的方向和旋转外,探针还可以定位工件。在加工过程中,它可以自动重新对齐刀具并根据温度变化更新偏移量。在零件离开 CNC 机床之前,探针可以执行特定于模具的任务,例如检查和验证电极状况。这些功能中的每一项都提高了模具生产的准确性,从而提高了模具的质量。
因此,使用在机检测可以提高机加工模具的质量、可重复性和准确性,同时有助于管理和应对温度变化引起的变化,这些变化可能导致特征超出所需公差。
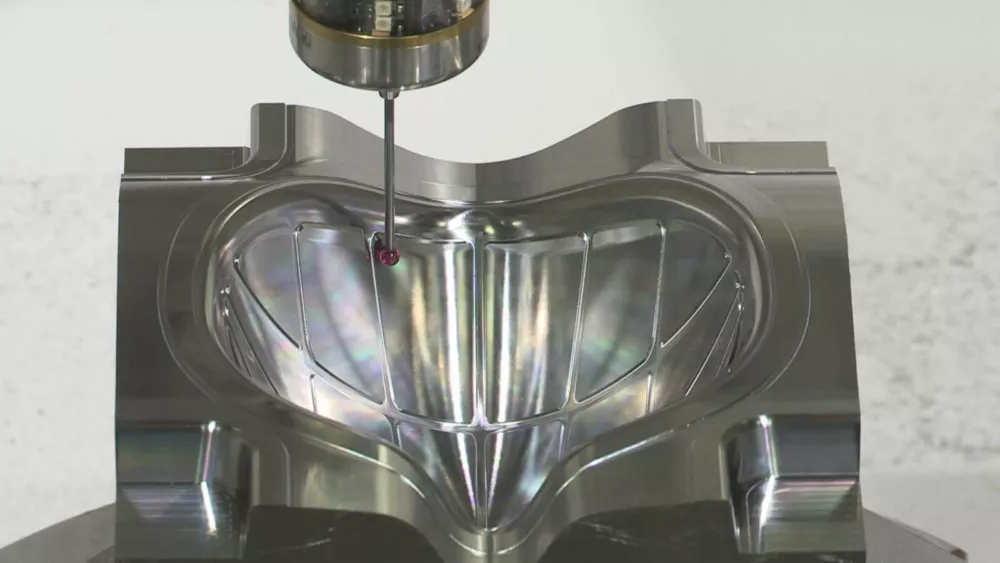
模具型腔的过程检测
改进的精密加工
总而言之,CNC 机床的在机检测系统对机加工车间非常有价值,因为它们具有以下优势:
- 尽早发现错误
- 即时反馈
- 自动偏移校正
- 减少检查积压
- 缓解 CMM 瓶颈
- 降低 CMM 采样率
- 减少总检查时间
- 减少废品
- 提高生产力
- 提高铸锻件的加工精度
- 提高模腔加工精度
3ERP 是快速原型制作和小批量制造领域的专家,它使用雷尼绍机床测头进行精密加工。自从采用这种策略后,生产力得到了提高,并且公司能够更快地运送零件。
尽管 CMM 仍然是 3ERP 质量控制程序中的关键元素,但机上探头减轻了 CMM 的负担,同时在检测能力方面几乎与独立机器相匹配。至关重要的是,此举使机械车间和客户都受益。
数控机床