

Siemens Sinumerik 840D 螺纹切削循环 CYCLE97
使用 Sinumerik 840D 螺纹切削循环 CYCLE97,可以在纵向或端面加工中加工具有恒定螺距的圆柱形和锥形外螺纹和内螺纹。线程可以是单个或多个。对于多螺纹,单个螺纹圈一个接一个地加工。
进给是自动的。您可以选择每次切割的恒定进给量或切割的恒定横截面
。
右旋或左旋螺纹由主轴的旋转方向决定,
必须在循环开始前编程。
进给率和主轴倍率都对螺纹行程块没有任何影响。螺纹加工期间不得更改主轴倍率。
Sinumerik CYCLE97 格式
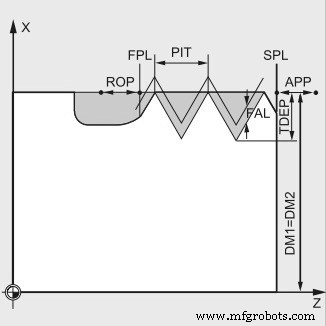
CYCLE97(PIT、MPIT、SPL、FPL、DM1、DM2、APP、ROP、TDEP、FAL、IANG、NSP、NRC、NID、VARI、NUMT、_VRT)
Sinumerik CYCLE97 参数说明
西门子Sinumerik 840D螺纹切削循环CYCLE97
PIT(螺距)
螺距值(不输入符号)。螺距为轴平行值,无符号指定。
MPIT(螺纹螺距作为螺纹尺寸)
螺距作为螺纹尺寸。要生产公制圆柱螺纹,还可以通过
将螺纹起点指定为螺纹尺寸参数 MPIT (M3 to M60)
SPL(螺纹起点纵向)
纵轴螺纹起点
FPL(螺纹端点纵向)
纵轴螺纹终点
DM1(螺纹起始直径)
起点螺纹直径
DM2(螺纹末端直径)
终点螺纹直径
APP(磨合路径)
跑入路径(无符号输入)
ROP(终止路径)
退出路径(无符号输入)
TDEP(螺纹深度)
螺纹深度(无符号输入)
FAL(精加工余量)
精加工余量(无符号输入)。一步粗加工后去除精加工余量FAL。
IANG(进给角度)
进刀角度(“+”表示侧面进刀)(“-”表示交替侧面进刀)
如果您希望以直角进给 到螺纹中的切削方向,此参数的值必须设置为零 .
换句话说,参数也可以从参数列表中省略,因为在这种情况下,它默认自动加载为零。
如果您希望沿侧翼进给 , 该参数的绝对值最大可以达到侧面角的一半 的工具。
NSP(起点偏移量)
第一圈螺纹的起点偏移(不输入符号)。使用此参数,您可以对角度值进行编程,该角度值定义车削零件圆周上第一条螺纹起点的第一条切削点。这是一个起点偏移量。
该参数可以取 0.0001 到 +359.9999 度之间的值。
如果未指定起始点偏移量或参数列表中省略了该参数,则第一个螺纹圈自动从零度标记开始。
NRC(粗切削次数)
粗车刀数(无符号输入)
NID(空闲切割数)
空转次数(无符号输入)
VARI(加工类型)
螺纹加工类型的定义 (1 … 4)
使用 VARI 参数,您可以定义加工是内部加工还是外部加工 .
在粗加工期间将采用哪种技术进给。
VARI 参数可以采用 1 到 4 之间的值,含义如下:
1 =外部恒定进给
2 =内部恒定进给
3 =外部恒定切削横截面
4 =内部恒定切割截面
NUMT(线程圈数)
螺纹圈数(无符号输入)。
您可以使用 NUMT 参数指定多线程的线程启动数。
对于单圈螺纹 , 参数必须赋值为零 或者可以完全丢弃 在参数列表中。
螺纹圈均匀分布在车削零件的圆周上;
第一圈由 NSP 参数决定。
_VRT(回缩距离)
基于初始直径的可变后退距离,增量(无符号输入)。
当 _VRT =0(参数未编程) , 后退路径为 1 mm .
缩回路径始终根据单位、英寸或公制的编程系统进行测量。
数控机床
- Sinumerik 840D 系统变量命名技巧
- Sinumerik 840D CNC 编程
- Sinumerik 840D 操作面板介绍
- G76 螺纹循环 CNC 编程实例
- 在 Fanuc 21i 18i 16i CNC 上使用 G76 螺纹循环进行外螺纹切削
- Sinumerik 840D CYCLE81 钻孔定心循环编程
- Siemens Sinumerik 808D 手册
- Sinumerik 802D sl 螺纹加工 CYCLE97 示例
- Sinumerik 840D 钻孔循环 CYCLE81 CNC 编程示例代码
- Sinumerik L93 切削循环程序示例
- Haas G76 螺纹循环多次走刀
- 什么是 Siemens Sinumerik RET 命令