

Sinumerik 840D 钻孔循环 CYCLE81 CNC 编程示例代码
CNC 编程示例代码展示了 CNC 机械师如何使用 Siemens Sinumerik 840D 钻孔定心循环 CYCLE81。
下面的示例代码显示了使用 CYCLE81 钻孔循环进行钻孔的不同方法。
SINUMERIK CYCLE81 简要概述
CYCLE81 (RTP, RFP, SDIS, DP, DPR)
RTP – 返回平面或退回平面(绝对)
RFP – 参考平面(绝对)
SDIS – 安全距离(无符号输入)
DP – 最终钻孔深度(绝对)
DPR——相对于参考平面的最终钻孔深度(无符号输入)
有关详细说明,请阅读 Sinumerik 840D CYCLE81 钻孔定心循环编程。
下面的编程代码使用绝对 (DP) 和相对于参考平面 (DPR) 指定最终钻孔深度的两种方法。
Sinumerik 840D 钻孔 Cycke CYCLE81 程序示例
Sinumerik 840D CYCLE81编程实例
N10 G0 G90 F200 S300 M3 N20 D1 T3 Z110 N21 M6 N30 X40 Y120 N40 CYCLE81(110, 100, 2, 35) N50 Y30 N60 CYCLE81(110, 102, , 35) N70 G0 G90 F180 S300 M03 N80 X90 N90 CYCLE81(110, 100, 2, , 65) N100 M30
N10 钻孔速度、方向、进给等。
N20 刀具沿Z轴到起点。
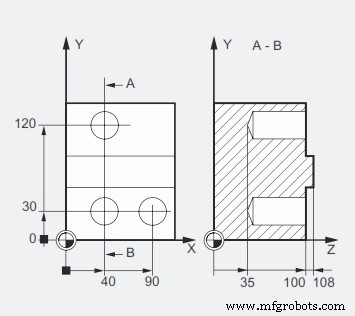
N30 第一个钻孔位置X40 Y120。
N40 钻孔将快速到达RFP + SDIS 位置100 + 2
然后将开始钻孔,直到达到给定的 DP 35
并且将缩回到 RTP,即 110。
N50 Next drill position Y30
N60 drill will raply reach RFP + SDIS position 102 + 0 (as spiritually SDIS).
然后开始钻孔,直到DP为35
然后退回到RTP 为 110。
N70 一些进给变化。
N80 钻孔位置 X90
N90 钻头将快速到达 RFP + SDIS 位置 100 + 2
由于省略了绝对钻孔深度
现在 cnc 控制将计算使用相对于参考点值 (DPR) 的最终钻孔深度
最终钻孔深度 (DPR) =参考平面 (RFP) 位置 – 最终深度点位置 35(参见上图中的尺寸)
DPR =100 – 35
DPR =65
数控机床