

Sinumerik CYCLE84 刚性攻丝循环
Sinumerik CYCLE84 刚性攻丝循环
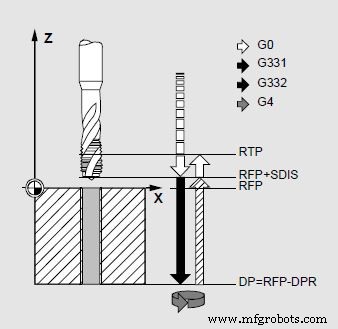
CYCLE84 可在不使用浮动丝锥的情况下加工螺纹孔。
只有当指定用于钻孔的主轴能够在位置控制主轴模式下工作时,才能应用 CYCLE84。
编程
CYCLE84(RTP, RFP, SDIS, DP, DPR, DTB, SDAC, MPIT,PIT, POSS, SST, SST1)
参数
| 参数 | 描述 |
|---|---|
| RTP | 返回平面(绝对) |
| 招标书 | 参考平面(绝对) |
| SDIS | 安全距离(无符号输入) |
| DP | 最终钻孔深度/加长孔深度/槽深/凹槽深度(绝对值) |
| 民意调查 | 最终钻孔深度/加长孔深度/槽深/型腔深度相对于参考平面(无符号输入) |
| DTB | 最终钻削深度处的停留时间(断屑) |
| SDAC | 循环结束后的旋转方向值:3、4或5 |
| 科技部 | 螺距作为螺纹尺寸 – 3(对于 M3)… 48(对于 M48) |
| 坑 | 螺纹间距;值:0.001 … 2000.000 毫米 |
| POSS | 循环中定向主轴停止的主轴位置(以度为单位) |
| 海温 | 点击速度 |
| SST1 | 返回速度 |
数控机床
- Siemens Sinumerik 840D 螺纹切削循环 CYCLE97
- 使用 G331 G332 在 Sinumerik 840D/810D 上进行刚性攻丝
- Sinumerik 840D CYCLE81 钻孔定心循环编程
- Fanuc G84 刚性啄式攻丝循环
- G74 左手攻丝循环或反向攻丝循环
- G84 攻丝循环示例 CNC 程序
- Siemens Sinumerik G63 浮动攻丝器攻丝
- G81 钻孔循环 G84 攻丝循环 CNC 程序示例
- Sinumerik L93 切削循环程序示例
- Sinumerik L93 切削循环 – Sinumerik 810/820 T
- Sinumerik L97 螺纹切削循环
- ECS G84 攻丝循环