
Fanuc G33 螺纹切削 – 数控铣床
发那科G33螺纹切削
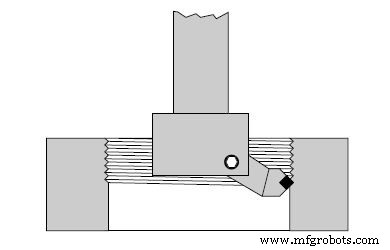
使用装配工具(镗头或端面头)可以切割螺纹。
注意事项 G33 (100%) 时进给和主轴倍率开关不激活。
编程
N... G33 Z... F..
参数
| 参数 | 描述 |
|---|---|
| F | 螺距[mm] |
| Z | 螺纹深度 |
数控机床

使用装配工具(镗头或端面头)可以切割螺纹。
注意事项 G33 (100%) 时进给和主轴倍率开关不激活。
N... G33 Z... F..
| 参数 | 描述 |
|---|---|
| F | 螺距[mm] |
| Z | 螺纹深度 |
数控机床
发那科G72.1旋转复制 使用G72.1旋转复制G代码可以用旋转重复生成子程序指定的图形 运动。 编程 G72.1 P... L... X... Y... R... 参数 参数 描述 P 子程序号 大号 操作重复次数 X X轴上的旋转中心 是 Y轴旋转中心 R 角位移(正值表示逆时针角位移,指定增量值。) G 代码数据 模态/非模态 G代码组 非模态 00 编程笔记 注意事项 在 G72.1 块中,忽略 P、L、X、Y 和 R 以外的地址。 必须始终指定 P、X、Y 和 R。 如果不指定L,则复制一次图形。 即使在增量模式下指定,旋转中心的坐标也按绝对值处理。 指
面向数控机械师的数控铣床程序示例。 CNC 铣床编程示例 数控程序 G0 X-60 Y0G1 X-70 (P1)G2 X-25.02 Y25.97 R30 (P2)G1 X2.46 Y10.13 (P3)G3 X8.5 Y10.92 R5 (P4)G1 X18.79 Y21.21 (P5)G2 X25.13 Y-26.05 I21.21 J-21.21 (P6)G1 X-5 Y-8.66 (P7)G3 X-12.14 Y-11.13 R5 (P8)G2 X-70 Y0 R30 (P1)G1 X-60 G M S T代码解释 代码 描述 G00 快速遍历 G01 线性插值 G02
组合/连接多个圆弧的数控铣床程序。 多弧数控铣床程序G2 G3 I J 数控零件程序 N10 M6 T1 G43 H1 M3N15 S500 F120N20 G0 X0 Y0 (P1)N25 G1 Y20 (P2)N30 G3 X-15 Y35 I-15 J0 (P3)N35 G2 X-45 Y35 I-15 J0 (P4)N40 G3 X-60 Y20 I0 J-15 (P5)N45 G1 Y0 (P6) N50 G1 X0 (P1) N55 M30 G M S T代码解释 代码 描述 G0 快速遍历 G1 线性插值 G2 圆弧插补CW G3 逆时针圆弧插补 G43 刀具长度补
提交人:机械师 绘图/图像 数控程序 ( CONTROL FANUC 21I)( PART - CYLINDER D102.000 L121.000)( G54 X+000.000 Z+0240.000)O11N10 G40 G00N20 G99N30 M5N40 M9N60 T0101 (LEFT CORNER TOOLCL-SDJCL-2020 L 1208 ISO30)N70 G97 S1000N80 G00 X150. Z100.N90 G50 S3500N100 G96 S0200N110 G00 X104. Z0. M4N120 G01 X-1.6 F0.25 M8N130 G0