

Sinumerik L93 切削循环 – Sinumerik 810/820 T
Sinumerik L93 凹槽循环允许加工纵向槽、端面槽、外槽和内槽。
也称为 L93 切入循环。
Sinumerik L93 切削循环应用
Sinumerik 凹槽循环 L93 允许加工
- 纵向凹槽。
- 脸上有凹槽。
- 外侧凹槽。
- 内部凹槽。
刀具偏置
切槽刀具的两个切削刃都必须存储在相邻的刀具偏置号中(例如 D21 和 D22)。
Sinumerik L93 切削循环格式
Sinumerik L93 切削循环
Sinumerik L93 切削循环参数
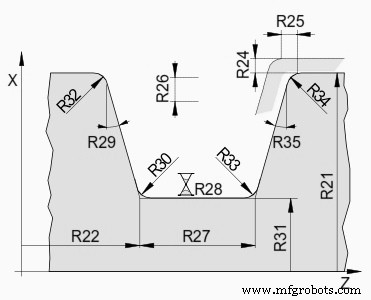
R10 – 加工类型:纵向切槽 R10 =0;端面切槽 R10 =1
R21 – 起始长度的外径/内径(绝对值)
R22 – Z 轴起始点(绝对值)
R23 – 控制参数:起始点向左或向右
R24 – 精加工切削深度 x 轴(增量)
R25 – 精加工切削深度 z 轴(增量)
R26 – 进给深度,无符号输入(增量)
R27 – 凹槽宽度(增量)
R28 – 在凹槽深度停留
R29 – 左齿面角(0 至 89 度)
R30 – 左下角的半径 (+) 或倒角 (-)凹槽边缘
R31 – 凹槽直径(绝对值)
R32 – 左上方凹槽边缘的半径或倒角
R33 – 右下方凹槽边缘的半径或倒角
R34 – 半径或倒角在右上凹槽边缘
R35 – 右侧角(0 到 89 度)
参数说明
R23 确定起点
纵槽
- 1 个内侧/外侧右侧
- -1 左内/外
面沟
- 右/左内侧1
- -1 右外左
数控机床
- Siemens Sinumerik 840D 螺纹切削循环 CYCLE97
- Sinumerik 840D CNC 编程
- G90 车削循环
- Sinumerik 840D CYCLE81 钻孔定心循环编程
- 在 PC 上免费下载 SINUMERIK 808D
- Siemens Sinumerik 808D 手册
- Sinumerik 840D 钻孔循环 CYCLE81 CNC 编程示例代码
- Sinumerik L93 切削循环程序示例
- 外螺纹加工的 Sinumerik L97 螺纹切削循环程序示例
- Sinumerik L97 螺纹切削循环
- 为 SINUMERIK Operate V4.4 Ed.2 的 SinuTrain 添加 ISO 方言编程
- Siemens Sinumerik CYCLE83 深孔啄钻循环