

通过专家机器优化消除 PVC 封边缺陷
操作封边机时,两个最常见的质量问题——边缘剥落和厚胶层——会迅速破坏成品的完整性。当机器设置与粘合剂的特性不同步时,通常会出现这些缺陷。本指南解释了五个常见的胶水问题,比较了 EVA 和 PUR 粘合剂,并提供了可操作的机器调整解决方案,以恢复完美的封边。
1。 EVA 与 PUR 封边胶
热熔胶是 PVC 封边条的支柱。 EVA(乙烯-醋酸乙烯酯)和 PUR(聚氨酯)是业界使用最广泛的选择。

以下是关键属性的简要比较:
功能 EVA胶 PUR胶 哪个更好 粘合强度 好非常强PUR耐热性 中高PUR防潮性 中高PUR胶线可见性 更明显最小(零胶线)PUR成本 较低较高EVA可修复性 物理冷却;可重熔化学固化;不可逆EVA机器要求 标准机PUR封边机EVA应用 标准家具(橱柜、衣柜),批量生产高端家具(厨房、浴室),潮湿/炎热气候取决于使用案例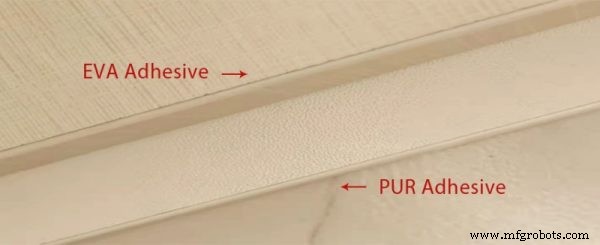
2。五种常见的胶水问题及机器解决方案
边缘剥落、可见的胶线、粘合力弱、热引起的分层和湿气损坏都是机器设置或粘合剂选择不当的症状。以下部分详细介绍了每个问题、其根本原因以及如何通过精确的机器调整来纠正它。
2.1封边条剥离
为什么会发生: 由于温度不足或面板受污染而导致粘合力弱。
机器修复:
- 稳定胶锅温度: 将 EVA 保持在 170–200°C 或将 PUR 保持在 110–130°C。持续的热量可确保流畅的流动和均匀的扩散。
- 清洁面板边缘: 使用吹尘器或预铣刀露出平坦、无尘的表面。残留的灰尘或湿气会削弱附着力。
- 控制面板湿度: 涂胶前启动预热装置以干燥表面水分。
2.2 可见胶线
为什么会发生: 过度涂抹或辊压不均匀,在浅色或高光面板上尤其明显。
机器修复:
- 减少胶水厚度: EVA 的目标为 80–120g/m2,PUR 的目标为 60–90g/m2。充分覆盖但不过量,可防止结皮和浪费。
- 调整滚轮压力: 校准至 4–6bar (EVA) 或 5–7bar (PUR),以去除多余的粘合剂,同时保持充分接触。
- 专注于高可见度面板: 对胶线突出的灯板进行额外的检查。

2.3 粘合强度差和预固化
为什么会发生: 缓慢的送料速度可以让热熔胶在接触前冷却并硬化。
机器修复:
- 提高传送带速度: 以 12–23m/min 的速度运行,使胶水保持在最佳粘性窗口内。
- 匹配环境温度: 根据车间条件调整输送机速度,以防止过早固化。
2.4 炎热天气下边缘分层
EVA 为何失败: 温度升高会使 EVA 软化,降低粘合强度并导致 PVC 边缘翘起。
机器修复:
- 改用 PUR 胶: PUR 的交联化学性质可承受夏季高温。
- 使用密封熔化系统: 专用 PUR 封边机可在施工前防止空气与水分的相互作用。
2.5 水渍和边缘膨胀
为什么会发生: 厚的或多孔的胶层会让湿气渗透到木材中,导致膨胀。
机器修复:
- 在厨房和浴室中使用 PUR: PUR 的防水屏障可阻止湿气进入。
- 激活预热器: 粘合前先干燥板面,以获得更牢固的粘合力。
- 升级到双胶锅系统: E‑70JDSR 自动 PUR 封边机等机器可让您根据需要在 EVA 和 PUR 之间切换。

3。快速参考:参数表和常见问题解答
3.1 推荐的机器设置
最佳值因机器、面板类型和生产目标而异。使用下表作为基准。
机器设置 函数 EVA参考 PUR 参考 操作员提示 胶锅温度 控制胶水流动170–200°C110–130°C(预熔)保持温度稳定;较大的波动会降低粘合质量。胶水应用 控制覆盖范围和厚度80–120 g/m²60–90 g/m²PUR 通常需要更薄的层以获得更清洁的边缘。压辊压力 确保接触 4–6 bar5–7 bar 增加厚 PVC 或高光泽面板的压力。进给速度 控制粘合窗口12–23 m/min10–23 m/min 将速度与粘合剂、面板材料和边缘厚度相匹配。3.2 常见问题解答
Q1。如何调整涂胶辊间隙?
从机器的标准间隙开始,然后逐渐调整它,直到实现完全边缘覆盖,而不会出现过度挤压。
第二季度。哪种胶水适合 MDF、PET 或亚克力边缘?
中密度纤维板边缘: 标准家具使用EVA;在厨房和浴室改用 PUR 以防止膨胀。 PET 和亚克力边缘: 这些光滑的表面需要 PUR;确保您的机器具有平面刮擦装置,以避免出现光泽划痕。

第三季度。如何维护 PUR 系统?
趁热用兼容的清洁剂冲洗,清除硬化的残留物,并防止水分进入。定期清洁可防止堵塞。
第四季度。如何测试附着力?
进行 90° 剥离测试或拉伸测试。牢固的粘合将木纤维从面板上拉下来;如果表面保持干净,则粘合失败。
Q5。零胶线边缘的最佳方法?
平衡胶量、温度、辊压、送料速度。 PUR 非常适合浅色或高光面板上的无缝边缘。
Q6。为什么 PVC 边缘在炎热或潮湿的条件下会翘起?
热量会使 EVA 软化,而水分会削弱粘合力。在此类环境中,请改用 PUR 以获得卓越的附着力。
4。结论
有效的 PVC 封边取决于选择正确的粘合剂、校准机器设置以及保持面板清洁。通过根据胶水的特性和生产环境定制工艺,您可以消除剥落、可见胶线和潮湿引起的缺陷。如果您正在考虑从 EVA 过渡到 PUR,请投资一台具有稳定温度控制和密封胶水系统的机器,以实现无忧操作。
继续阅读这些推荐的帖子:
数控机床
- 适用于小型企业的 7 款数控铣床:可靠性、生产率和投资回报率
- 数控机床的柜式冷却器
- 常规和非常规加工工艺的区别
- 优质 1330mm 线性 ATC 数控铣床 – 交付澳大利亚
- 掌握 EMO Hannover:规划、网络和能源管理专业指南
- 1530 4 轴 ATC 数控机床出口到哥伦比亚用于塑料和泡沫成型
- 前 15 名橱柜制造公司
- 为您的木工店投资
- 适合 CNC 初学者的最佳 CAD/CAM 软件:Fusion 360、Easel、Carbide Create 等
- CNC 加工在 8 个顶级行业中令人兴奋的应用
- 填空 CNC 编程练习外圆车削
- 澳大利亚客户称赞我们的 1530ATC CNC 铣床和工厂经验