

线切割加工的优势
随着科学技术的进步,线切割放电加工(EDM) 技术已发展成为机械加工行业的一项重要加工技术,加工精度高,限制条件相对较少。线切割加工零件的精度是一般加工技术无法企及的。而且加工范围也比较广,基本上任何金属导电材料都可以加工,而且不受材料硬度的限制。
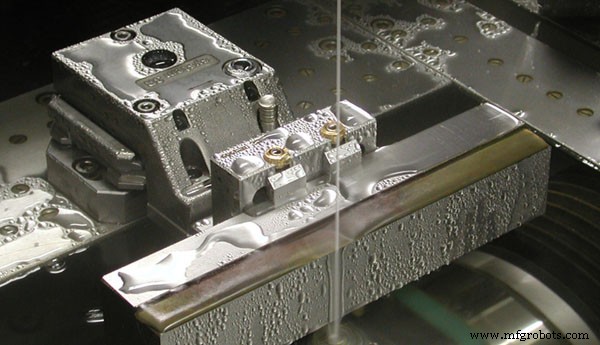
通过利用电火花线切割与不锈钢等导电材料之间的放电,可以获得所需的形状。线切割被认为是加工硬质导电材料最具成本效益的方法之一。
线切割加工过程中不产生其他工艺的客观力。所有机床的主轴所需的驱动力都比较小。在这种情况下,只需要一个比较小的电机就可以正常运行,相应地提高了产品的加工精度。
线切割加工因其优势而越来越受欢迎:
电火花线切割的优势
1.提高生产效率
线材EDM电极使用0.03-0.35mm的金属线。在经验丰富且高效的加工工程师的帮助下,Wire EDM 项目可以在更短的交货时间内建立和完成,从而使您能够更快地获得关键零件。线切割可生产高公差零件,无毛刺或变形;线切割机可以一步加工生产零件,为您节省宝贵的时间和金钱,大大提高生产效率。
2.没有 我 影响 C 输出
硬质材料的加工通常需要精加工,在加工过程中需要很大的力和冲击力才能形成所需的形状。这有一些缺点,因为冲击会产生应力,使材料在切割和工具快速磨损期间变形。这使得精密零件的传统加工具有挑战性。线切割可以加工坚硬易碎的材料,只要是导电的,就不会产生冲击和应力。即使切割极薄的材料也不会弯曲或翘曲。
3.宽 P 处理 R 天使
线切割电火花加工还可以相对容易地切割导电金属的硬度,从铜到最硬的材料,包括钼和钨。线材电火花加工产品不受材料硬度的影响,可以加工其他工艺无法加工的导电材料,并且可以对材料进行热处理后再加工,避免了后热处理带来的变形问题。产品。

4.低 R 要求 O n P 产品 S 开心
除了金属线材和产品内角缝隙的影响外,线切割机即使在最坚硬或最易碎的材料上也能轻松切割出精密复杂的形状,同时保持较低的 Ra 表面粗糙度。
5.获得 H 喂 T 公差
线切割加工比激光、火焰切割或等离子加工更精确。它不会对零件施加任何力,因此线切割可以达到非常高的公差,以实现精确的尺寸和精确的配合。这消除了在加工后对零件进行额外加工和精加工的需要。
6.保存 C 原声
由于线切割放电加工可用于有效地加工任何导电材料,加工时间将更短。此外,线切割也可以减少浪费。由于金属丝只有0.3mm左右,加工后的产品刀口很小,大大提高了材料利用率,降低了材料成本。此外,产生的废物更少,不需要热处理,因此可以最大限度地减少清理工作。
7.高安全性
线切割工作流体为非易燃液体,可实现无人操作。内置感应和智能自动控制,增强易用性。
线切割的缺点
线切割与其他加工方法一样,具有许多优点和一些较小的缺点。
由于实现切割的方法的性质,即利用快速重复的受控电荷沿着一束导线在工件上沿切割线腐蚀材料以去除材料,因此电火花加工仅限于切割导电材料。因此,任何复合材料或涂有电介质的材料都不适用于线切割。
用线切割放电工具切割零件时必须保持的导电性,要求零件牢固固定到位,不能移动。除了造成管道变形的重大风险外,这还会导致切割线与工件接触,从而使切口短路并折断切割线,并在工件中造成“台阶”。虽然您可以固定试管使其在电火花加工机中旋转,但这种方法针对更复杂的形状进行了优化,对于简单的 2 轴切管来说并不划算。
您应该在生产中使用电火花线切割机吗?
 在为您的项目选择正确的处理方法之前,有一些问题要问。线切割机床是一笔可观的投资,需要训练有素的人员进行编程和操作。这些考虑应与使用 CNC 生产服务的成本较低或精度较低的金属切削方法进行权衡。
在为您的项目选择正确的处理方法之前,有一些问题要问。线切割机床是一笔可观的投资,需要训练有素的人员进行编程和操作。这些考虑应与使用 CNC 生产服务的成本较低或精度较低的金属切削方法进行权衡。
选择电火花线切割技术的一些原因包括:
- 为发明、原型和概念验证模型创建单个高质量零件
- 需要使用各种不同厚度的硬质材料和合金
- 需要极高品质的表面处理并减少零件的后处理
- 复制或恢复汽车或历史复制品中使用的稀有或不可用零件
- 生产复杂且高度精细的精密零件,可以在下一次生产运行中准确重复和复制
- 当零件的精确组装和外观对最终产品至关重要时,应避免不同生产批次和制造商之间的零件差异
- 减少昂贵材料(如金、银或昂贵的合金材料)的切割浪费
- 生产薄的锥形孔、极窄的凹槽或 3 维形状以完美贴合现有零件
- 使用计算机控制的处理来自动化复杂的切割和零件制造过程
- 满足航空航天或医疗应用中极其严格的公差和材料限制
- 使用无法承受切割压力或应力的非常小的碎片或易碎材料
相关文章:WEDM-LS、WEDM-MS和WEDM-HS有什么区别?
什么是电火花加工?电火花线切割 101
制造工艺