

一点点关于瑞士车床
 瑞士原厂于 1800 年代在瑞士开发,用于车削非常小、复杂和长的手表零件.长期以来,钟表业对瑞士人来说非常重要,因此他们发明了瑞士车床,可以制造传统“固定主轴箱车床”无法制造的小零件。这是因为在许多手表零件中发现了极高的长径比,以及需要使用小型专用工具进行精细车削的小直径。
瑞士原厂于 1800 年代在瑞士开发,用于车削非常小、复杂和长的手表零件.长期以来,钟表业对瑞士人来说非常重要,因此他们发明了瑞士车床,可以制造传统“固定主轴箱车床”无法制造的小零件。这是因为在许多手表零件中发现了极高的长径比,以及需要使用小型专用工具进行精细车削的小直径。
固定主轴箱车削
当长径比超过 4:1 时,固定主轴箱主体具有使零件偏离工具压力的趋势。这通常是传统车床的极限,其中工件被送出到一定长度,然后棒材被车削到给定的直径。在某些情况下,您可能会超过 4:1,具体取决于毛坯的尺寸、要车削的长度和直径以及完成最终直径所需的走刀次数。
 尾座的使用可以帮助车削更长的长度,就像一个稳定的休息,但这两个功能仅对较大的零件有效。在瑞士机器发挥作用的直径中,我们通常会考虑最大为 38 毫米的棒材尺寸——最大使用直径为 1 英寸的棒材。
尾座的使用可以帮助车削更长的长度,就像一个稳定的休息,但这两个功能仅对较大的零件有效。在瑞士机器发挥作用的直径中,我们通常会考虑最大为 38 毫米的棒材尺寸——最大使用直径为 1 英寸的棒材。
Swiss Automatic 有几个不同的名称,例如 Swiss Type、Swiss Screw Machine、Sliding Headstock Lathe 等。Swiss Computer Numerical Control (CNC) Machines 用于多个行业,如医疗器械、骨骼螺钉、牙科植入物、电连接器触针、手表零件和许多其他小、复杂或复杂的零件,总是由棒料制成。
瑞士自动车床专为运行棒料而设计,通常使用 12 英尺长的棒料。在许多情况下,这些机器具有自动库棒料进给器,可以将多根棒料架起来,一旦一根棒料用完,这些棒料就会自动重新加载。大批量生产是 CNC Swiss Machines 的常见做法。
在主轴上重新夹紧车削零件以对零件进行额外加工的情况下,使用瑞士人进行二次操作工作是非常罕见的。
典型的瑞士零件
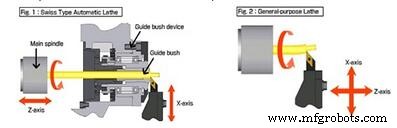
 瑞士车床能够有效地从棒材车削细长零件的关键因素是使用的导套。导向衬套安装在主轴箱铸件中,衬套的内径尺寸与杆的直径相差十分之一。杆夹在位于导向衬套后面的滑动主轴箱中的夹头中。棒材被推过导套(Z 轴),位于导套前面的车削工具移动到给定的直径(X 轴),并且在工件几乎为零的情况下进行车削。
瑞士车床能够有效地从棒材车削细长零件的关键因素是使用的导套。导向衬套安装在主轴箱铸件中,衬套的内径尺寸与杆的直径相差十分之一。杆夹在位于导向衬套后面的滑动主轴箱中的夹头中。棒材被推过导套(Z 轴),位于导套前面的车削工具移动到给定的直径(X 轴),并且在工件几乎为零的情况下进行车削。
在凸轮驱动的瑞士自动变速器的早期,导套是不旋转的。因此,杆必须是无心的,并且磨削到非常小的公差,以便与导套 ID 的紧密配合保持一致。由于杆在非旋转衬套内旋转,因此可能会产生高摩擦力;这就要求将切削油导向导向套和刀具。
如今,几乎所有瑞士式车床制造商都配备了一个从动同步导套,它与主轴箱夹头 1:1 旋转,从而消除了很多摩擦和发热的趋势。话虽如此,大多数瑞士工厂仍然使用切削油而不是水溶性切削液。使用切削油有助于保持机器润滑,避免生锈和过早磨损。使用水基冷却剂后,二手瑞士机器会失去很多价值,并且当潜在买家知道此信息时,很难转售。
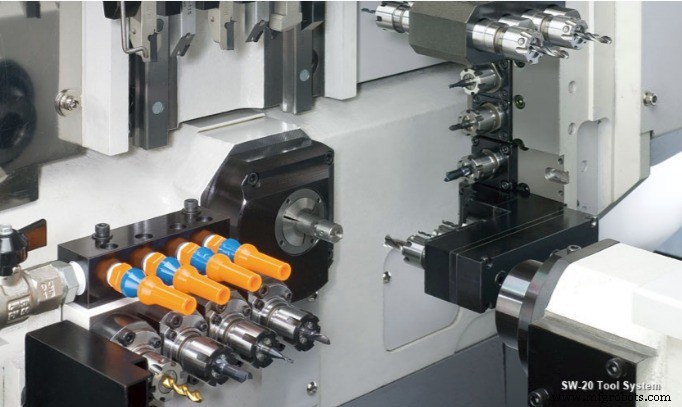
今天的 CNC 瑞士自动机床已从最初的凸轮驱动瑞士机床发展而来,后者严格来说是一台车床。今天,几乎所有的瑞士机器都有两个主轴——主主轴和副主轴——每个主轴都配备一个独立的“C”轴、每个主轴的动力刀具和一个允许动力刀具在中心线上方和下方移动的“Y”轴。许多制造商还包括一个“B”或旋转轴,用于一组能够在零件上执行完整功能的工具。
除了瑞士车床的所有这些现代进步之外,您还可以从几家制造商那里找到混合模型,这些制造商提供的满载机器可以在有或没有导套的情况下运行。这用于要运行的一系列零件相对较短并且在没有导套的情况下运行该系列变得更加实用。要在没有导向衬套的情况下运行,移除衬套支架,使主轴箱夹头伸入主轴箱铸件中,这使机器能够像具有线性 Z 轴的固定主轴箱车床一样运行。现在,库存可以是正常的轧机材料,外径有一些变化。
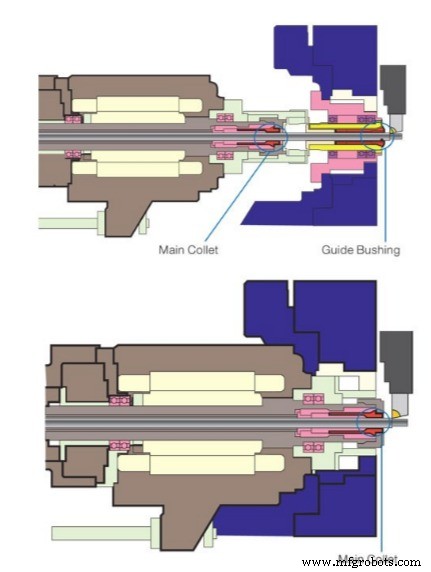 下图显示了带导套的滑动主轴箱和去掉了导套的同一台机器的区别这样可以直接从主轴箱夹头转动零件。这种来回更改的功能仅适用于这些品牌中的某些品牌和型号。
下图显示了带导套的滑动主轴箱和去掉了导套的同一台机器的区别这样可以直接从主轴箱夹头转动零件。这种来回更改的功能仅适用于这些品牌中的某些品牌和型号。
二手瑞士机器在高产运行 8-10 年后通常仍处于良好的运行状态。切削油的使用大大延长了机器机械部分的寿命——例如大多数瑞士车床上的直线导轨。此外,小型且通常是精密的零件往往不会对机器造成负担,8 英寸或 10 英寸卡盘车床更是如此。
最受欢迎的瑞士机器来自 Star、Citizen 和 Tsugami,但也有几家占据市场份额较小的其他机器(例如 Tornos、Hanwha 和 Nexturn)。通常情况下,很难找到拥有 4 或 5 年历史的顶级品牌,因为人们往往会紧紧抓住装备精良的瑞士人,直到他们看到技术发生重大变化时才会考虑将机器出售。
工业设备