

什么是电火花加工 (EDM) 的最佳线材选择
 线放电加工 (EDM) 可以切割出惊人的形状,具有精确的精度和非常精细的光洁度。有许多电线选择,每种都有自己的优点和缺点。您是否需要保持十分之二,或者您是否希望尽可能快地进行?这里简单解释一下这两种基本的电线类型。
线放电加工 (EDM) 可以切割出惊人的形状,具有精确的精度和非常精细的光洁度。有许多电线选择,每种都有自己的优点和缺点。您是否需要保持十分之二,或者您是否希望尽可能快地进行?这里简单解释一下这两种基本的电线类型。
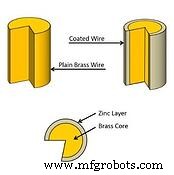
包覆线
如果您正在寻找完全快速的速度来挖出一部分材料以放回架子上进行另一项工作,那么大直径 0.012”-.014” 涂层线是您的选择。涂层电线具有高导电性的铜或黄铜芯,以及锌和铜组合的薄涂层。这种外涂层可保护内核,允许高功率设置和增加的“接通时间”,从而实现更快的材料去除率。
与使用普通黄铜线的相同发电机设置相比,使用涂层线的另一个优点是更少的断线。 A-D 有各种“类型”的包覆线。每种类型都为每个应用程序提供了某些好处。尽管速度是涂层线相对于普通黄铜线的最大优势,但一些涂层线在精度、光洁度、冲洗条件差以及硬质合金等材料方面更好。
尽管如此,还有一个成本因素需要考虑。虽然涂层线的切割速度比普通黄铜线快 20-30%,但您需要确定更高的成本因素是否合理。
普通黄铜线
普通黄铜线的第一大优势是它的成本。如果您的应用对时间不敏感且冲洗条件良好,那么普通黄铜丝将是您最佳和最经济的选择。
还有一些切割条件,普通黄铜线是您的最佳选择!您需要切割大于 15 度的锥度吗?那么超软 (390 N/mm) 普通黄铜线是最好的。大锥度要求线材在导轨处立即弯曲以形成适当的角度。较硬的线材会抵抗这种弯曲,导致切割路径不正确,无法在顶部、底部、角度或所有三个处实现开口尺寸。
普通黄铜线有不同的直径,主要有三种抗拉强度或线硬度:
- 柔软,就像我刚刚提到的陡峭锥度切割一样;
- 从 5 到 15 度的锥度减半;和
- 很难用于小于 5 度的锥度和直线切割。
钢丝越硬,您可以施加更大的张力来创建更直的切割——尤其是在粗加工和拐角处。对于 0.0001 英寸或更小的超精密公差,使用普通黄铜线进行最终脱脂切割也是最佳选择。虽然微不足道,但涂层电线上的锌涂层会比芯材蒸发得更快。使用普通黄铜线您不会遇到此问题。
重要的是要记住,除了这两个之外,还有许多其他的电线选择。直径小于 0.004 英寸的较小线材可能有钢芯或其他材料组合。对于大多数商店和应用而言,供应直径为 0.010 英寸的涂层和普通黄铜线将是您的电火花线切割应用的最佳解决方案。
工业设备