

等离子与激光:什么是适合您的技术?
在当今的金属制造中,有多种形状切割工艺可供使用。激光切割、炮塔冲床、水刀、等离子和全氧燃料系统都是当今车间的重要工艺,但哪种工艺适合您?在之前的一篇题为“水刀功能:水刀适合的地方”的文章中,我们探讨了这些工艺中的每一个的基础知识,但我们经常发现两个最被比较的工艺是激光和等离子切割,特别是高清等离子切割。那么这两个过程中哪个最好呢?哪个最适合您的应用和预算?
在本文中,我们通过解释每种类型的切割机、新旧的预算购买数量来阐明这两个流程,并为您提供好的和坏的流程功能,以帮助您选择适合您需求的系统.
相似之处
首先,我们需要先了解这两个过程之间的相似之处,然后才能定义它们的区别。等离子和激光都是热切割工艺,它们使用强烈的热量将金属蒸发(而不是熔化,认为更热,更热)成灰尘。两种工艺都使用高压气体,例如氮气 (NO2)、氧气 (O2) 和压缩车间空气来帮助去除材料和加工边缘(建议为这些工艺中的每一个都配备一台大型螺杆压缩机,因为他们使用了大量的 HP 空气)。这两个过程都需要某种烟雾收集系统/除尘器,以防止蒸发的颗粒覆盖工厂中的每件物品(在等离子体的情况下,地下水位就足够了)。这两种工艺都在切割头中使用了一组特定的消耗品,例如喷嘴,以保持正确的气流。两种系统都使用较大的工作区域(通常为 5' X 10'),其中切割头由 CNC 控制并通过静止的工件(尽管这种设计有所不同,但当今最常见的机器都采用了这种概念)。
这是这两个流程的共同点,但接下来是我们根据能力、运营成本、流程难度以及投资估算来区分这两个流程,您是购买新系统还是二手系统。
等离子切割
等离子切割的基本原理是使用通过钢、铝、不锈钢等导电材料置换的电流来产生我们称之为“等离子”场的强电场。等离子场内部温度超过 20,0000°F 在该温度范围内,金属(如前所述)超过熔点并迅速蒸发。这些等离子系统可以手持、轨道/机械化安装或计算机控制,以提供精确的形状切割。我们的比较将集中在 CNC 或机械化安装系统上进行比较,但之前我们在此处链接的文档中深入介绍了等离子,标题为:燃烧和等离子表简介
对于切割金属,等离子系统在效率、价格和速度方面都无可匹敌。它们提供相对平滑的切割边缘、相当好的精度和一致的可重复性。然而,重要的是要指出,等离子切割系统由 3 个截然不同的组件组成,这些组件必须经过调整才能协同工作以达到最佳效果:等离子电源、等离子割炬和运动控制系统(即机器)。
等离子电源: 等离子电源有多种尺寸和类型,容量由其“安培数”定义,通常在型号名称中注明,例如 XPR-300 (300 AMPS)。安培数表示电源的切割能力,如前一篇文章中所述:等离子和氧气/燃料的燃烧效应“通常等离子电源的额定电流为 1⁄2 安培数,用于钢材的整体切割能力。例如,一个 100 安培的电源通常可以刺穿和切割 1/2 英寸厚的钢,并且可以从现有的孔或零件边缘切割高达 5/8 英寸 - 3/4 英寸。而 200 AMP 等离子电源的额定连续穿孔和切割厚度达 1 英寸的钢,并且可以从厚度达 1-7/8 的起始孔开始使用 ”
等离子电源也可以定义为标准或空气等离子源或 HI-DEF(高清)电源,这是我们今天在超过 80K 的机械化机械上看到的大部分系统。空气等离子系统通常在手持等离子切割应用中最为常见。
等离子割炬: 与等离子电源相结合,等离子割炬头是进行精确切割的关键部件。等离子切割头由多个组件组成,但最重要的是消耗性组件:防护帽、固定帽、电极、涡流环和喷嘴。这些耗材及其质量直接影响切割和零件光洁度的准确性和清洁度。它们的预期寿命取决于使用的切割小时数和达到的穿孔(开始)数量。
等离子切割机(机械化部分) 等离子切割电源和等离子割炬头只能在材料的切割边缘上提供更高程度的精度。虽然这些组件对于获得干净和笔直的切割至关重要,但它们却不是,但无论如何都允许整体零件精度,因为这纯粹是工作台或运动系统设计的功能。
等离子优势:
- 系统投资成本相对较低(新的起价不到 2 万)
- 系统运营成本低(车间空运每小时 5-7 美元)
- 准确度很好(最好是 0.015”-0.020”)
- 斜切很容易进行
- 大量可用的电源,易于调整/更换/升级
- 更多“可原谅”的过程
等离子缺点:
- 热加工(热量可以使薄材料翘曲)
- 材料的导电性要求
- 需要清理零件
- 需要精确的零件定位
- 铝和不锈钢很难达到高质量的表面处理。
- 自动化通常不可用。
激光切割
为了了解激光切割的基础知识,重要的是要注意如前所述,等离子激光器使用强热源来蒸发材料。然而,与使用电流来实现此热源的等离子不同,激光系统使用放大光来实现目标。为了了解该过程及其优点或缺点,了解基础知识很重要。激光代表 LIGHT AMPLIFICATION STIMULATED by EMITTED RADIATION,或者换句话说,是一种利用辐射分裂并由此使光离子倍增的系统,从而产生越来越高的强度,从而产生热量。
与等离子切割系统一样,激光器由 3 个非常重要但又截然不同的系统组成;电源或谐振器、切割头和运动系统或工作台。
谐振器:
在过去的激光设计中,这是通过 CO2 谐振器实现的,其中无数的镜子、高速加压气体和射频发生器都被结合使用,以极大地分裂和放大通过复杂的“光束传输系统”发送光的离子”。如今,这些电源大多是数字电源,内部几乎没有移动或易损部件,并使用各种光纤电缆将放大的光束传输到切割头。虽然目前仍在制造原始风格的二氧化碳机器,但它们的设计正在逐步淘汰,因为光纤和固态设计变得更加精致,并且建造、维护和操作成本要低得多。
切割头:
切割头是激光束聚焦到最强烈的热点的最后一个点,并在此处提供所需的额外切割气体,以屏蔽强烈的热量并有助于汽化过程以及去除那个蒸发的材料。这些切割头可以是简单的手动调焦头,可在短范围材料中进行简单的切割和设置,也可以是通过 CNC 控制器控制的自动调焦头,从而实现更广泛的自动材料更换。保持这些磁头清洁和冷却对于激光而言至关重要,因为楦头产生的强烈热量很容易被任何灰尘颗粒偏转,从而导致快速热量积聚,从而快速损坏镜头和内部磁头组件。
运动系统:
就像等离子切割系统一样,激光机需要一个精确的运动系统来提供精度。这些运动控制系统通常不仅准确,而且速度非常快,可实现 3G 及更高的加速度系数以及超过 4,000 英寸/分钟的快速速度。
激光的缺点:
- 投资成本(240K 及以上)
- 有限的材料范围
- 切割头的清洁和冷却是重中之重
激光的优点:
- 精度(典型零件为 0.005 英寸,全行程为 0.025 英寸)
- 在选择材料和厚度方面的处理时间非常快
- 轻松自动化
- 卓越的边缘质量
- 除渣
等离子和激光之间的决定
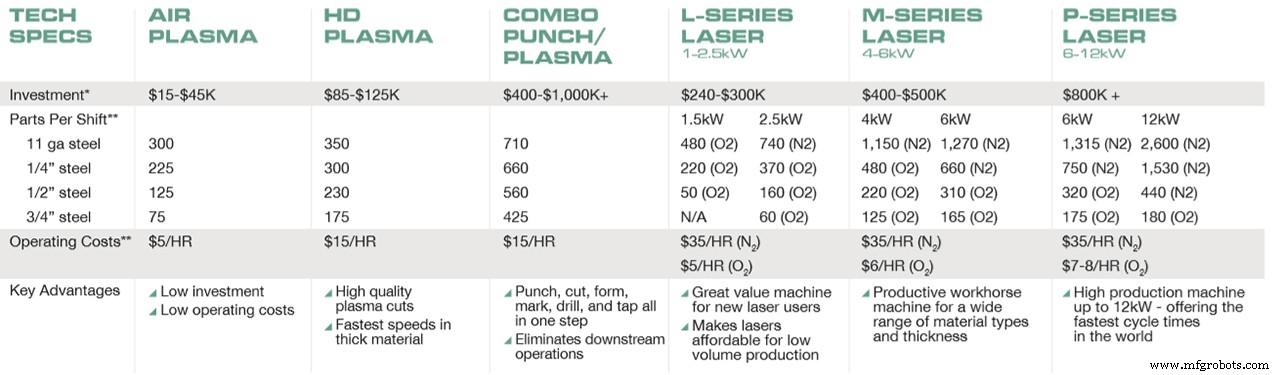
下面是我们的等离子和激光切割系统供应商 Piranha Fab 提供的精美图表。此图表详细说明了基本系统到高级系统的投资成本以及它们的预期吞吐量和投资成本。虽然图表不是规则,但它是一个很好的资源和指南,可帮助您为您的车间和应用在等离子或激光切割之间做出正确的决定。
在 Southern Fabricating Machinery Sales Inc,我们了解等离子和激光切割系统,可以帮助您决定和获得适合您需求的正确系统。无论您是想购买您的第一个还是第十个系统,我们都可以帮助确保您为您的零件、工艺、应用和预算获得最佳价值。立即查看我们可用的 LASER 和 PLASMA 系统,或立即致电 813-444-4555 或访问我们的网站 www.southernfabsales.com
工业设备