

五轴夹具乐趣

认识“雷霆穹顶”。在五轴机床上完成夹紧在这个定制夹具中的 27 个轮廓零件的加工总循环时间为 6 小时。 (图片来源:Powill 制造与工程)
有时您必须在我们有时过于严肃的精密零件加工世界中获得一些乐趣。
举个例子:“Thunderdome”。
Thunderdome 是 Powill Manufacturing and Engineering 创建的定制圆顶式夹具的名称,它是自 2011 年购买第一台五轴机器以来制造的众多夹具之一,以最好地利用机器的整体 B 和C轴转台。
不过,最初,亚利桑那州凤凰城的车间使用立管将夹在传统虎钳和三爪卡盘中的零件向上提起并远离机器直径近 20 英寸的 C 轴工作台表面,以提供主轴和刀具当它们以奇怪的角度定向时,可以更好地访问这些部分。然后,它开始使用专为五轴机床设计的商用工件夹持装置,该装置夹持在工件毛坯底部加工的小燕尾型材上。这些燕尾固定装置为重切削提供足够的夹持力,并在零件周围留有足够的间隙。商店今天仍在使用它们。
然而,在某些情况下,即使是这些设备也不是五轴机床最有效的工件夹持。
Powill 开始意识到内部设计和制造的定制夹具为某些工作提供的价值,主要是那些涉及紧凑特征、真实位置公差和/或大批量的工作。对于后者,该车间试图制造可以容纳多个零件的夹具,以最大限度地延长主轴正常运行时间以及无人值守的加工时间。其他定制夹具固定高度轮廓或无法使用传统工件固定装置有效固定的零件。该车间的领导层认为这些应用证明了开发这种一次性工件夹持设备所需的时间和成本是合理的。
Powill 为其五轴机床制造了多种定制夹具。本文重点介绍两个。第一个是 Thunderdome,它包含 27 个部件,专门用于一项复杂、大批量的工作。第二个是一个四柱夹具,一次固定四个零件。通用燕尾夹接口通过使其适用于不同的工作或零件系列,最大限度地提高了该夹具的投资回报。
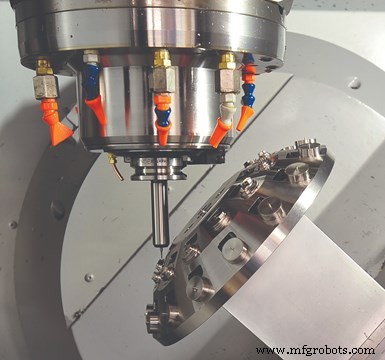
该夹具的圆顶形状使车间能够一次将所有 27 个零件固定在其上,并为切削刀具和机床主轴提供间隙。
进军五轴
Powill——主要服务于商业和军事航空航天工业——拥有数控机床,包括立式加工中心(VMC);卧式加工中心(HMC); 40英寸工作台立式车床(VTL);多任务车床;以及磨床、珩磨机和枪钻机。尽管它有一些重复合同,但其业务的很大一部分是车间类型的工作。
凯文沃尔夫是公司的总经理。 Wolfe 说,车间添加 DMG MORI 的五轴 NMV5000 的主要原因是通过使主轴在一次装夹中访问零件的五个侧面来减少设置。这通常称为 3+2 加工。该车间还被完整的五轴轮廓加工能力所吸引,尽管只有一部分穿过该机器的零件需要这种技术。
他说,吸引这家商店的另一个特点是 NMV5000 的 B 轴和 C 轴台中台设计的刚性。该机器提供+160至-180度的B轴旋转和360度的C轴旋转,最大工作台负载能力为661磅。它还具有比在两个位置支持 C 轴工作台的耳轴工作台更开放的设计,并且可以将零件倒置以访问靠近其底座的功能。在这种情况下,切屑会无害地脱落而不是被重新切削,这会缩短刀具寿命并损坏表面光洁度。以奇数角度定位零件的能力使得可以使用更短、更刚性的工具,这些工具也可以进行更激进的切割。
该机器配备了一个 Esprit Cam CAD/CAM 软件。尽管学习这种新软件需要时间,但零件程序仿真已被证明是有价值的。该软件预装了 NMV5000 机器及其所有主要移动部件的 CAD 模型。为了模拟作业的加工操作,CAD/CAM 程序员只需将夹具设备和工件的 CAD 模型添加到机器模型中即可。模拟操作可识别主轴、刀具、夹具或零件之间可能存在的干扰点,因此可以在机器上运行作业之前解决这些问题。
另一个有用的五轴编程功能是复合铣削五轴,它提供多种加工模式和刀具轴方向,以同时控制复杂零件的所有轴。 Wolfe 补充说,ProfitMilling 刀具路径对于圆柱底板的 Z 轴粗加工特别有用。该策略旨在通过优化刀具啮合角度和切屑负载来提高刀具寿命和周期时间。
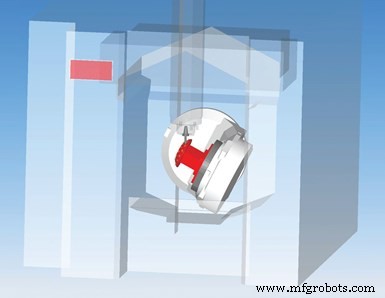
车间的五轴机床随附的 CAD/CAM 软件加载了该特定机床的 CAD 模型。然后,程序员可以轻松添加夹具和零件的 CAD 模型来执行零件程序仿真,以确保不会发生碰撞或与以奇怪角度定向的零件发生干扰。
到 Thunderdome
批量大小为 1,000 个由 Inconel 625 制成的复杂轮廓零件的作业导致该车间创建了可容纳 27 个工件的夹具。其实夹具是在NMV5000上加工的。
该商店最初试图将尽可能多的零件安装到一个矩形夹具上。这种类型的棱柱夹具概念的挑战是为所有五轴轮廓操作在每个零件周围提供足够的间隙。 (一旦完成,这部分就没有直边了。)不幸的是,这个初步的夹具设计最多只能容纳 10 个零件。
Wolfe 认为类似圆顶的夹具形状可能能够容纳更多零件。将它们排列在球形轮廓周围可能会提供足够的通道,同时可以一次夹住更多。由此产生的夹具是由车间手头的备用钢材制成的,并安装在矩形立管的顶部。有人开玩笑说这里看起来像《疯狂的麦克斯超越雷霆穹顶》电影中的雷霆穹顶竞技场,而且这个绰号被卡住了。
一个挑战是确定如何最好地固定该夹具中的坯料。毕竟,从更接近零件净形状的圆形毛坯开始是有意义的。为此,在每个坯料中加工平面,以使 Mitee Bite 的凸轮驱动夹具能够夹住它们。每个零件加工两个凹槽,一个用于夹紧装置,一个用于圆坯。
创建这样一个固定多个零件的夹具还有其他挑战。例如,零件必须间隔足够远,并以在每个零件周围提供足够间隙的方式定位。此外,必须在夹具将容纳的零件数量和整体夹具刚度之间取得平衡。去除过多材料以容纳大量零件会限制刚性以及这些零件的加工速度(多快)。
Thunderdome 设计用于将零件分成两排。抵消这几排口袋可以在下排安装更多的口袋(15 个零件,而上排有 12 个)。加工所有 27 个夹紧零件的总循环时间为 6 小时。之后,将零件安装在 VMC 上的定制虎钳中,该 VMC 加工底面并在通孔的背面埋头。

这个夹具有四个柱子,它们的顶部成 45 度角。当零件安装在立柱顶部的燕尾夹中时,这可以在零件周围提供足够的间距和间隙。
或者,该商店创建的一个四柱夹具具有一个带有四个钢柱的铝制底座,每个钢柱都有一个燕尾接口,使该夹具可用于各种不同的工作。这种多功能性有助于证明首先制作夹具的时间和成本是合理的。
然而,该夹具的第一个目的是帮助尽快开始一项特定工作:由 1215 钢坯加工而成的燃料块,批量订单数量超过 300 个零件。这种大批量是该车间考虑使用可以一次安装多个零件的定制夹具的主要原因。
夹具需要足够坚硬以处理粗铣工作,但仍要提供雕刻操作所需的间隙和向零件底部钻复合角孔。每个帖子的顶部

该车间为其五轴机床创建的这种定制夹具为刀具和主轴提供了接触零件的间隙。
以 45 度角加工,使工件彼此向外延伸,并提供必要的工具间隙,以接触每个零件的所有五个面。 CAD/CAM软件中的模拟能力和防撞功能派上用场,以确保足够的间隙。
工件毛坯首先在 VMC 上进行准备,该 VMC 在表面上加工燕尾形轮廓,需要最少的加工工作量(或根本不需要)。一旦将毛坯固定在夹具上,加工四个燃料块的循环时间(不去除燕尾轮廓并在第六个面上进行额外加工)为 2.5 小时。对于某些特征,机器的 B 轴工作台倾斜 135 度以到达靠近零件底部的特征。随后在 HMC 上铣削燕尾轮廓,该 HMC 还加工四个孔,这些孔与五轴机床上创建的端口相交。在车间的一个 HMC 上完成这部分需要三个单独的操作和至少一个定制夹具。 Powill 随后将该夹具用于各种其他零件。

在将此燃料块坯件安装到五轴机器上的四柱夹具中之前,燕尾特征和相关的销槽在 VMC 上进行加工。该车间表示,这种配置消除了零件移动,即使在重型粗加工操作中也是如此。销槽还将毛坯定位到燕尾夹具中的适当位置,以实现可重复性。这些特征在五轴机器上的工作完成后被铣掉(这里显示的是半加工)。
时光倒流
除了为新工作创建定制夹具外,Powill 还利用其工件夹持专业知识将以前在三轴设备上加工的工作转移到五轴机器上。该商店还编写了程序来运行灵活的四柱夹具上的其他部件。在五轴机床上整合多个设置以在一次装夹中生产零件不仅可以缩短生产时间,还可以提高零件精度。事实上,Powill 还使用其五轴机床为其三轴设备制造更精确的夹具,因为它可以在单个设置中更精确地加工关键夹具定位特征。
工业设备