

20 种常见铸件缺陷:原因、症状和行之有效的补救措施
金属铸造是一种基础制造工艺,将熔融金属倒入砂模或金属模具中形成零件。尽管它因其多功能性和成本效益而被广泛使用,但该工艺本质上容易出现一系列缺陷(称为铸造缺陷),这些缺陷可能会影响产品质量、增加废品率并增加生产成本。
什么是铸造缺陷?
在铸造过程中,熔融合金必须在压力下填充型腔,凝固,然后取出。这些阶段中的任何中断、污染或控制不当都可能产生缺陷,从而损害零件的机械性能和外观。
了解这些缺陷的根本原因使制造商能够在铸造之前、期间或之后实施有针对性的纠正措施,从而提高产量并减少返工。
20 个主要铸件缺陷 – 原因与补救措施
-
不匹配(移位)
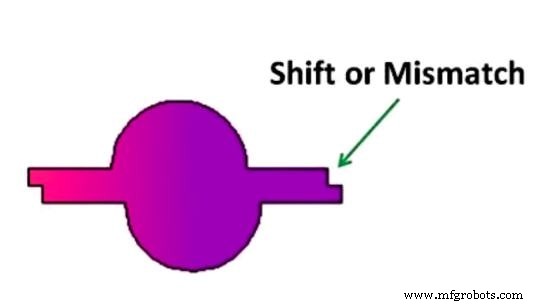
- 原因: 上模和下模未对准(上下半模)、箱销松动、定位销位置不正确或型芯位置错误。
- 补救措施: 验证匹配板对齐情况,使用正确的成型盒和闭合销,并在每次运行前检查烧瓶对齐情况。
-
膨胀
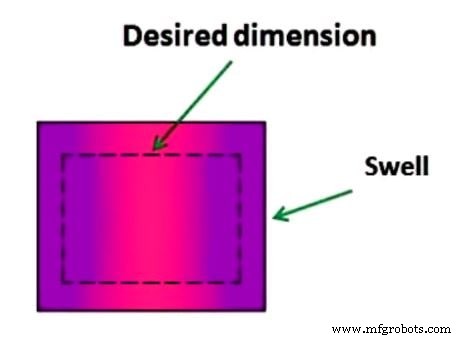
- 原因: 冲压压力过大、砂子强度低或模具壁薄弱,在金属压力下弯曲。
- 补救措施: 使用坚固、适当夯实的砂混合物并确保模具壁足够厚以抵抗变形。
-
针孔
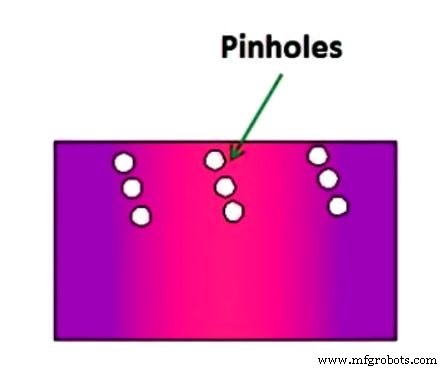
- 原因: 零件上表面的小气穴通风不良,导致滞留气体形成小穿孔。
- 补救措施: 采取足够的通风措施,使用高渗透性沙子,并通过目视或无损检测来检查零件是否有簇。
-
气孔
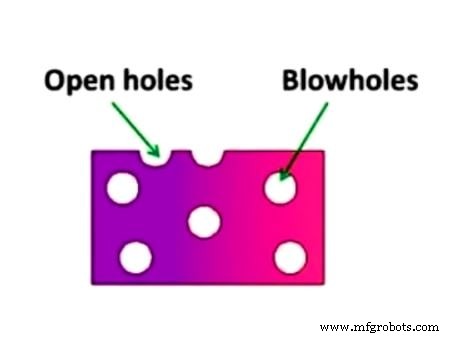
- 原因: 砂子潮湿或渗透率低、排气不充分、凝固过程中滞留气体。
- 补救措施: 保持受控的沙子湿度,使用高渗透性沙子,并安装适当的通风装置。通过 X 射线或超声波检查进行检测。
-
开孔(气孔率)
- 原因: 型或型芯排气不充分,型砂水分过多,透气性差。
- 补救措施: 加强排气,使用前干燥型芯,使用助熔剂,提高砂的渗透性。
-
切割和清洗
- 原因: 高速水流侵蚀沙子,沙子强度弱,部分区域金属过多。
- 补救措施: 优化浇口设计,强化型芯和型砂,并在饰面上添加粘结剂。
-
融合(玻璃壳)
- 原因: 砂子缺乏耐火度、熔融金属过热以及颗粒混合。
- 补救措施: 使用耐火砂混合物,降低浇注温度,并确保金属中没有砂粒。
-
掉落
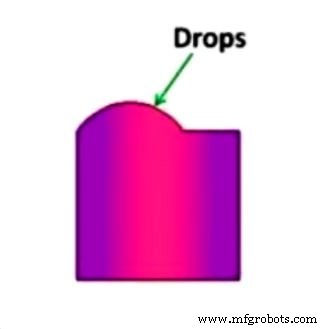
- 原因: 砂质弱,助熔性差,捣打软。
- 补救措施: 使用高强度砂,适当硬捣,并用助熔剂清洁熔融金属。
-
金属渗透
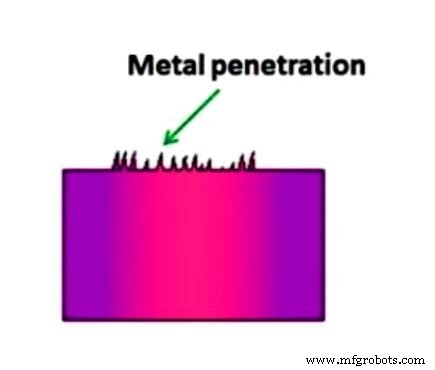
- 原因: 粗粒砂,渗透性高,捣打软,免洗型。
- 补救措施: 采用细粒、低渗透性砂、硬捣打,并使用模具清洗屏障。
-
缩孔
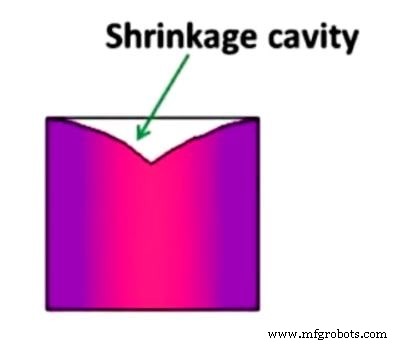
- 原因: 凝固不受控制,浇注温度高。
- 补救措施: 采用定向凝固、使用冷铁并保持适当的浇注温度。
-
耗尽
- 原因: 模具有缺陷、砂箱不正确或模具设计不良。
- 补救措施: 更换有缺陷的模具,改进烧瓶设计,并确保精确浇注。
-
夹渣

- 原因: 熔体中存在渣粒、浇口不正确以及凝固过程中形成金属间化合物。
- 补救措施: 定期清洁模具,设计有效的浇注系统,并使用干净、完全溶解的合金。
-
热点或难点
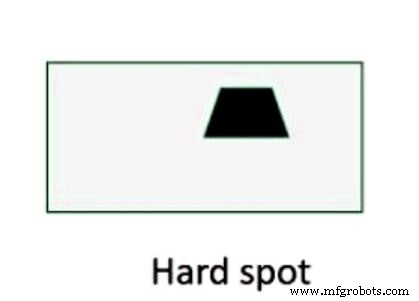
- 原因: 快速局部冷却和差异热梯度。
- 补救措施: 实施均匀冷却,调整合金成分,并采用受控热处理。
-
热撕裂或裂纹
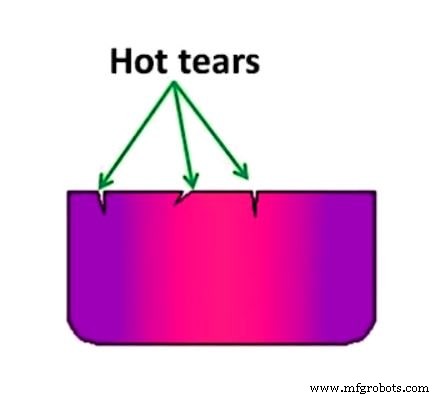
- 原因: 热收缩、残余拉应力和浇口放置不当。
- 补救措施: 使用标准化的凝固实践,确保浇口位置最佳,并保持均匀的厚度。
-
冷关
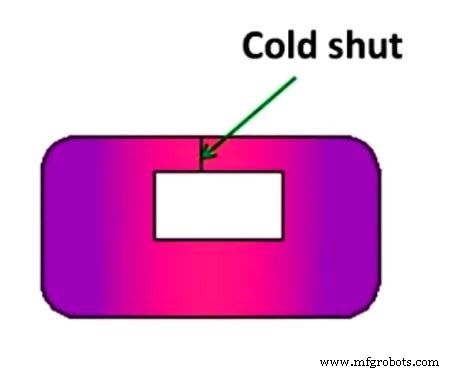
- 原因: 低温金属流相遇时不熔化、浇口不良且熔体流动性低。
- 补救措施: 优化浇口,提高熔体温度,提高砂的渗透性。
-
污垢
- 原因: 维护不当、冲砂、熔体中有渣粒。
- 补救措施: 保持设备清洁,使用适当的助焊剂,并确保无尘的工作环境。
-
运行错误
- 原因: 熔体流动性低,模具/浇口设计不足。
- 补救措施: 提高熔体流动性,重新设计模具和浇口,并保持适当的浇注温度。
-
蜂窝状或海绵状
- 原因: 冻结的杂质、撇渣不充分以及熔体中的块状物。
- 补救措施: 彻底撇渣,过滤杂质,确保钢包作业清洁。
-
鳍和烧伤(闪光)
- 原因: 模具/型芯装配不正确、模具重量不足、锁模不良。
- 补救措施: 确保装配准确、施加足够的重量并夹紧牢固。
-
翘曲
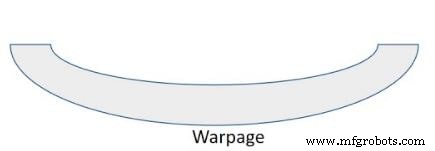
- 原因: 不同的凝固速率会产生内应力。
- 补救措施: 使用热处理来消除残余应力并设计铸件以尽量减少大的平坦部分。
其他资源
探索有关铸造和相关制造主题的更多信息:
下载 PDF
结束语
通过系统地识别和解决上述 20 种铸造缺陷,制造商可以显着提高产品质量、减少浪费并实现更高的运营效率。如果您有疑问或想分享您的经验,请在下面发表评论。
订阅我们的时事通讯,免费 PDF 会直接发送到您的收件箱。
工业设备