

注塑成型
分享这篇文章
在本指南中,您将找到有关注塑成型所需的所有信息。掌握技术的基本原理并快速学习可行的设计技巧,这将节省您的时间并降低成本。
第 1 部分
注塑成型基础知识
什么是注塑成型?它是如何工作的以及它的用途是什么?在本节中,我们将回答这些问题并向您展示注塑零件的常见示例,以帮助您熟悉该技术的基本原理和应用。
什么是注塑成型?
注塑成型是一种批量生产具有良好公差的相同塑料零件的制造技术。在注射成型中,聚合物颗粒被熔化,然后在压力下注射到模具中,液体塑料在模具中冷却并固化。注塑成型中使用的材料是热塑性聚合物,可以着色或填充其他添加剂。
您周围的几乎所有塑料零件都是通过注塑成型制造的:从汽车零件到电子外壳,再到厨房用具。
注塑成型被广泛使用,因为它在大批量生产时每个零件的成本非常低,并且具有出色的可重复性和强大的设计灵活性。注塑成型的主要限制通常是经济方面的,因为该过程需要对模具进行大量的前期投资。传统上,从设计到生产的周转时间可能需要几周的时间,尽管现代数字制造工作流程现在在某些情况下可以在短短一周内生产成型零件。
定制注塑成型的工作原理
注塑机由三个主要部分组成:注射装置、模具(整个过程的核心)和锁模/顶出装置。
在本节中,我们将研究每个系统的用途以及它们的基本操作机制如何影响注塑成型过程的最终结果。
注射成型的优点和缺点
注塑成型是一项历史悠久的成熟制造技术,但随着新的技术进步,它不断得到完善和改进。
以下是注塑成型的主要优点和缺点的概述,可帮助您了解它是否是适合您的应用的解决方案。
注塑成型的优点
塑料的大批量生产
注塑成型是制造大批量相同塑料零件最具成本竞争力的技术。一旦创建了模具并设置了机器,就可以非常快速且成本非常低地制造附加零件。
注塑成型的建议最小生产量为 500 件。此时,规模经济因素和相对较高的模具初始成本对单价的影响不太明显。
材料范围广泛
几乎所有热塑性材料(以及一些热固性材料和有机硅)都可以注塑成型。这允许使用非常广泛的具有不同物理特性的可用材料进行设计。
通过注塑成型生产的零件具有非常好的物理性能。可以使用玻璃纤维等添加剂或混合 PC/ABS 等颗粒来定制性能,以实现特定的强度、刚度或抗冲击性。
非常高的生产力
典型的注塑周期持续 15 至 60 秒。这取决于零件的尺寸和模具的复杂程度。相比之下,CNC 加工或 3D 打印可能需要几分钟到几小时才能生产出相同的几何形状。此外,单个模具可以容纳多个零件,进一步提高了该制造工艺的生产能力。这意味着每小时可以生产数百(甚至数千)个相同的零件。
出色的重复性和公差
注塑工艺具有高度可重复性,生产的部件基本相同。当然,随着时间的推移,模具会出现一些磨损,但典型的试运行铝模具将持续 5,000 至 10,000 次循环,而工具钢制成的大规模生产模具可承受 100,000 次以上的循环。
这种精度水平足以满足大多数应用,可与 CNC 加工和 3D 打印相媲美。更严格的公差是可能的,但取决于材料收缩率。例如,聚丙烯 (PP) 的收缩程度比聚碳酸酯 (PC) 更大,因此更难保持紧密的尺寸。
出色的视觉外观
注塑成型的一个关键优势是它可以生产几乎不需要额外精加工的成品。模具的表面可以被抛光到非常高的程度,以创建镜面状的零件,或者可以对其进行喷砂以创建有纹理的表面。 SPI 标准规定了可以达到的精加工水平。
获取表面处理/材料兼容性建议 →
注射成型的局限性
工具的启动成本
注塑成型的主要经济考虑因素之一是前期模具成本,因为必须为每个零件几何形状制造定制模具。这些模具成本主要与模具设计和生产相关,对于较简单的模具,通常约为 250 至 1,000 美元,但更复杂的模具成本可能要高得多。由于模具成本分布在生产的零件总数中,因此注塑成型在中等到高产量时变得越来越具有成本效益。
设计变更成本高昂
模具制造出来后,修改成本非常高。设计变更通常需要从头开始创建新模具。因此,正确设计注塑成型零件非常重要。
在第 2 部分中,我们列出了注塑成型设计时需要牢记的最重要的设计注意事项。在第 5 部分中,我们还将了解如何通过创建零件的物理原型来降低风险。
与其他技术相比,交货时间更长
注塑成型的典型周转时间为 6 至 10 周。制造模具需要 4-6 周,加上生产和运输还需要 2 至 4 周。
如果需要更改设计(常见情况),周转时间就会相应增加。
另一方面,使用桌面 3D 打印机制造的零件可以在一夜之间交货,而工业 3D 打印系统的交货时间通常为三到五天。 CNC 加工零件通常在 10 天内交付,最快可达 5 天。
注塑设计
有几个因素可能会影响最终产品的质量和过程的可重复性。为了充分发挥该过程的优势,设计人员必须遵循某些设计准则。
在本节中,我们概述了注塑成型的常见缺陷以及设计零件时应遵循的基本和高级指南,以及如何将成本降至最低的建议。
常见注塑缺陷
注塑成型中的大多数缺陷与熔化材料的流动或凝固过程中的冷却速率不均匀有关。
以下是设计注塑零件时需要记住的缺陷列表。在下一节中,我们将向您展示如何通过遵循良好的设计实践来避免这些问题。
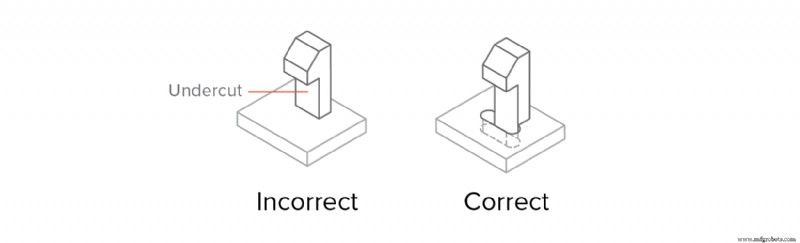
处理底切
最简单的模具(直拉模具)由两半组成。不过,带有底切的特征(例如螺纹的齿或卡扣接头的钩)可能无法使用直拉模具制造。这要么是因为模具无法进行 CNC 加工,要么是因为材料阻碍了零件的弹出。
注塑中的底切是无法用简单的两部分模具制造的零件特征,因为在模具打开或顶出过程中材料会妨碍。
常见设计特征
了解如何利用这些实用指南来设计注塑零件中最常见的功能。使用它们来改进设计的功能,同时仍然遵守基本的设计规则。
第 2 部分
有几个因素可能会影响质量 最终产品和可重复性 的过程。为了充分发挥该过程的优势,设计者必须遵循一定的设计准则。
在本节中,我们概述了注塑成型的常见缺陷以及基本和高级指南 设计零件时要遵循的要求,包括将成本降至最低的建议。
常见注塑缺陷
注塑成型中的大多数缺陷与熔化材料的流动或凝固过程中冷却速率不均匀有关。
以下是设计注塑零件时需要记住的缺陷列表。在下一节中,我们将了解如何通过遵循良好的设计实践来避免这些问题。
变形
当某些部分比其他部分冷却(并因此收缩)得更快时,该零件可能会因内应力而永久弯曲。
壁厚不恒定的零件最容易发生翘曲。
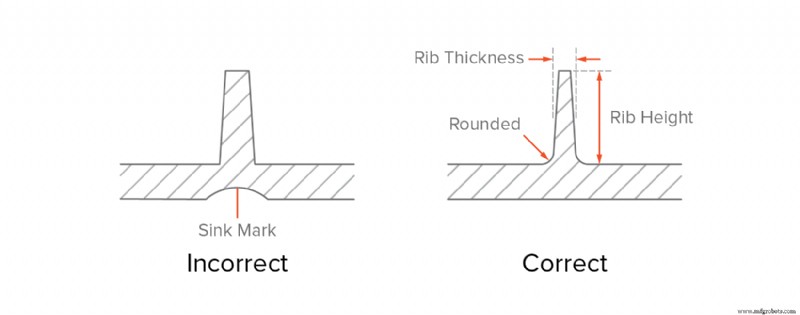
缩痕
当零件内部在其表面之前凝固时,原本平坦的表面上可能会出现一个小凹槽,称为缩痕。
壁厚或筋设计不良的零件最容易下沉。
拖动标记
当塑料收缩时,它会对模具施加压力。顶出过程中,零件壁会滑动并刮擦模具,从而导致拖痕。
具有垂直壁(且无拔模角)的零件最容易出现拖痕。
编织线
当两股水流相遇时,可能会出现细小的毛发状变色。这些熔接线会影响零件的美观,但通常也会降低零件的强度。
几何形状突变或有孔的零件更容易出现熔合线。
短镜头
模具中的滞留空气会抑制注射过程中材料的流动,从而导致零件不完整。良好的设计可以提高熔融塑料的流动性。
壁很薄或筋设计不良的零件更容易出现短射。
处理底切
最简单的模具(直拉模具)由两半组成。不过,带有底切的特征(例如螺纹的齿或卡扣接头的钩)可能无法使用直拉模具制造。这要么是因为模具无法进行 CNC 加工,要么是因为材料阻碍了零件的顶出。
注塑成型中的底切是无法使用简单的两部分模具制造的零件特征,因为在模具打开或顶出过程中材料会妨碍。
螺纹的齿或卡扣接头的钩子都是底切的例子。
这里有一些可以帮助您处理底切的想法:
使用关闭装置避免底切
完全避免底切可能是最佳选择 。底切总是会增加模具的成本、复杂性和维护要求。巧妙的重新设计通常可以消除底切。
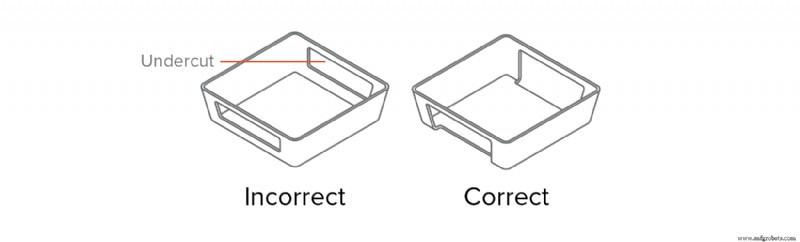
关闭是处理零件内部区域(用于卡扣配合)或零件侧面(用于孔或手柄)的底切的有用技巧。
以下是一些如何重新设计注塑零件以避免底切的示例:本质上,去除底切下方区域的材料,从而完全消除该问题。
移动分型线
处理倒扣最简单的方法是移动模具的分型线与其相交。
该解决方案适用于许多外表面具有底切的设计。不要忘记相应地调整拔模角度。
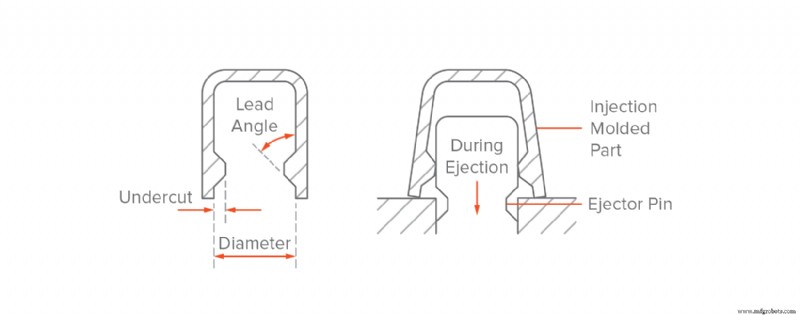
使用脱模底切(凹凸)
当特征足够灵活在顶出过程中在模具上变形时,可以使用脱模底切(也称为凹凸) 。脱模底切用于制造瓶盖中的螺纹。
倒扣只能在以下条件下使用:
- 脱模底切必须远离加劲特征 ,例如角和肋。
- 底切必须有导程角 30 度到 45 度。
- 注塑件必须有空间 并且必须灵活 足以膨胀和变形。
建议避免纤维增强塑料制成的零件出现剥离底切。通常,柔性塑料 PP、HDPE 或尼龙 (PA) 等材料可承受高达其直径 5% 的倒扣。
 *带有剥离底切的示例零件。零件在从模具中推出时会变形。*
*带有剥离底切的示例零件。零件在从模具中推出时会变形。* 滑动副动作和核心
当无法重新设计注塑零件以避免底切时,可使用滑动侧作用和型芯。
侧作用核心是插入 当模具关闭时滑入并在模具打开前滑出。请记住,这些机制会增加成本和复杂性 到模具中。
设计辅助操作时请遵循以下准则:
- 需要有空间供核心移入和移出 。这意味着该特征必须位于零件的另一侧。
- 侧面动作必须垂直移动 。以 90° 以外的角度移动会更加复杂,会增加成本和交货时间。
- 不要忘记添加拔模角度 像往常一样按照您的设计,考虑侧面动作核心的运动。
常见设计特征
了解如何利用这些实用指南来设计注塑零件中最常见的功能。使用它们来改进设计的功能,同时仍然遵守基本设计规则。
螺纹紧固件(凸台和嵌件)
有 3 种方法可以向注塑零件添加紧固件:直接在零件上设计螺纹、添加可连接螺钉的凸台或包含螺纹嵌件。
直接在零件上建模螺纹 是可能的,但不推荐,因为螺纹的齿本质上是底切,大大增加了模具的复杂性和成本(我们将在后面的部分中更多地讨论底切)。带螺纹的注塑零件的一个示例是瓶盖。
老板
凸台在注塑成型零件中非常常见,用作连接或组装点 。它们由圆柱形突出物组成,带有设计用于容纳螺钉、螺纹嵌件或其他类型的紧固和组装硬件的孔。将老板视为一根自行闭合的肋骨 围成一圈。
凸台用作连接点或紧固点(与自攻螺钉或螺纹嵌件结合使用)。
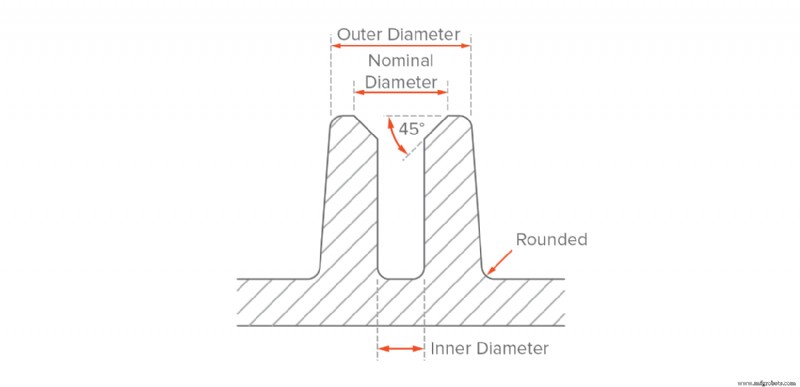 *推荐的boss设计*
*推荐的boss设计* 当凸台用作__紧固点__时,凸台的外径应为螺钉或嵌件标称直径的2倍,其内径应等于螺钉芯部的直径。即使组装不需要全部深度,凸台的孔也应延伸至底壁水平,以在整个特征中保持__均匀的壁厚__。添加倒角以便于插入螺钉或嵌件。
__为了获得最佳结果:__
避免设计融入主墙的凸台
用肋支撑凸台或将它们连接到主墙上
对于带刀片的凸台,使用的外径等于 2× 刀片公称尺寸
线程
金属螺纹嵌件 可添加到塑料注塑零件中,为机器螺钉等紧固件提供耐用的螺纹孔。使用嵌件的优点是它们允许多次组装和拆卸循环 .
嵌件通过热、超声波或模内插入安装在注塑成型零件中。要设计将容纳螺纹嵌件的凸台,请使用与上述类似的指南,使用嵌件的直径作为引导尺寸。
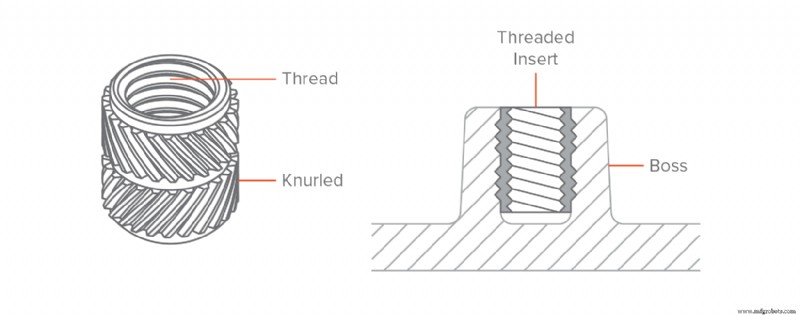 *放置在凸台中的螺纹嵌件*
*放置在凸台中的螺纹嵌件* __为了获得最佳结果:__
避免直接在注塑零件上添加螺纹
设计凸台的外径等于螺钉或嵌件标称直径的 2 倍
在螺纹边缘添加 0.8 毫米的浮雕
使用螺距大于 0.8 毫米的螺纹(每英寸 32 个螺纹)
使用梯形或偏梯形螺纹
处理所产生的底切的最佳方法:
使用螺距大于 0.8 毫米的螺纹(每英寸 32 个螺纹)
对于外螺纹,将它们沿着分型线放置
排骨
当推荐的最大壁厚仍不足以满足零件的功能要求时,可以使用加强筋来提高其刚度。
设计加强筋时:
● 使用厚度等于0.5×主壁厚
● 定义小于3×筋厚度的高度
● 使用半径大于 1/4 × 筋厚度的基础圆角
● 添加至少 0.25° - 0.5° 的拔模角
● 添加分钟。肋与壁之间的距离为4×肋厚度
卡扣接头
卡扣接头是一种非常简单、经济且快速的方式无需紧固件或工具即可连接两个零件 。卡扣接头存在多种设计可能性。
根据经验,偏转 卡扣接头的性能主要取决于其长度和许用力 可以应用于其宽度(因为其厚度或多或少由零件的壁厚决定)。此外,卡扣接头是底切的另一个例子。
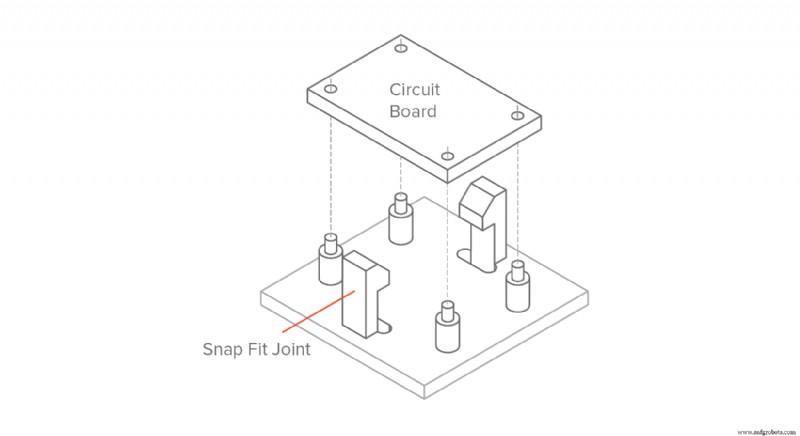 *带有卡扣接头的装配示例*
*带有卡扣接头的装配示例* 在上面的示例中,显示了最常见的卡扣接头设计(称为__悬臂卡扣接头__)。与加强筋一样,为卡扣接头添加拔模角度并使用 0.5 倍壁厚的最小厚度。
设计卡扣接头的具体准则是一个大主题,超出了本文的范围。更详细的信息请参考 MIT 的这篇文章。
为了获得最佳结果:
向卡扣接头的垂直壁添加拔模角
设计卡扣,厚度大于0.5倍壁厚
调整其宽度和长度以控制其挠度和许用力
活动铰链
活动铰链是连接 2 段的薄塑料部分 零件并允许其弯曲和弯曲 。通常,这些铰链被结合在批量生产的容器中,例如塑料瓶。设计精良的活动铰链可以持续运行一百万次而不会出现故障。
材料 用于注射成型的活动铰链必须是灵活的。聚丙烯 (PP) 和聚乙烯 (PE) 是消费品应用的不错选择,尼龙 (PA) 是工程用途的不错选择。
一个精心设计的铰链如下图所示。 建议的最小厚度 铰链的厚度范围在 0.20 至 0.35 毫米之间,厚度越高,部件越耐用,但刚性也越高。
{{img}}
*活动铰链示例(左)和 PP 或 PE 的推荐设计尺寸(右)*
在进行全面生产之前,原型 使用 CNC 加工或 3D 打印为您的活动铰链确定最适合您的应用的几何形状和刚度。添加大量鱼片 和设计肩部 以均匀的壁厚作为零件的主体,以改善模具中的材料流动并最大限度地减少应力。分割长度超过 150 毫米的铰链 分成两个(或更多)以延长使用寿命。
有关详细指南,请参阅麻省理工学院指南。
为了获得最佳结果 :
-
设计厚度在0.20至0.35毫米之间的铰链
-
为带有活动铰链的零件选择柔性材料(PP、PE 或 PA)
-
使用厚度等于主墙厚度的肩部
-
添加尽可能大的圆角
压碎肋骨
挤压肋是小的突出特征,变形以产生摩擦 当不同的组件被推在一起时,确保它们的位置。
挤压肋可以是制造用于紧配合的高公差孔的经济替代方案 。它们通常用于容纳轴承或轴 以及其他压接应用。
下图显示了带有挤压肋的零件示例。建议使用三个挤压肋以确保良好对齐。建议每个肋的高度/半径为 2 毫米 。添加0.25 毫米的最小干涉 位于挤压肋和装配部件之间。由于与模具的表面接触较小,挤压筋可以设计成无拔模角。
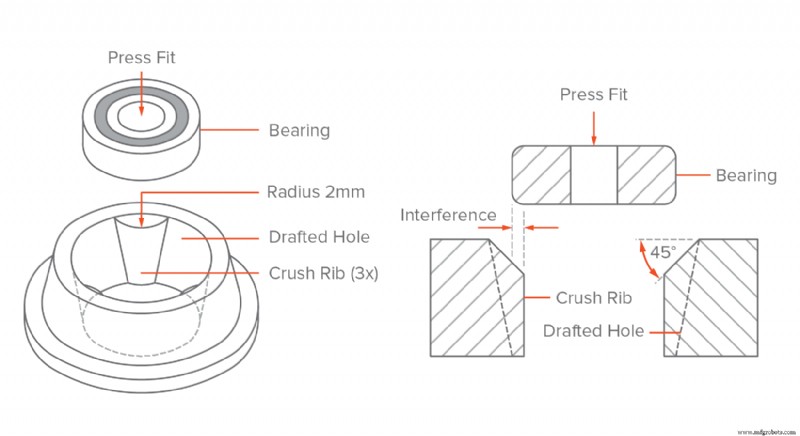 *挤压肋示例(左)和建议设计尺寸(右)*
*挤压肋示例(左)和建议设计尺寸(右)* __为了获得最佳结果:__
挤压筋与部件之间添加最小0.25毫米的过盈
不要在挤压肋的垂直壁上添加拔模斜度
字母和符号
文本是一种非常常见的功能,可用于徽标、标签、警告、图表和说明,从而节省粘贴或绘制标签的费用。
添加文本时,选择浮雕文本 超过雕刻文字,因为在模具上进行 CNC 加工更容易,因此更经济。
另外将文本升高 0.5 毫米 位于零件表面上方将确保字母易于阅读。我们建议选择粗体、圆角字体样式 线条粗细均匀,大小为20点或更大。一些字体示例包括:Century Gothic Bold、Arial 和 Verdana。
使用浮雕文字(0.5 毫米高)代替雕刻文字
使用粗细均匀的字体,最小字号为20号
将文本垂直于分型线对齐
使用大于 0.5 毫米的高度(或深度)
公差
注塑成型通常生产公差为 ± 0.250 毫米(0.010 英寸)的零件。
在某些情况下,更严格的公差是可行的(低至 ± 0.125 毫米 - 甚至 ± 0.025 毫米),但它们会大大增加成本。
对于小批量生产(<10,000 件),请考虑使用二次操作(例如钻孔)来提高精度。这确保了零件与其他组件或插入件的正确干涉(例如,使用压配合时)。
注塑设计规则
注塑成型的最大好处之一是可以轻松地复杂的几何形状 可以形成,允许单个部件服务于多种功能。
一旦模具制造出来,这些复杂的零件就可以以非常低的成本复制。但在开发的后期阶段更改模具设计可能会非常昂贵,因此第一次即可获得最佳结果 是必不可少的。请遵循以下指南以避免注塑成型中最常见的缺陷。
使用恒定的壁厚
使用均匀的壁厚 整个零件(如果可能)并避免厚的部分 。这是至关重要的,因为当熔化的材料冷却时,不均匀的壁可能会导致变形或部件变形。
如果不同厚度的部分 是必需的,使过渡尽可能顺利 使用倒角或圆角。这样材料在型腔内的流动会更加均匀,确保整个模具被完全充满。
为了获得最佳结果:
使用推荐值内的均匀壁厚
当需要不同的厚度时,使用长度为厚度差 3 倍的倒角或圆角平滑过渡
将厚的部分挖空
厚截面会导致各种缺陷,包括翘曲和下沉。通过使其成为空心,将设计的任何部分的最大厚度限制为建议值 是必不可少的。
为了提高空心型材的强度,使用加强筋 设计具有相同强度和刚度但壁厚减小的结构。精心设计的具有空心截面的零件如下所示:
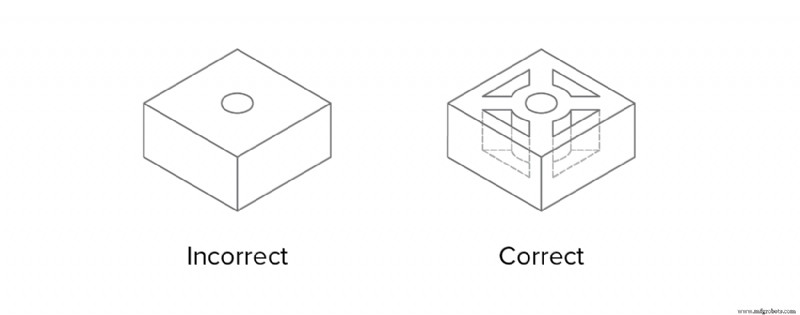 *中空厚截面并添加筋以提高刚度*
*中空厚截面并添加筋以提高刚度* 肋还可用于提高__水平截面__的刚度,而不增加其厚度。但请记住,壁厚限制仍然适用。超过建议的肋材厚度(见下文)可能会导致缩痕。
 *壁厚限制仍然适用于加强筋*
*壁厚限制仍然适用于加强筋* 为了获得最佳结果:
将厚截面镂空并使用加强筋,提高零件的强度和刚度
设计肋材最大。厚度等于0.5x壁厚
设计肋材最大。高度等于3x壁厚
添加平滑过渡
推荐: 3×壁厚差
有时无法避免具有不同壁厚的部分。在这些情况下,请使用倒角或圆角以使过渡尽可能平滑。
同样,垂直特征(如肋、凸台、卡扣配合)的底部也必须始终是圆形的。
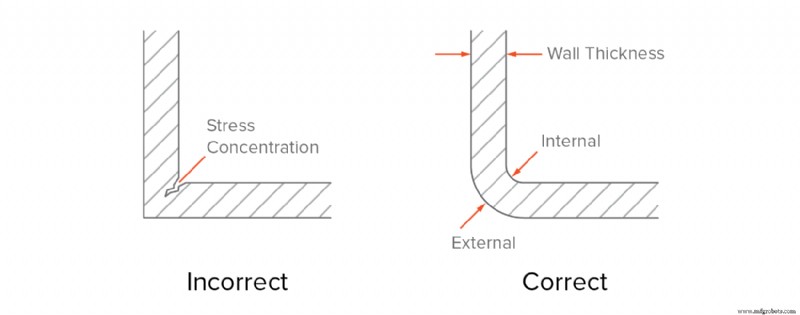
圆化所有边缘
均匀的壁厚 限制也适用于边缘和角落:过渡必须尽可能平滑,以确保良好的材料流动。
对于内边缘 ,使用至少 0.5 x 壁厚 的半径 。对于外边缘 ,添加一个等于内半径加上壁厚的半径 。这样您就可以确保墙壁的厚度在任何地方都是恒定的(甚至在拐角处)。
除此之外,尖角会导致应力集中,从而导致部件变弱。
 *向所有边缘添加宽半径以保持均匀的壁厚并避免缺陷*
*向所有边缘添加宽半径以保持均匀的壁厚并避免缺陷* 为了获得最佳结果:
在内角处添加等于 0.5 倍壁厚的圆角
在外角处添加等于 1.5 倍壁厚的圆角
添加拔模角度
为了使零件更容易从模具中顶出,必须在所有垂直壁上添加拔模角。由于脱模过程中与模具的高摩擦,没有拔模角的壁表面会出现拖痕。
建议最小拔模角为 2°。较高的特征应使用较大的拔模角(最大 5o°)。
在本文中详细了解拔模角度的重要性→
一个好的经验法则是每 25 毫米增加 1 度拔模角 。例如,为高度为 75 毫米的特征添加 3o 度的拔模角。如果零件具有纹理表面光洁度,则应使用较大的拔模角 。根据经验,在上述计算结果的基础上再加 1o 到 2o 度数。
请记住,拔模角度对于加强筋也是必要的。但请注意,添加角度会减少肋顶部的厚度,因此请确保您的设计符合建议的最小壁厚。
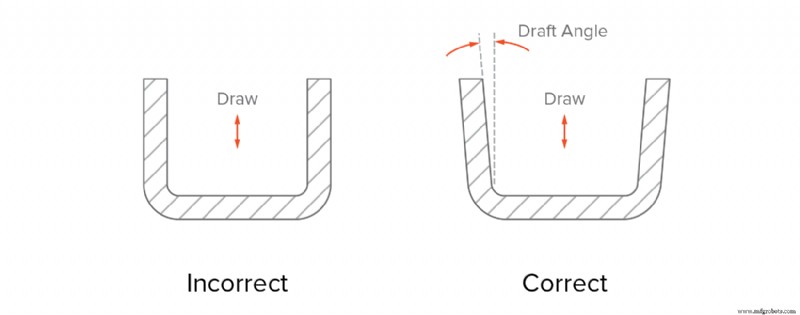 *为所有垂直墙壁添加拔模角度(最小 2o)*
*为所有垂直墙壁添加拔模角度(最小 2o)* __为了获得最佳结果:__
为所有垂直墙添加 2o 度的最小拔模角
对于高度超过 50 毫米的特征,每 25 毫米将拔模角增加 1 度
对于具有纹理表面光洁度的零件,将拔模角增加 1-2° 额外度
第 3 部分
注塑材料
注塑成型与多种塑料兼容。在本节中,您将详细了解最流行材料的主要特征。我们还将讨论可应用于注塑零件的标准表面光洁度。
用于注塑成型的材料
所有热塑性塑料都可以注塑成型。一些热固性材料和液体有机硅也与注塑工艺兼容。
它们还可以用纤维、橡胶颗粒、矿物质或阻燃剂增强,以改变其物理性能。例如,玻璃纤维可以以 10%、15% 或 30% 的比例与颗粒混合,从而产生具有更高刚度的零件。
聚丙烯 (PP)
最常见的注塑塑料。优异的耐化学性。提供食品安全等级。不适合机械应用。
ABS
普通热塑性塑料,具有高抗冲击性、低成本和低密度。易受溶剂影响。
聚乙烯 (PE)
轻质热塑性塑料具有良好的冲击强度和耐候性。适合户外应用。
聚苯乙烯 (PS)
成本最低的注塑塑料。提供食品安全等级。不适合机械应用。
聚氨酯 (PU)
具有高冲击强度和良好机械性能和硬度的热塑性塑料。适用于厚壁零件的成型。
尼龙 (PA 6)
工程热塑性塑料具有优异的机械性能和高耐化学性和耐磨性。容易受潮。
聚碳酸酯 (PC)
具有最高冲击强度的塑料。高耐热性、耐候性和韧性。可以是彩色的或透明的。
PC/ABS
Blend of two thermoplastics resulting in high impact strength, excellent thermal stability, and high stiffness. Vulnerable to solvents.
POM (Acetal/Delrin)
Engineering thermoplastic with high strength, stiffness &moisture resistance and self-lubricating properties. Relatively prone to warping.
PEEK
High-performance engineering thermoplastic with excellent strength and thermal &chemical resistance. Used to replace metal parts.
Silicone rubber
Thermoset with excellent heat &chemical resistance and customizable shore hardness. Food-safe and medical grade available.
An additive that is commonly used to improve the stiffness of the injection molded parts is fiberglass. The glass fibers can be mixed with the pellets at ratios of 10%, 15% or 30%, resulting in different mechanical properties.
Colorant can be added to the mixture (at a ratio of about 3%) to create a great variety of colored parts. Standard colors include red, green, yellow, blue, black and white and they can be mixed to create different shades.
Surface finishes and SPI standards
Surface finishes can be used to give an injection molded part a certain look or feel. Besides cosmetic purposes surface finishes can also serve technical needs 。 For example, the average surface roughness (Ra) can dramatically influence the lifetime of sliding parts such as plain bearings.
Injection molded parts are not usually post-processed, but the mold itself can be finished to various degrees.
Keep in mind that rough surfaces increase the friction between the part and the mold during ejection, therefore a larger draft angle is required.
The Society of Plastics Industry (SPI) explains several standard finishing procedures that result in different part surface finishes.
A-2
A-3 Suitable for parts that require the smoothest surface finish for cosmetic or functional purposes (Ra less than 0.10 μm). The A-1 finish is suitable for parts with mirror-like finish and lenses. Semi-gloss finish The mold is smoothed with fine grit sandpaper, resulting in a fine surface finish. B-1
B-2
B-3 Suitable for parts that require a good visual appearance , but not a high glossy look. Matte finish The mold is smoothed using fine stone powder, removing all machining marks. C-1
C-2
C-3 Suitable for parts with low visual appearance requirements , but machining marks are not acceptable. Textured finish The mold is first smoothed with fine stone powder and then sandblasted, resulting in a textured surface. D-1
D-2
D-3 Suitable for parts that require a satin or dull textured surface finish. As-machined finish The mold is finished to the machinist's discretion. Tool marks will be visible. - Suitable for non-cosmetic parts , such industrial or hidden components.
When selecting a glossy surface finish, remember these useful tips:
- A high glossy mold finish is not equivalent to a high glossy finished product. It is significantly subject to other factors such as plastic resin used, molding condition and mold design. For example, ABS will produce parts with a higher glossy surface finish than PP. To find the recommended material and surface finish combination visit the appendix.
- Finer surface finishes require a higher grade material for the mold. To achieve a very fine polish, tool steels with the highest hardness are required. This has an impact on the overall cost (material cost, machining time and post-processing time).
Part 4
Cost reduction tips
Learn more about the main cost drivers in injection molding and actionable design tips that will help you reduce the costs of your project.
Cost drivers in injection molding
The biggest costs in injection molding are:
- Tooling costs determined by the total cost of designing and machining the mold
- Material costs determined by the volume of the material used and its price per kilogram
- Production costs determined by the total time the Injection molding machine is used
Tooling costs are constant (starting at $3,000 and up to $5,000). This cost is independent of the total number of manufactured parts, while the material and production costs are dependent on the production volume.
For smaller productions (1,000 to 10,000 units), the cost of tooling has the greatest impact on the overall cost (approximately 50-70%). So, it’s worthwhile altering your design accordingly to simplify the process of manufacturing of the mold (and its cost).
For larger volumes to full-scale production (10,000 to 100,000+ units), the contribution of the tooling costs to the overall cost is overshadowed by the material and production costs. So, your main design efforts should focus on minimizing both the volume part and the time of the molding cycle.
Here we collected some tips to help you minimize the cost of your Injection molded project.
Tip #1:Stick to the straight-pull mold
Side-action cores and the other in-mold mechanisms can increase the cost of tooling by 15% to 30%. This translates to a minimum additional cost for tooling of approximately $1,000 to $1,500.
In a previous section, we examined ways to deal with undercuts. To keep your production on-budget, avoid using side-action cores and other mechanisms unless absolutely necessary.
Tip #2:Redesign the injection molded part to avoid undercuts
Undercuts always add cost and complexity, as well as maintenance to the mold. A clever redesign can often eliminate undercuts.
Tip #3:Make the injection molded part smaller
Smaller parts can be molded faster resulting in a higher production output, making the cost per part lower. Smaller parts also result in lower material costs and reduce the price of the mold.
Tip #4:Fit multiple parts in one mold
As we saw in a previous section, fitting multiple parts in the same mold is common practice. Usually, 6 to 8 small identical parts can fit in the same mold, essentially reducing the total production time by about 80%.
Parts with different geometries can also fit in the same mold (remember, the model airplane example). This is a great solution for reducing the overall cost of assembly.
Here’s an advanced technique:
In some cases, the main body of 2 parts of an assembly is the same. With some creative design, you can create interlocks points or hinges at symmetrical locations, essentially mirroring the part. This way the same mold can be used to manufacture both halves, cutting the tooling costs in half.
Tip #5:Avoid small details
To manufacture a mold with small details require longer machining and finishing times. Text is an example of this and might even require specialized machining techniques such as electrical discharge machining (EDM) resulting in higher costs.
Tip #6:Use lower grade finishes
Finishes are usually applied to the mold by hand, which can be an expensive process, especially for high-grade finishes. If your part is not for cosmetic use, don’t apply a costly high-grade finish.
Tip #7:Minimize the part volume by reducing wall thickness
Reducing the wall thickness of your part is the best way to minimize the part volume. Not only does it mean less material is used, but also the injection molding cycle is greatly accelerated.
For example, reducing the wall thickness from 3 mm to 2 mm can reduce the cycle time by 50% to 75%.
Thinner walls mean that the mold can be filled quicker. More importantly, parts thinner parts cool and solidify much faster. Remember that about half the injection molding cycle is spent on the solidification of the part while the machine is kept idle.
Care must be taken through to not overly reduce the stiffness of the part which would downgrade its mechanical performance. Ribs in key locations can be used to increase stiffness.
Tip #8:Consider secondary operations
For lower volume productions (less than 1000 parts), it may be more cost effective to use a secondary operation to complete your injection molded parts. For example, you could drill a hole after molding rather than using an expensive mold with side-action cores.
Part 5
Start Injection molding
Once your design ready and optimized for injection molding, what’s next? In this section we’ll take you through the steps needed to start manufacturing with injection molding.
Step 1:Start small and prototype fast
Before you commit to any expensive injection molding tooling, first create and test a functional prototype of your design.
This step is essential for launching a successful product. This way design errors can be identified early, while the cost of change is still low.
There are 3 solutions for prototyping:
- 3D printing (with SLS, SLA or Material Jetting)
- CNC machining in plastic
- Low-run injection molding with 3D printed moldsThese processes can create realistic prototypes for form and function that closely resemble the appearance of the final injection molding product.
Use the information below as a quick comparison guide to decide which solution is best for your application.
Prototyping with 3D printing
Designs optimized for injection molding can be easily 3D printed
The prototyping solution with the lowest cost and fastest turnaround
Not every injection molding material is available for 3D printing
3D printed parts are 30-50% weaker than injection molded parts
Prototyping with CNC machining
Material properties identical to the injection molded parts
Excellent accuracy and finishing
Design modifications may be need, as different design restrictions apply
More expensive than 3D printing with longer lead time
Prototyping with low-run injection molding
The most realistic prototypes with accurate material properties
The actual process and mold design is simulated
The prototyping solution with the highest cost
Smaller availability than CNC or 3D printing
Step 2 :Make a “pilot run” (500 - 10,000 parts)
With the design finalized, it time to get started with Injection molding with a small pilot run.
The minimum order volume for injection molding is 500 units. For these quantities, the molds are usually CNC machined from aluminum. Aluminum molds are relatively easy to manufacture and low in cost (starting at about $3,000 to $5,000) but can withstand up to 5,000 - 10,000 injection cycles.
At this stage, the typical cost per part varies between $1 and $5, depending on the geometry of your design and the selected material. The typical lead time for such orders is 6-8 weeks.
Don’t get confused by the term “pilot run”. If you only require a few thousand parts, then this would be your final production step.
The parts manufactured with “pilot” aluminum molds have physical properties and accuracy identical to parts manufactured with “full-scale production” tool steel molds.
Step 3 :Scale up production (100,000+ parts)
When producing parts massive quantities of identical parts (from 10,000 to 100,000+ units) then special Injection molding tooling is required.
For these volumes, the molds are CNC machined from tool steel and can withstand millions of Injection molding cycles. They are also equipped with advanced features to maximize production speeds, such as hot-tip gates and intricate cooling channels.
The typical unit cost at this stage varies between a few cents to $1 and the typical lead time is 4 to 6 months, due to the complexity of designing and manufacturing the mold.
Part 6
Useful resources
In this guide we touched on everything you need to get started with injection molding - but there’s plenty more to learn.
Here are the most useful resources on injection molding and other digital manufacturing technologies if you want to delve deeper.
Other guides
Want to learn more about digital manufacturing? There are more technologies to explore:
树脂
-
Centroid CNC 警报错误消息
完整的 Centroid CNC 警报错误消息,适用于使用 Centroid cnc 控制(T 系列/M 系列)的数控铣床/车床的 CNC 机械师。 质心警报错误消息 Centroid CNC 报警错误信息 CNC 软件启动错误和消息 102 初始化 CPU 时出错…无法继续。 103 发送设置错误 104 发送 PID 设置错误 105 mpu.plc 文件读取错误..无法继续 106 PC 时钟似乎有误。 199 CNC 启动 退出 CNC 软件时发出的消息 201 由于已知错误退出 CNC 202 由于数学错误退出 CNC 204 Exiting CNC…正常退出 222 自动
-
A-TIG焊接和FB-TIG焊接的区别
钨极惰性气体 (TIG) 焊接是一种流行的基于电弧的焊接工艺,其中电弧在非消耗性钨电极和工件之间构成。在使用或不使用填充金属的情况下,有效且永久地连接金属部件是一种可靠且经济的工艺。除了能够产生良好的接头外,出色的焊道外观使该工艺在从结构到航空航天领域的各种应用中都非常受欢迎。尽管有许多优点,但它受到最大可实现穿透深度的限制。利用最佳参数集和所有有利条件,它可以在单次通过中获取最大高达 3.5 毫米的穿透。因此,连接较厚的组件需要边缘准备和多次通过,这很耗时,因此会影响整体生产率。 钨极惰性气体 (TIG) 焊接的变体 有限的熔深激发了对该主题的研究兴趣,结果是出现了几种 TIG 焊接变体
-
物联网和大数据在商业用例中的结合
无论您与谁交谈,每个人都同意物联网将成为下一个大“事物”(无意双关语)。物联网的兴奋得到了以下支持: 不断缩小的硬件 无处不在的连接 丰富的物联网应用平台 越来越多的物联网用例和行业应用 大数据的经济价值 其中一些物联网场景非常以最终用户为导向,例如由众筹和创客运动推动。示例包括 Pebble 智能手表、创新的 Tile 产品(“事物”定位器)或智能 Hue 灯泡。然而,许多物联网示例更侧重于工业应用,包括车队管理、远程信息处理、智能计量和智能电网、远程医疗等。在这篇博文中,我将介绍零售和物流以及工业领域的两个用例,特别关注如何利用大数据。 物联网用例 1:零售和物流 零售和物流
-
卫生纸
背景 我们大多数人都无法想象没有卫生纸的生活。美国人平均每年使用 100 多个单卷(约 21,000 张)。它不仅用于浴室卫生,还用于鼻子护理、擦拭溢出物、卸妆和小浴室清洁家务。制造商估计平均单卷可持续五天。 卫生纸、纸巾、餐巾纸和面巾纸是卫生纸,是需要清洁卫生的个人用品。它们由不同比例的漂白牛皮纸浆制成,对原料进行相对较少的精炼,使其柔软、体积大且吸水性强。卫生纸与其他纸的进一步区别在于它们是起皱的,在此过程中,纸在滚筒上干燥,然后用金属刀片刮掉,稍微卷曲。这会使纸变软,但会使其变得相当脆弱,使其在水中分解。 卫生纸可以是单层或两层的,这意味着它可以是单张或两张背对背放置的纸,以使