

金属 3D 打印的质量保证:解决 3 个常见挑战
质量保证 (QA) 可以说是 3D 打印中最重要但也是最具挑战性的步骤之一。
随着 3D 打印越来越多地用于高性能工业应用,该技术必须始终如一且可靠地提供具有满足苛刻应用所需特性的高质量零件。然而,当谈到金属 3D 打印时,对于许多希望投资该技术的制造商来说,这一直是一个持续的挑战。
今天的文章将着眼于公司在尝试时面临的一些关键挑战建立金属 3D 打印零件的 QA 流程并探索一些可用的解决方案。
挑战 1:确保材料质量
确保 3D 打印部件满足高要求应用的标准在很大程度上取决于所用材料的质量。
然而,材料认证是生产或处理金属粉末的公司面临的持续挑战。使该过程复杂化的一个因素是需要保持用于增材制造的金属粉末的纯度。
对于安全关键应用而言尤其如此,例如飞机零件或医疗设备,其中材料使用的产品必须 100% 无污染。杂质会改变最终部件的特性,进而导致打印失败。
但是,有几种方法可以使金属粉末受到污染。
例如,在印刷过程本身或在储存、运输和处理过程中可能会出现污染风险。以第一个示例为例:例如,构建板上可能有另一种粉末的一些残留物,导致两种不同粉末的混合。因此,在每次生产运行后彻底清洁构建板是一个重要的预防步骤。
另一个风险来自印刷过程中剩余的粉末被重复使用。虽然重复使用粉末材料的能力有助于减少浪费,但重要的是要注意,以这种方式重复使用粉末可能会改变颗粒的成分,因为水分、氧气和氮气被吸收。
不可避免地,需要适合增材制造的测试方法来确保没有污染。
解决方案:考虑CT扫描
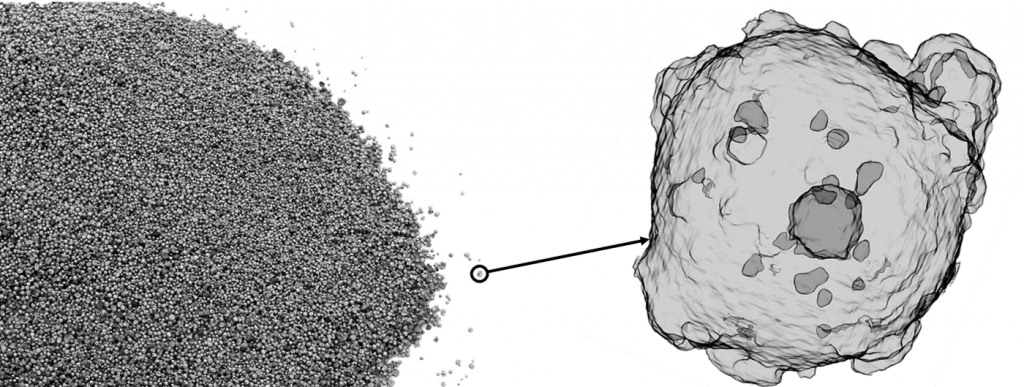
检测金属粉末中污染物的最精确方法之一是使用计算机断层扫描 (CT) 扫描。
CT 扫描仪的工作原理是从不同角度拍摄数百张 X 射线图像,从中创建 3D 图像。现代 CT 扫描仪可以捕获小至 3 微米的细节,一些高分辨率 microCT 扫描仪的工作微米级要小得多,可达到 0.5 微米的体素尺寸。
目前的 microCT 设备可以检测从铝和钛到不锈钢和铬镍铁合金等较重金属合金的金属。
当用于对 3D 打印的金属粉末进行鉴定时,CT 扫描仪可以为工程师提供有关粉末微观结构的深入数据。该数据可用于检测外来颗粒污染物以及测量颗粒尺寸和形状分布以及检测颗粒内部的孔隙率。获取此信息是工程师确认粉末适用于生产的一种方式。
一家为增材制造提供 CT 扫描服务的公司是 Expanse Microtechnologies。
在接受 AMFG 采访时,该公司总裁兼联合创始人 James Hinebaugh 指出:“粉末是整个增材制造供应链的关键点。了解是什么造就了铺展和印刷良好的优质粉末是公司的关键关注点。
“重要的是要了解 1) 是否存在可以良好相互作用的理想形态或理想尺寸或形态分布使用各种重涂机和打印机,以及 2) 我们如何减少粉末中的缺陷,如夹杂物和颗粒内孔隙率,研究表明,这些缺陷经常被困在零件中,并且在打印过程中无法从零件中逃脱。”
这是 Expanse Microtechnologies 正在通过其专有的 MicroCT 扫描解决方案解决的两个领域。
该公司开发了先进的图像处理方法,能够生成关于材料孔隙率、颗粒和孔隙形态以及颗粒大小和形状分布的深入报告。
有了这些信息,增材制造的用户就可以识别任何原料问题,并了解他们使用的材料与打印组件的质量水平之间的联系。
虽然测试和鉴定增材制造原料可能具有挑战性,但它是确保增材制造零件质量的最重要步骤之一。目前,CT 扫描提供了最强大、最有用的工具之一,可用于验证原始 AM 材料。
挑战 2:建立过程控制
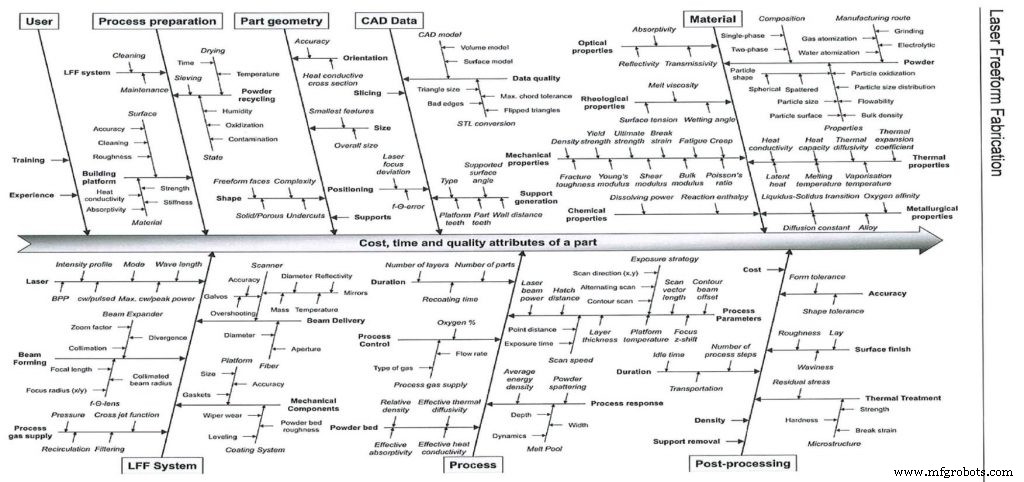
谈到金属 3D 打印——尤其是粉末床融合技术——有很多变量会影响零件的形式和结构。这些变量涵盖了整个 AM 工作流程,从设计到构建准备和后处理。
让我们以打印过程为例。在这里,决定工艺成功或失败的一些参数包括激光的路径和强度以及打印机重涂器刀片的速度。其他因素包括支撑结构的设计,甚至诸如粉末回收次数之类的细微之处。
虽然此列表并非详尽无遗,但每个因素都会对结果产生影响任何方式的构建和偏差都可能影响最终零件的质量。
目前,尝试和错误是处理各种变量的最常见方法,以实现可重复生产的过程部分。但是,这可能涉及多次制造最终零件以及对零件本身进行大量测试。
当然,采用这种方法是一个非常昂贵且效率低下的过程,并且否定了该技术的主要优势之一——能够经济高效地生产小批量零件。
因此,公司需要采用更可持续和可行的方法来控制和鉴定增材制造部件。
解决方案:开发闭环质量控制系统
三个要素需要结合在一起,才能为 3D 打印部件提供更快、更可靠和可持续的质量保证流程。这包括构建计划、构建监控和反馈控制。
- 规划构建
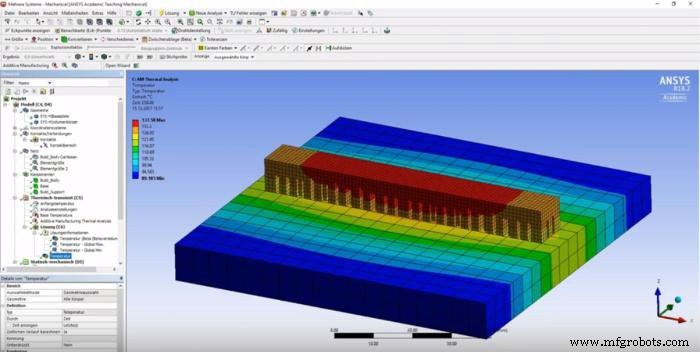
更好地了解印刷过程的一种方法是通过模拟。使用仿真,工程师可以在将设计发送到打印之前测试零件在虚拟数字环境中的行为。
模拟增材制造过程使工程师能够分析打印过程中发生的复杂过程。
由于金属 3D 打印容易出现翘曲和变形等问题,例如,模拟提供了有关零件在打印过程中如何变形的关键见解。另一个例子是使用模拟来准确确定材料将如何熔化和凝固。
然后工程师可以使用这些数据来规划构建,选择最成功的部件方向和支持策略。
话虽如此,仿真软件确实有其局限性。 “今天的所有模拟软件都内置了一定程度的假设,限制了它可以提供的准确性。这可能是目前最大的缺点:它们不能像您希望的那样准确,”ANSYS 的首席技术专家 Dave Conover 在最近接受 AMFG 采访时说。
然而,仿真技术发展迅速,软件供应商不断改进他们的产品。最终,在设计和规划阶段集成仿真软件将有助于消除反复试验,同时显着降低打印失败的可能性。
- 监控构建
过程监控系统可以进一步协助零件鉴定过程。传感器和摄像头可用于实时测量构建的多个方面,帮助记录构建过程并确保满足要求。
通过粉末床增材制造工艺,相机可以捕捉熔池的尺寸和温度,这直接影响微观结构、材料特性、表面光洁度和整体零件性能。
工程师然后可以使用这些数据来预测缺陷的可能性,例如翘曲或开裂,并在缺陷发生之前干预过程。由于这些数据被记录在案,这有助于避免将来可能导致这些缺陷的工艺条件。
目前,针对AM优化的进程内监控技术数量有限。
 Sigma Labs 是一家提供过程中 AM 质量保证解决方案的公司。其用于增材制造的 PrintRite3D 质量保证系统将 PrintRite3D SENSORPAK 多传感器和硬件与 PrintRite3D INSPECT 软件模块相结合。
Sigma Labs 是一家提供过程中 AM 质量保证解决方案的公司。其用于增材制造的 PrintRite3D 质量保证系统将 PrintRite3D SENSORPAK 多传感器和硬件与 PrintRite3D INSPECT 软件模块相结合。
这种多方面的组合,商标为 IPQA 技术,允许在 AM 过程中优化熔池条件,使用传感器数据并建立过程中的质量指标。使用过程数据的统计分析,可以生成零件质量报告并用于验证可重复性。
未来,该公司计划添加一个 ANALYTICS 软件模块,专注于利用大数据分析。该模块将能够从印刷过程中收集的数据中提取有意义且可操作的信息,以进一步简化过程中的质量控制。
至于3D打印机本身,有些已经内置了过程监控功能。例如,3D 打印机制造商 EOS 提供 EOSTATE 监控套件。硬件和软件解决方案基于四个不同的监控模块,包括 System and Laser、PowderBed、MeltPool 和 Exposure OT(光学断层扫描),可以实时捕获质量相关的数据。
凭借 EOSTATE Exposure OT,EOS 声称是金属粉末床系统的唯一制造商,为其客户提供包含光学断层扫描的质量保证工具。
这个监控系统使用一个摄像头来收集近红外光谱中的光发射,类似于热成像摄像头。它可以在整个构建过程中逐层完全映射每个零件,而不管其几何形状和大小。通过这种方法,工程师可以扩大与增材制造零件质量相关的可检测现象的范围。
MTU Aero Engines 是一家已经开始在其增材制造系列生产线中使用这种监控解决方案的公司航空发动机零件。
- 结束循环
在打印过程中检测和记录参数至关重要。但是实时处理这些信息的能力——一个被称为反馈控制的过程——使这种方法更加有效。
反馈控制,也称为闭环系统,是指能够在印刷过程中发现偏差并自动调整系统以对其进行补偿。保持对构建过程的控制使制造商能够实现一致的几何形状、表面光洁度和支撑质量的材料特性。
Velo3D 是一家开发反馈控制 AM 工艺的公司。在筹集了超过 9200 万美元的资金后,Velo3D 于去年夏天发布了其端到端金属 AM 解决方案。它包括 Velo3D Sapphire 3D 打印机、Flow 打印准备软件以及公司所说的智能融合技术。
通过将这些关键元素彼此紧密集成,该技术可实现热过程模拟、打印性能预测和闭环控制处理。因此,Sapphire 系统可以重复且一致地生产具有挑战性几何形状的零件,例如几乎没有支撑结构的悬垂部分。
Velo3D 的 Flow 软件在实现这些优势方面发挥着不可或缺的作用。该软件运行预印模拟和校正,优化设计并调整几何形状和零件方向。这有助于准备文件,平衡任何变形,因此零件将正确出来。伴随着闭环熔池控制的原位过程计量与软件协同工作,最终将第一部分的成功率提高到 90% 以上。
挑战 3:减少人为错误
人为错误可以说是确保 3D 打印部件符合所有要求的标准的最大风险因素。
这是因为 3D 打印仍然需要比您想象的更多的人工干预,从设计和移除支撑到后处理和手动检查每个阶段的要求是否得到满足。
这种程度的人为干预不可避免地会增加最终部件受到损害的风险。
我们以后期制作阶段为例。
构建完成后,需要对其进行拆包,并且需要识别和检查该构建中打印的各个部件,然后再将其发送进行后期处理。
执行此任务的生产工程师通常需要参考打印的工作表,实质上是将 2D 图像与其物理对应物进行匹配,并手动核对要求列表。
这种检查方法不仅耗时,而且还消除了工作流程的可见性。
然而,许多采用 AM 的公司发现改造手册具有挑战性将涉及的任务转化为更快、更准确、自动化的过程。
由于减少人为错误的可能性对于确保 3D 打印零件的质量非常重要,因此实现这一目标的一种方法是使用数字方法使尽可能多的检查步骤自动化。
解决方案:为增材制造实施工作流程软件
工作流软件提供了一个数字化、集中化的平台来帮助项目和生产团队管理他们的 AM 生产流程。
在质量保证的背景下,工作流软件通常可以提供完整的框架来帮助公司确保满足所有部件的要求。
此外,生产经理可以使用工作流软件使检查零件的过程无纸化和可追溯。无需手动检查每个零件,手头的工作表,可以将物理零件与其 3D 数字对应物进行比较。
例如,AMFG 的后期生产管理工具提供了一个 3D 查看器,其中包含所有零件数据,允许用户更准确地检查零件及其属性。
该工具允许用户跟踪成功零件与失败零件的比率。标记为失败的零件将自动返回到平台的内部生产队列进行复制。这样做的最大优势是使用户能够跟踪对零件执行的每项操作——为质量管理的需要增加可追溯性和问责制。
是否有适用于 AM 的全行业 QA 标准?
到目前为止,我们已经看到,了解如何验证流程、材料和实施数字化战略是确保公司能够从 3D 打印生产中受益的关键。
行业标准将在以下方面发挥关键作用这个流程。对于传统制造,标准已经司空见惯,可以帮助公司确保其产品质量并找到共同点。当然,传统制造业已经有几十年甚至几百年的时间来制定相关标准。
相比之下,3D打印仍然是一个相对较新的过程,许多标准和认证仍在制定中。展望未来,该行业将需要开发测试方法、协议和参考数据,以减少对 AM 材料、工艺和零件进行认证的成本和时间。
幸运的是,这是一个快速发展的领域。就在去年,AMST International 发布了其 F3303 标准,该标准概述了对用于使用激光或电子束粉末床融合制造零件的机器和工艺进行认证的方法。还指出,支持粉末床熔融部件的部件鉴定、质量保证和后处理的附加标准已经在进行中。
美国国家标准与技术研究院 (NIST) 与 ASTM International 一起致力于为 AM 行业制定 QA 标准。例如,NIST 启动了 AM Part Qualification 项目,重点关注“创建强大的后处理测量、深入了解机械性能以及对 AM 零件进行认证所需的测量、方法和计量系统”。
关注质量
确保材料质量和过程控制对于使用 3D 打印生产始终如一的高质量金属零件至关重要。
无论乍看起来多么复杂,制造商都可以放心,因为存在支持质量保证过程的解决方案,并得到了持续发展的行业标准的支持。
迎接这些挑战并为您的公司战略性地实施正确的解决方案,将极大地帮助您获得 3D 打印在高价值、高要求应用中的优势。
3D打印