

3D 挤出机和热端的类型
在本文中,我们将讨论 3D 打印领域中最常见的挤出机和 HotEnd 类型。在开始之前,应该澄清一下,引用的所有内容都是我们使用领先品牌产品的经验的结果,例如 E3D Online 的产品,该公司生产高质量的 3D 打印机组件,专门生产挤出机、HotEnd 和喷嘴。这种细微差别是必要的,因为如果使用挤出机和低质量的 HotEnd,则可能无法满足我们在下面评论的特征。
挤出机的主要功能是以最精确的方式和适合3D打印的速度将线材从卷轴移动到HotEnd,但挤出机有不同的分类。在这篇文章中,我们将分析主要的。
取决于驱动器的挤出机类型
在挤出机中,根据驱动类型的不同,有两种类型:直接驱动和鲍登驱动。在直接挤出机中,顾名思义,长丝直接从挤出机的齿轮运行到热端。甚至还有将这两个部分组合在一起的系统,例如 Titan Aero。
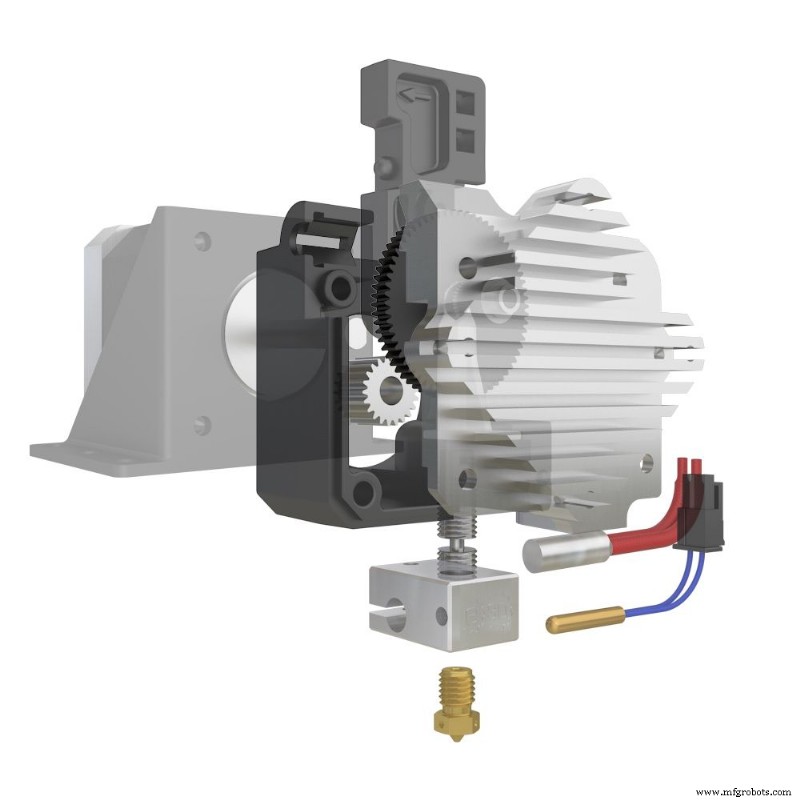
图片 1:Titan Aero 挤出机。来源:E3D
相反,在 Bowden 挤出机中,与 HotEnd 的连接是通过 PTFE 管,细丝从中穿过。
直接挤出机
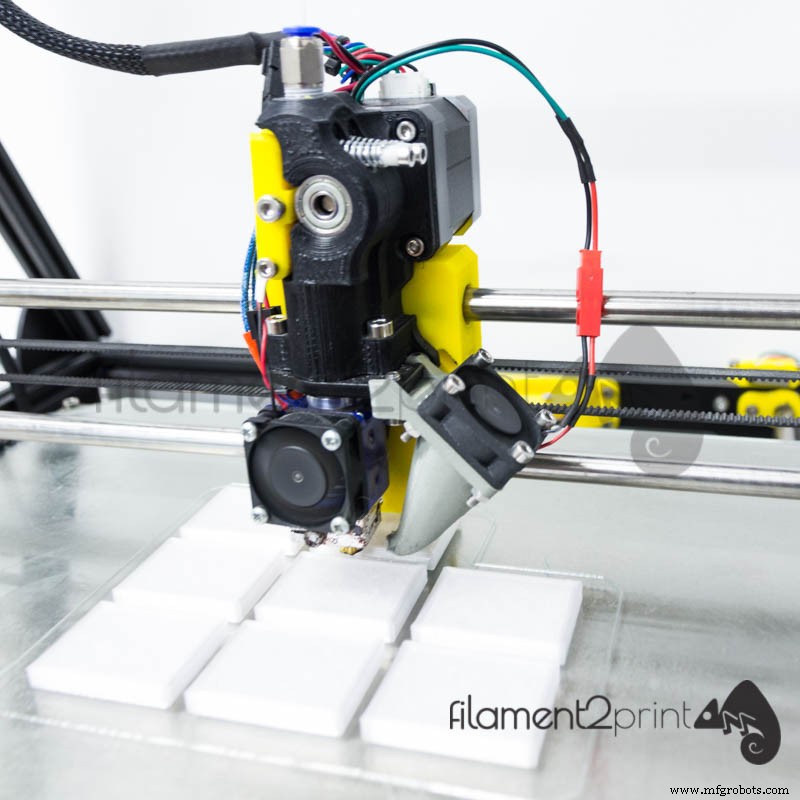
图 2:直接挤出机
优势 :
- 打印 1.75 毫米和 2.85 毫米的柔性材料,包括 PLA Soft 或 TPU 和 TPE (FilaFlex)。
- 可以毫无问题地打印各种材料,无论某些细丝是否存在磨损。要打印石墨烯等 3D 研磨材料,我们建议使用 Olsson Ruby Nozzle,这是一种带有红宝石尖端的黄铜喷嘴,使用寿命几乎无限。
- 该系统需要较短的缩回长度才能获得良好的 3D 打印效果,从而降低卡纸的可能性。要了解有关撤回的更多信息,请参阅以下链接中的文章。
缺点 :
- 挤出机和 HotEnd 移动所经过的轴有相当大的惯性。当您想要通过移动整套设备(挤出机、挤出机电机和 HotEnd)的重量来高速制作 3D 打印时,这个因素会增加,尤其是当 3D 打印机有多个挤出机时。
- 挤出机电动机的温度问题。在封闭的 3D 打印机和调温室中,挤出机电机的温度可能会影响操作性能。
鲍登挤出机
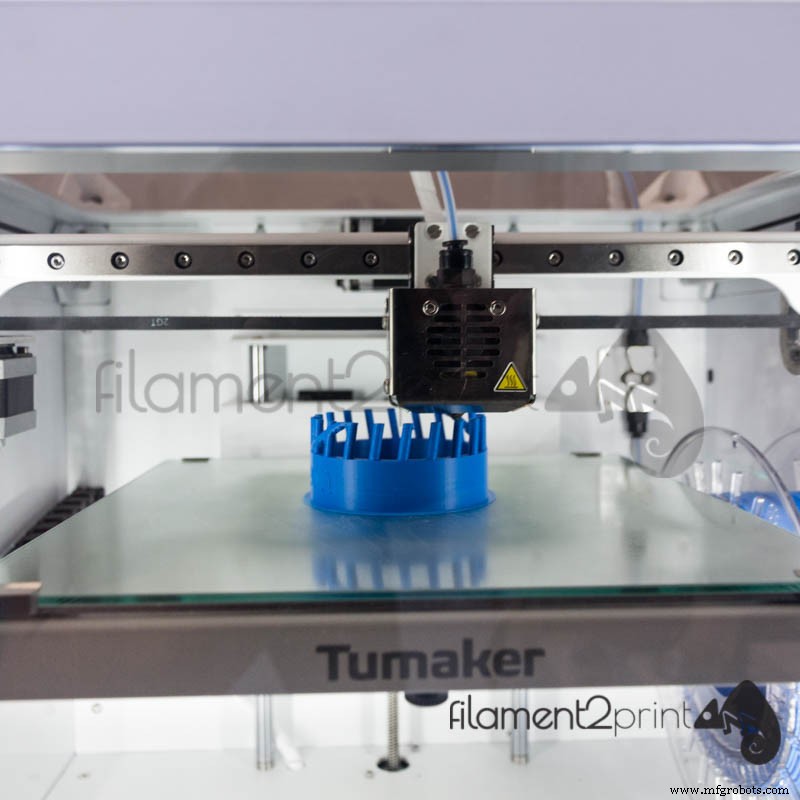
图 3:Bowden 挤出机
优势 :
- HotEnd 位移轴的低惯性。在 Bowden 系统中,由于挤出机和挤出机电机固定在 3D 打印机的底盘上,因此制作印模时的惯性大大降低。这样可以实现非常快速和高质量的打印。
- 灯丝的高阻力。大多数使用这种挤出机系统(BCN Sigmax、3NTR-A2)的 3D 打印机都有一组小齿轮(减速机组),可以增加灯丝的阻力矩,从而能够移动比正常情况下更大的线圈。
缺点 :
- 使用直径为 1.75 毫米的柔性细丝打印时出现问题。这是因为作为一种柔性灯丝,不可能在热端引导灯丝之前一直沿 Bowden PTFE 管保持灯丝中的压力恒定。然而,在 2.85 毫米 Bowden 系统中,可以低速打印柔性细丝。
热端类型取决于材料的直径
HotEnd 负责熔化灯丝以制成所需的部件。它根据材料的直径配置 HotEnd(V6 或 Volcano)的类型和喷嘴,具体取决于您想要获得的工件类型、质量和光洁度。我们将挤出机分为 V6 型和 Volcano 型,然后讨论这两种 HotEnd 的优缺点。
HotEnd V6 的优缺点
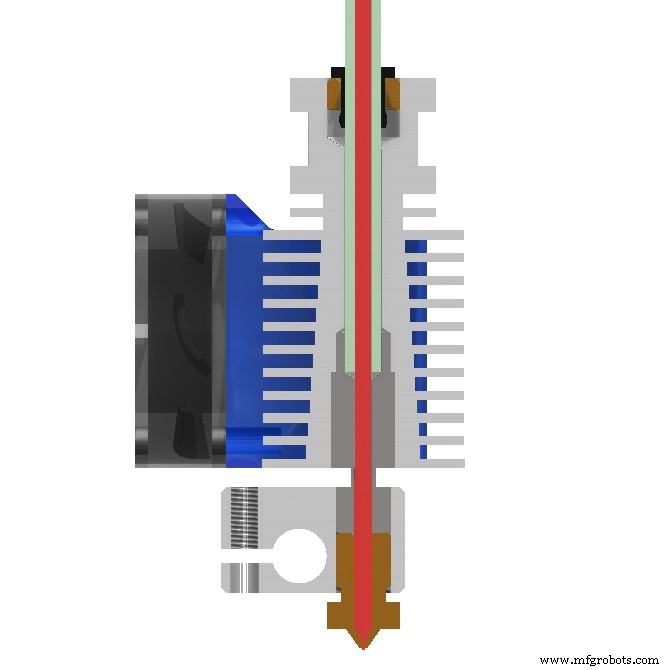
图 4:HotEnd V6 通用 1.75 毫米。来源:E3D
优势 :
- V6 是市场上用途最广泛的 HotEnd,适用于所有类型的印模,甚至适用于柔性材料(尤其是 2.85 / 3 毫米灯丝)。借助 HotEnd V6,您可以制造各种具有卓越精加工质量的零件。
缺点 :
- 推荐用于此类挤出机的喷嘴的最大直径为 0.80 毫米/1 毫米,因为对于更大的直径,通常会出现流动连续性问题。
HotEnd Volcano 的优缺点:

图片 5:E3D HotEnd 火山
优势 :
- 由于加热器盒相对于喷嘴的平行位置,实现了更大的加热区域,从而对灯丝的熔化提供了很好的控制和稳定性。对于以上所有内容,您可以使用更大直径的喷嘴(1.2 毫米)进行 3D 打印,这将缩短制造时间,并有可能打印出比 V6 更高的层高。
- 更耐用的作品。由于使用层流(无气泡)制作更高层,材料化学键之间的连接更强,从而提供更坚固和耐用的部件。
缺点 :
- 低细节的表面光洁度。由于层高较高,这些作品在不同高度的曲面区域采用台阶制成。
一些制造商根据挤出机系统和您要使用的长丝直径来称呼 HotEnd。例如,E3D Online 为其 1.75 毫米热端(通用直接和通用鲍登)使用“通用”名称,其中 TPFE 管到达热断路的内部,将灯丝不间断地引导至加热块。对于 2.85 / 3 mm HotEnd,只需使用名称“直接”或“鲍登”。
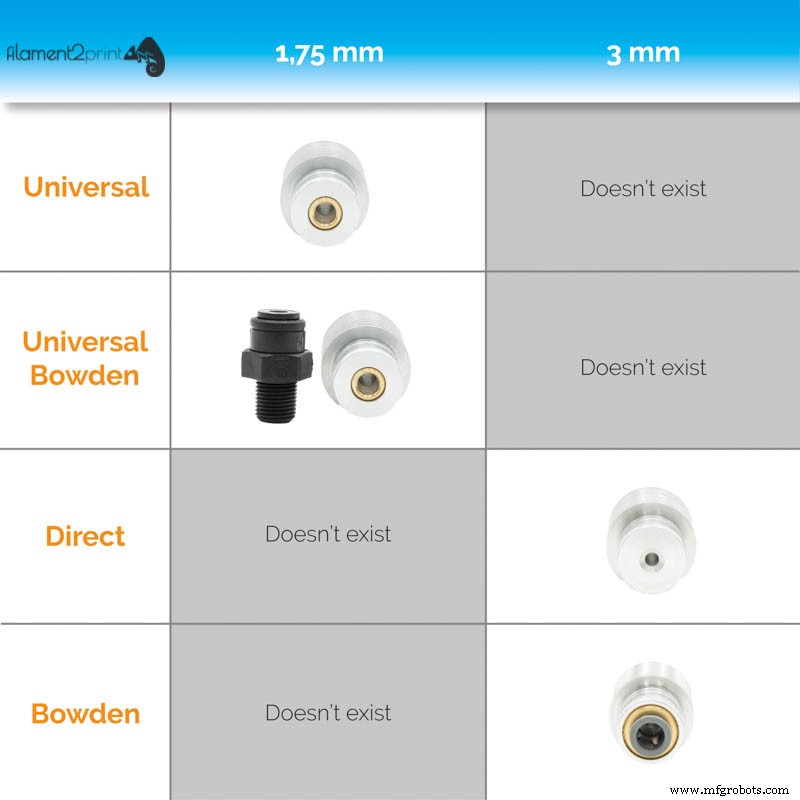
图 6:E3D 热端的类型
就我们而言,我们建议每个用户根据零件类型和他们想要 3D 打印的速度研究他们的特定案例,但始终使用一流的组件来确保他们所有产品的质量。
3D打印