

直接挤压和 Bowden 系统
3D FDM 打印机最重要的组成部分之一是由挤出机和热端组成的装置。
热端是用于熔化灯丝的元件,以便它可以流过喷嘴 ,同时防止热量传输到所谓的热区之外。
为此,酒店一般分为四个部分:
- 喷嘴或喷嘴 :它是熔化细丝流过并沉积在工件中的元素。它的直径决定了挤出材料螺纹的直径,因此决定了打印机在 XY 方向的分辨率。
- 加热块: 它是负责将喷嘴加热到打印温度并保持其稳定的元件。
- 热休息: 用作隔热桥。将热区与冷区分开。
- 散热器: 它的作用是保持冷区冷藏,散发加热块传递的多余热量。
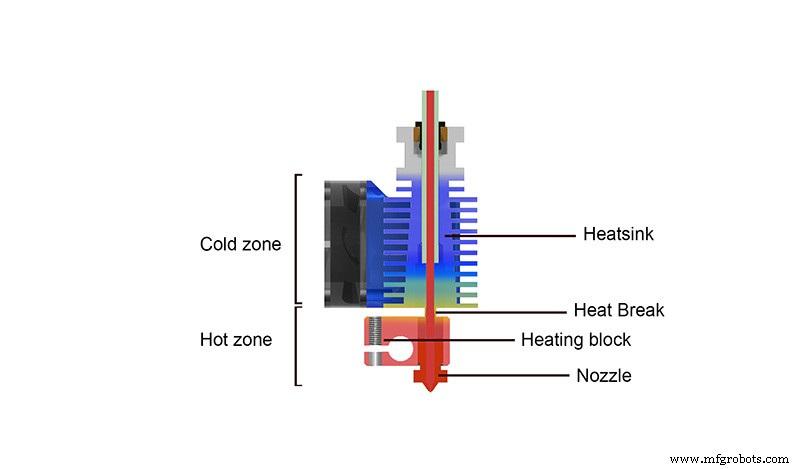
图 1:热端内部的温度。来源:E3D.com
另一方面,挤出机负责将长丝拉入热端,以便在热端内部产生足够的压力,从而使熔融材料流动 不断均匀地通过喷嘴。
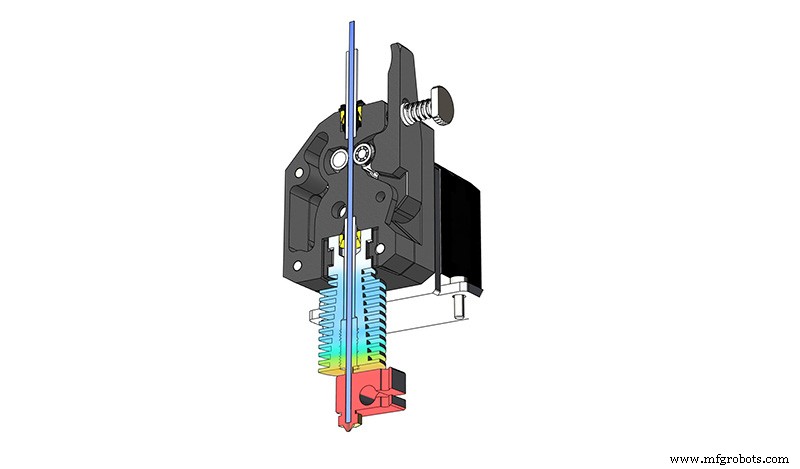
图 2:直接挤出机。来源:E3D.com
目前有两种方法可以将热端与挤出机相结合:直接挤出系统和 Bowden 系统。
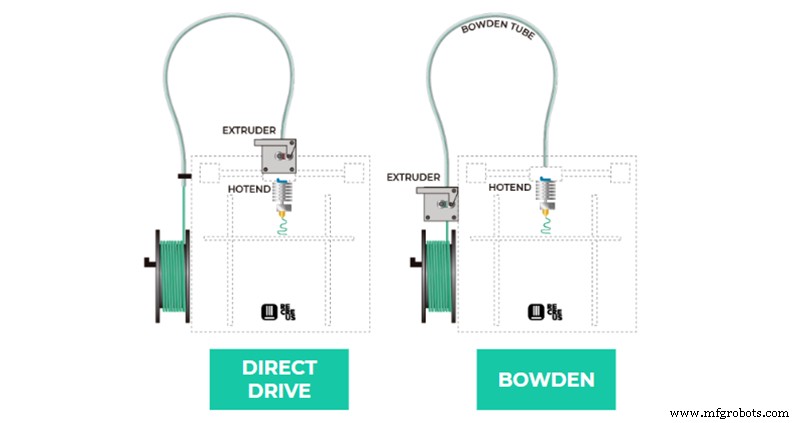
图 3:带有直接挤出机和 bowden 的打印机方案。来源:Recreus.com
在直接挤出系统中,挤出机和热端形成一个单一的元件 , 最小化牵引点和喷嘴之间的距离。
在 Bowden 挤出系统中挤出机 被固定在 3D 打印机的框架中,通过称为鲍登管的管将灯丝推入热端。
尽管关于这两个系统中哪个更好的讨论很多,两者都有很大的优势 ,以及一些缺点。 选择最合适的将取决于几个因素 例如常用的材料类型、打印速度或打印机框架的质量。
撤稿
当挤出机将细丝推向热端时,细丝压缩,在喷嘴内产生必要的压力,使熔融材料正常流动 .然而,当我们不想挤出材料时,仅仅停止推动细丝是不够的,因为压缩产生的残余压力会使材料继续流动。这就是为什么每次将热端移动到新位置且无需添加材料时,灯丝必须缩回必要的距离,以便减压并释放喷嘴内的压力。 这称为回缩,在 3D 打印过程中非常重要。
图片 4:Esquema de la retracción。来源:sublimelayers.com
由于塑料一般不是刚性材料,挤出机和热端之间的距离越大 ,在喷嘴处达到足够压力所需的灯丝压缩越大。这也使得释放压力所需的缩回距离更大 .这就是为什么在直接系统中缩回距离通常在 0.8 毫米和 2 毫米之间,而在 Bowden 挤压系统中它们可以达到 5 或 6 毫米的值。
能够使用低回缩值具有重要优势 .一方面,缩回时间更短,在涉及多次缩回的部件中可以显着减少打印时间 .另一方面,较短的回缩距离可最大限度地降低长丝熔融部分到达热端冷区的风险,从而防止其凝固和膨胀导致堵塞。
正是这最后一个因素导致 鲍登挤压机需要更复杂和准确的回缩校准 因为太低导致渗出或拉丝的回缩值与导致堵塞的太高回缩值之间的差距非常小。
柔性灯丝
挤出机和热端之间距离的另一个直接影响是柔性长丝的行为。
在 Bowden 系统中,长丝通过管子从挤出机引导到热端 ,通常是铁氟龙。尽管管的理想内径应与灯丝的内径相同,但在实践中这是不可行的,这是因为制造公差导致的小直径变化和会产生的高摩擦力。这就是为什么所有鲍登管都有一些间隙 ,虽然对于大多数材料来说这不是问题,但对于软管来说却是问题。
图 5:鲍登管内灯丝的弯曲。来源:E3D.com
由于具有高柔韧性,TPU 和 TPE 等材料往往会在 Bowden 管内弯曲,从而将拉伸力从挤出机转移到管壁。 这使得很难在喷嘴上实现恒定压力以确保正确挤出 .
此外,在柔性材料中,为在喷嘴中获得足够压力所需的细丝压缩比其他材料(例如 PLA)大得多,这在许多情况下导致需要使用过高的回缩距离。
尽管如此,凭借一些经验,这些硬度更高的柔性材料可以在 Bowden 系统上打印,尤其是当以 2.85 毫米或 3 毫米格式使用时, 避免使用撤回 使用高质量和小直径的鲍登管 比如摩羯座XS。

图 6:Bowden Capricorn XS 管。来源:Captubes.com
毫无疑问,处理柔性材料的理想系统是直接挤压 .挤出机和热端之间的短路径最大限度地减少了细丝的压缩并使其更紧,防止其在内部弯曲。那些所谓的紧凑型挤出机,例如 Titan Aero 或尤其是 E3D Hemera,可以以简单的方式使用各种柔性材料并实现高打印质量。
惯性
尽管在收缩率和柔性长丝的使用方面,直接挤出系统都是胜利的 , Bowden 系统有一个突出的特点 并且对于某些应用来说可能非常重要:惯性。
打印的基本参数之一是速度 .尽管许多打印机允许使用高达 80 或 100 毫米/秒的速度,有一个速度阈值,超过该速度就不可能在不牺牲零件质量的情况下进行打印 .这是因为热端不能匀速运动,每次变向都必须减速到一定的变向速度,然后再加速。
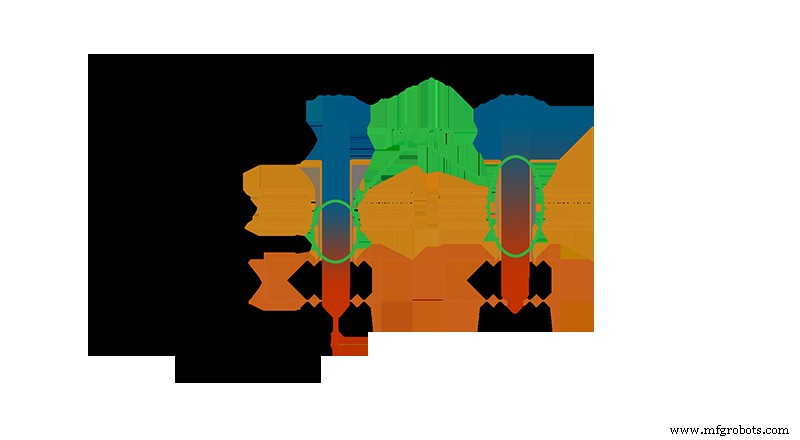
这是因为牛顿第一定律 . 由于热端的质量,运动时有一定的惯性力,质量越大或速度越大 .改变方向时,惯性力会传递到打印机的其余部分,从而导致振动和精度的显着下降 .为避免这种情况,在改变方向之前,有必要将速度降低到一个主要取决于打印机结构刚度和热端重量的值。 较不坚固和较轻的结构意味着使用较低的方向变化速度和较慢的加速和减速曲线 ,因为它吸收惯性的能力会变小,这意味着速度会降低,打印时间也会变长。减少惯性的唯一方法是降低速度或重量。

图 7:惯性引起的振动对打印质量的影响。来源:2Dprinterwiki.com
而这正是 Bowden 系统发挥优势的地方。通过固定最重的挤出机并仅移动热端,大大降低了惯性 .这使得采用 Bowden 系统的 3D 打印机的打印速度明显高于采用直接系统的 3D 打印机,而不会牺牲打印质量。
鲍登系统和直接系统之间的选择。
直接系统和 Bowden 系统之间的选择基本上取决于印刷速度是否优先或新材料的多功能性和易用性 .
如果您希望在最短的时间内生产最多的零件 通常只使用少量材料和刚性材料,例如 PLA 或 PETG,带有 Bowden 系统的打印机将是最佳解决方案。
另一方面,如果优先考虑使用技术和弹性材料并获得尽可能好的质量 以牺牲打印速度为代价,直接挤出系统将是理想的选择。
3D打印