

如何选择正确的热端
热端是 FDM 3D 打印机的基本部件之一, 尽管它表面上很简单,但却是最复杂的之一。 该组件不仅取决于打印机的分辨率, 还能够打印某些材料 如磨料或高温。 选择热端时有多个选项, 以及每个人的多个备件和配件。没有适合所有应用的完美热端,选择最合适的 每个用户将以优先使用 3D 打印或您通常使用的材料为条件 .
要了解如何为每个用户选择和配置最合适的热头,有必要了解它的工作原理以及由哪些部分组成。
Hotend 的工作原理
热端是一组元素用于熔化和挤出细丝,然后将其放置在构造空间中。 热端 a 始终与挤出机配合使用, 直接或间接安装(鲍登)。它基本上包括:挤出机将细丝推入一个小室,在那里它熔化,并且由于产生的压力, 熔化的材料通过一个小孔出来,当它沉积在结构的底部或片。 由于灯丝是被推动的,因此在到达熔化区之前,它必须保持最大的刚度。 为此,热端必须有两个明显不同的部分:冷区和热区,它们之间的过渡尽可能短。
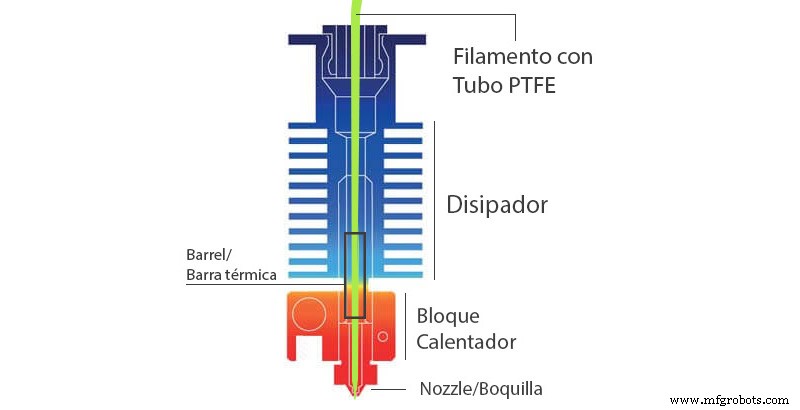
图片 1:热端的轮廓。来源:impresoras3d.com
部分热端
热端主要由六个部分组成:
- 喷嘴
- 加热块。
- 温度探头。
- 加热筒。
- 隔热。
- 散热器
喷嘴
它是热端的最后一部分,也是决定打印机在 XY 平面上分辨率的部分。在选择最合适的时,我们必须考虑三个参数:它们所属的系统、直径和材料。
系统:
热端系统有多种,但最常见的是两种:V6 系统和 Mk8。 除了这些,一些公认的品牌 作为 Ultimaker,BCN3D 或 Raise 3D 有自己的。

图 2:喷嘴 MK8 和 V6。
尽管 V6 和 MK8 喷嘴都有 M6x1 螺纹,乍一看似乎兼容,但事实并非如此。 尺寸差异很大 两者之间。 MK8 系统的喷嘴长度为 8 毫米, V6 系统的长度为 5 毫米。 这意味着在水平传感器位于打印头上的打印机上,喷嘴会更高并且无法打印。尽管可以对打印机进行修改以适应来自另一个系统的热端,建议保留在原始系统中 并避免混合来自其他系统的组件。 这目前不是问题,因为两个系统中都有制造商生产品质非凡的组件,例如 作为 E3D、MicroSwiss 或 3DSolex。
直径:
一般来说,大多数热端默认使用 0.4 毫米喷嘴,因为它被认为是分辨率和打印时间之间的理想折衷。但是,有许多其他直径选项在某些情况下可能更好。
可用喷嘴的范围因系统和制造商而异,但一般在 0.25 到 0.8 毫米之间。 这是由于 FDM 技术的固有局限性。塑料在熔化时会保持相当大的粘度,因此有必要施加压力越大,直径越小。 这就是为什么低于 0.25 毫米所需的压力如此之高以至于无法打印某些塑料 粘度较高。但是,E3D 等一些制造商的实验喷嘴可达 0.15 毫米, PLA低速打印可获得优异的效果。

图 3:不同尺寸的喷嘴。来源:e3d-online.com
对于高于 0.8 毫米的喷嘴,限制是由于热端能够熔化足够的塑料体积流量 以保持适当的挤压。大直径喷嘴需要很高的挤出速度,以至于不可能以相同的速度熔化灯丝。尽管如此,两家最受认可的制造商还是设法使用两种不同的策略部分解决了这一限制。
一方面,E3D 提供了两个 V6 子系统,称为 Volcano 和 Supervolcano 是基于增加热端热区的长度, 设法熔化更大的塑料流。这涉及使用标准尺寸的喷嘴以更高速度打印的可能性, 以及使用最大 1.4 毫米的喷嘴的可能性。

图 4:喷嘴超级火山。来源:e3d-online.com
另一方面,制造商 3DSolex 引入了创新技术“核心加热技术”。 该技术基于将热端内部分成三个腔室, 实现与灯丝接触的更大热表面,从而实现更快、更均匀的融合 无需增加热区的长度。得益于此,3DSolex 提供直径最大为 2 毫米的喷嘴 兼容V6系统。
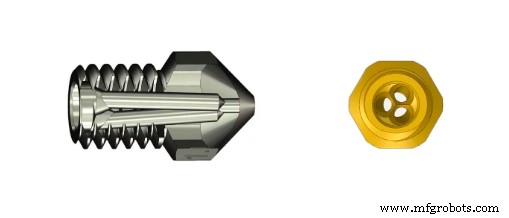
图 5:喷嘴 3DSolex。来源:3DSolex.com
材料 :
近年来,新型先进材料的出现也意味着需要使用新材料设计喷嘴。 目前,制造喷嘴最常用的材料如下:
- 黄铜: 这是最常见的材料。它的主要优点是成本低 易于制造 和高热系数传输。 它的主要缺点包括低耐磨性 以及对高温的低耐受性 因为不建议在 300 ºC 以上使用。它是仅使用 PLA、ABS、ASA 等材料打印时的理想材料
- 镀镍黄铜: 它正在成为最高品质热端的标准。它是一个镀有精细镍涂层的黄铜喷嘴。 这种表面处理为您提供更强的耐磨性, 较低的摩擦系数 和高腐蚀抗性。 这使得它们具有优于黄铜喷嘴的耐用性 .
- 镀镍铜: 用于打印高温灯丝的专用材料。 它必须与相同材料的加热块结合使用。 允许温度高达 500 oC 以 达成。
- 硬化钢或工具钢: 它们以高耐磨性脱颖而出。 它们被设计用于与高度磨损的长丝一起工作,例如用纤维或颗粒增强的长丝。 它在金属丝或用玻璃纤维或碳增强的材料等材料中必不可少。它们的主要缺点是它们通常提供比以前的表面打印质量低。 虽然它们通常提供 0.4 毫米以上的尺寸,但建议使用大于 0.5 毫米的尺寸 以避免障碍物。虽然它们可以承受高达 500 ºC 的温度,但不建议将它们与高于 350 ºC 的研磨材料一起使用
- 不锈钢: 虽然它可能看起来与前一个相似,并且许多用户购买它是为了与研磨丝一起使用,但这不是它们的主要应用,因为它们的耐磨性远低于之前的。 这种类型的喷嘴主要用于医疗和食品应用 因为,由于它们的高腐蚀抗性, 它们不会释放出可与熔融材料混合的有毒颗粒。它可能是喷嘴制造中最不常见的材料。与镀镍铜喷嘴一样,它们适用于高温应用,最高支持 500 ºC。
- 带红宝石尖端的黄铜或铜: 这些喷嘴由黄铜或铜制成,尖端镶有红宝石。虽然许多人认为它们是不会磨损的喷嘴,但这并不完全正确。 的确,红宝石笔尖的高硬度使红宝石笔尖不会磨损并且在整个使用寿命期间保持高打印质量 喷嘴,由黄铜或铜制成的主体确实会受到磨损。 对于没有负载的细丝,这种类型的喷嘴的耐用性非常高,在许多情况下可以高于打印机的耐用性,但是,对于研磨细丝,黄铜或铜主体的内部磨损导致红宝石与喷嘴分离 随着时间的推移。它是以最高质量打印研磨材料的理想喷嘴,前提是这种使用会导致有限的使用寿命。 对于那些不使用研磨材料但想要具有高耐用性并在整个保质期内保持最高质量的喷嘴的用户来说,它也是理想的喷嘴 .

图 6:喷嘴 The Olson Ruby。来源:olssonruby.com
加热块:
它是负责将热量传递到喷嘴和隔热板热区的元件。 主要有两种类型:常温和高温。 标准加热块通常由铝制成。它们是最经济的,但只能承受高达 300 oC 的温度。耐高温型由镀镍铜制成,耐温可达500℃。
有些系统(例如 V6 系统中的系统)具有硅胶套或硅胶套选项 有助于保护作品免受辐射热的影响, 一些特别重要的材料,例如 PLA .
温度探头:
它是负责测量加热块温度的元件。 有多种不同的类型,具有不同的外形尺寸和参数。它可能是最难交换的元素之一, 因为除了具有不同的外形因素外,可能还需要修改打印机固件,甚至添加额外的电子组件。 最常见的有以下三种:
- 热敏电阻: 这是最常见的。 It has high accuracy at low temperatures and its price is very economical. As a disadvantage, it is not suitable for temperatures above 285 ºC.
- Thermocouple: They allow to measure very high temperatures accurately, however, when calibrated for a specific range, they cannot measure high and low temperatures with high precision at the same time. Although they are usually inexpensive, they require additional electronics to convert the signal. One of their main drawbacks is that they are sensitive to electromagnetic noise, so their cables must be shielded and kept away from power supplies or coils.
- PT100 probe: They have almost completely replaced the use of thermocouples. They allow to measure temperatures up to 500 ºC with precision, combining the advantages of thermistors and thermocouples. In return, its price is the highest and require additional electronics .
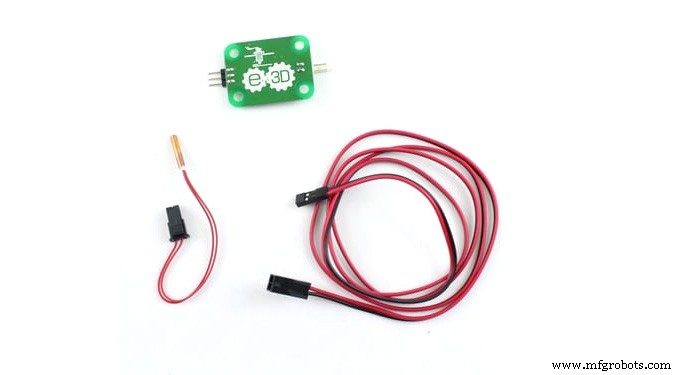
Image 7:PT100 probe. Source:e3d-online.com
Heating Cartridge:
It basically consists of a resistance that, when a current passes through it, transmits heat to the heating block. The most common ones have a power of 30 W or 40 W. With exceptions, their dimensions are generally universal. They are available in 12V and 24V versions, it is essential to use the voltage appropriate to the printer board.
Heatbreak:
One of the most important elements of the hotend. Its function is to separate the hot zone and the cold zone from the hotend and its quality is decisive in avoiding possible traffic jams. It is the component that will determine whether a hotend is All-Metal type or not, depending on whether its interior is Teflon coated or not. It is manufactured with low coefficient thermal transmission materials such as stainless steel to increase the thermal breakage effect. The highest quality ones are produced in titanium or with bimetallic combinations like Slice Engineering .

Image 8:Bimetallic Heatbreak by Slice Mosquito. Source:sliceengineering.com
Heatsink:
Its function is to cool the cold zone of the hotend, and prevent the filament from rebladgeating before reaching the melting zone. It is very important that their quality and performance are very high, especially when using high temperatures or polymers with low softening temperature such as PLA. In the case of using direct extruders, another important function is to prevent heat from being transmitted to this, except for exceptions from compact extruders such as the E3D Aero and Hemera, in which the extruder body itself acts as a heatsink.

Image 8:Dissipator for Slice Copperhead. Source:sliceengineering.com
How to choose the right Hotend
As we discussed at the beginning, there is no ideal hotend capable of working at maximum performance in all cases. For each situation, there is an optimal model or combination. Although standard hotends generally perform well on occasional prints with basic materials, when more demanding situations occur it may be necessary to replace the hotend or certain components of it. Among these special situations are these six most common:
- Printing with non-abrasive materials requiring high temperature
- Printing with abrasive materials requiring high temperature
- Printing with abrasive materials
- Medical and food applications
- Large format 3D prints
- High-speed prints
Printing with non-abrasive materials requiring high temperature
Although in general the most common materials have printing temperatures below 280 oC, there are some engineering filaments whose printing temperature may be slightly above as is the case of polycarbonate or even well above as PEKK. In these cases it is essential to select a hotend whose components are capable of withstanding high temperatures. For this purpose, both the heating block and the nozzle are made of nickel-plated copper. In addition, they must be accompanied by an All-Metal heatbreak with the lowest possible coefficient of thermal transmission, such as those made of titanium or bimetallic compounds .
Due to the limitation of the thermistors, it will be essential that the hotend performs the temperature measurement through a thermocouple or a PT100 probe .
In the case of using a direct extruder, the heatsink must be of high quality and be refrigerated as best as possible .
Among the options available, probably the best for this type of application are the Mosquito and Copperhead hotends from Slice Engineering.
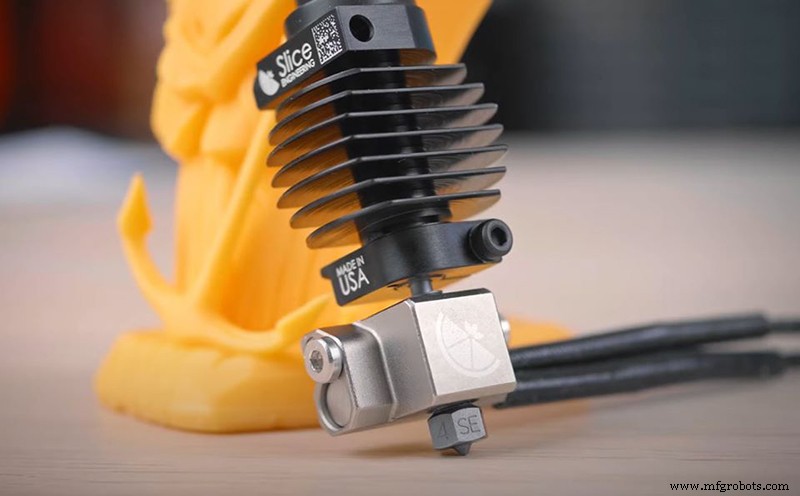
Image 9:Slice Copperhead. Source:sliceengineering.com
Printing with abrasive materials requiring high temperature
Probably one of the most demanding cases. The choice would be the same as in the previous case, except that it would be necessary to replace the nickel-plated copper nozzle with one suitable for abrasive materials such as the Hardened Steel Nozzle or the E3D Nozzle X in sizes of 0.6 mm. Both compatible with Slice Engineering hotends.
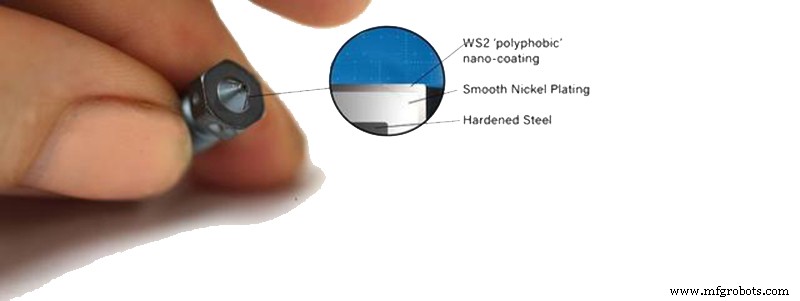
Image 10:Nozzle X. Source:e3d-online.com
Printing with abrasive materials
When using abrasive materials, but not required to reach temperatures above 285 oC, it is also advisable, as in the previouscase, to use an abrasion resistant nozzle and an All-Metal heatbreak. Although a Teflon heatbreak would also work properly, wear would be high, and ptfE tube needed to be replaced frequently. Within the metallic heatbreaks,titanium heatbreaks have greater durability in the face of abrasive materials due to their high hardness. However, in this case an aluminum heating block would be more than enough .
Medical and food applications
In the case of printing parts with biocompatible materials or for food use, the essential thing is to avoid contamination with metal residues that may cause toxicity. It is best that all components in contact with the filament are made of stainless steel or titanium. That's why an E3D V6 hotend with titanium heatbreak and stainless steel nozzle would be the perfect combination.

Image 11:Stainless steel nozzle. Source:e3d-online.com
Large format 3D prints
When printing parts with large volumes, the print time may be primed before the resolution. In these cases it may be useful to use nozzles with large diameters, greater than 1 mm. This involves using hotends capable of melting large filament flows at a reasonable rate. In these situations the V6 Volcano or Supervolcano system are one of the best options.

Image 12:V6 Supervolcano. Source:e3d-online.com
High-speed prints
As in the previous case, the limit is determined by the speed at which our hotend is able to melt the filament. Although in this case both the V6 Volcano and V6 Supervolcano system would be suitable, the optimal option is the use of Solex nozzles with "Core Heating Technology" technology capable of reaching flow rates of up to 30 mm3/s and compatible with both E3D and Slice Engineering hotends.

Image 13:Nozles 3DSolex. Source:3dsolex.com
In many cases, our needs are not limited to only one of these cases, so it will be necessary to seek a compromise that allows adequate performance in several situations.
However, it is ideal to have a highly modular system such as the E3D V6 or the new Copperhead from Slice Enginnering. Thanks to these two systems it is possible to reconvert our hotend to provide maximum performance in each situation .
3D打印