

仪表类型 - 完整概述 [带图像]
在本文中,我们将讨论仪表的类型 ,它们的用途以及它们的图像。让我们从仪表的定义开始。
什么是量规?
仪表 是用于检查各个零件的侧面形状和相对位置的工具,但没有配备刻度可调构件,因此被理解为单副作用型测量工具。
测量仪器和量规之间的明显区别并不总是被观察到。一些称为量规的工具主要用于测量或布局工作。甚至一些主要用于测量的也给出了不同的测量值。
仪表类型
每个行业使用的不同类型的仪表如下:-
- 插头普通量规
- 快照类型
- 戒指类型
- 针规
- 卡尺量规
- 塞尺
- 螺距规
- 半径和圆角规
- 板规和线规
- 指示仪表
- 气压计
- 锥度规
- 螺纹量规
1。普通塞规

普通塞规是圆柱型量规,用于检查许多不同形状和尺寸的孔。它们用于检查制造零件的内径限制。有直圆柱孔、锥孔、螺纹方孔和花键孔的塞规。
这些普通塞规由适当的耐磨钢制成,手柄由任何合适的钢制成,例如用于重型普通塞规的轻金属手柄或适用于较小普通塞规的非金属手柄。
普通塞规的测量表面硬化至至少 750 H.V.并且经过适当的稳定、接地和研磨。
普通塞规是双端的,最大尺寸为 63 毫米,单端尺寸大于 63 毫米。
普通塞规用“GO”和“NOGO”表示。
普通塞规的种类
1. GO和NOGO 尺寸不超过 10 mm. 的普通塞规
2. GO和NOGO 超过 10 mm 尺寸的普通塞规 最大 30 毫米 (锥形插入式)
3. GO和NOGO 30 mm 以上尺寸的普通塞规 最大 63 毫米 固定式。
4. 去和NOGO 超过 63 mm 尺寸的普通塞规 最大 100 毫米 固定式。
5. 去和不去 100 mm 尺寸的普通塞规 最大 250 毫米 扁平型。这是一个壳形塞规。每个插头都减轻了重量。
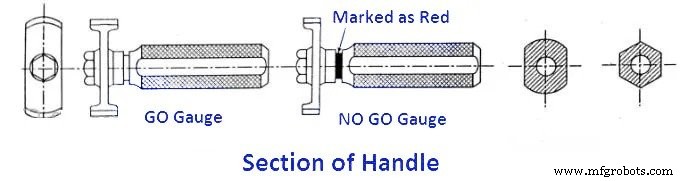
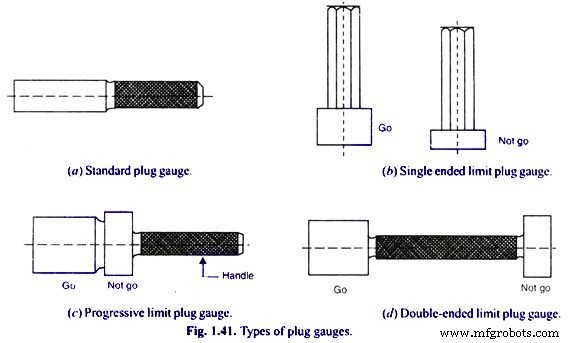
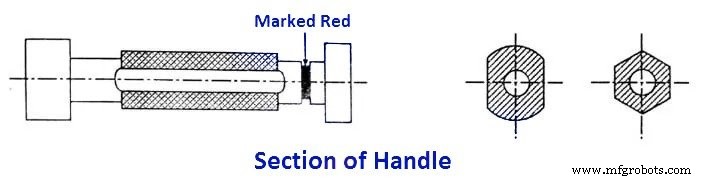
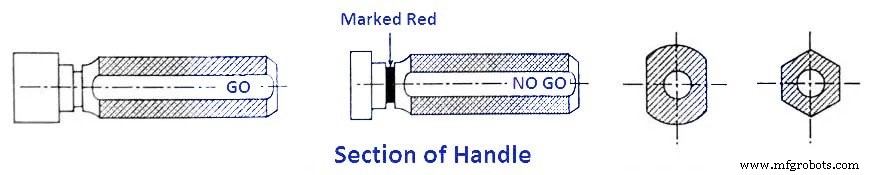
图为标准塞规,用于测试圆柱孔的公称尺寸。
图鞋是一种用于测试尺寸极限的双端极限塞规。在一端,它有一个最小限制尺寸的插头,即“go”端和;另一端是最大限制的插头,即“禁止”端。这些末端可从手柄上拆卸下来,以便在佩戴时可以单独更换。
在渐进式极限塞规图中,量规的“通行”和“不通行”部分位于手柄的同一端。
较大的孔用环形塞规测量,环形塞规采用外壳结构,重量轻,扁平塞规采用圆柱直径截面形式制成。
2。卡规

卡规 是用于检查外部尺寸的量规类型。轴主要用卡规检查。它们可以是实心的、渐进的或可调节的或双端的。图中最常见的类型如下:
- 实心或不可调节的卡尺或卡规,带有“通行”和“不通”两端,用于大尺寸。
- 可调节卡尺或卡规用于较大尺寸。
- 带有“通过”和“不通过”两端的双端实心卡规用于较小的尺寸。
这是由两个固定砧和两个可调节砧组成的,一个用于“通过”,另一个用于“不通过”。这些仪表的外壳有两个重新评估,以接收用两个螺钉固定的测量砧。在 3 至 8 毫米的可用调整范围内,将砧板设置为指定尺寸。可调量规可用于测量一系列不同尺寸的轴,只要直径在量规的可用范围内。
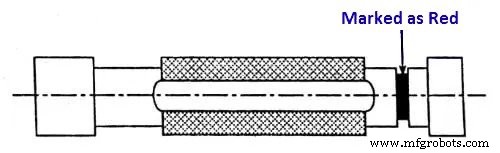
3。环规

环规 用于测试外径。它们可以更准确地检查轴,因为它们包含整个表面。然而,环规制造成本高,因此用途有限。此外,环规不适用于测量轴中部的轴颈。
一种普通型标准环规如图所示。在限位环规中,“通过”和“不通过”端由外围的环形凹槽标识。约 35 毫米以上的所有量规均采用法兰连接,以减轻重量并便于搬运。
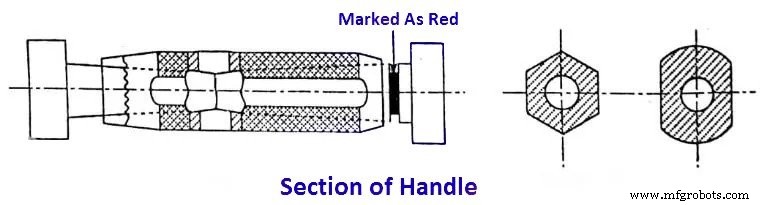
4。针规

当要检查的孔大于75mm时,如汽车气缸,可以使用如图所示的销规。销规 就是这样的量规。
测量时将量规纵向放入缸筒内,测量完成。这些量规对于测量凹槽或槽特别有用。
针规测量什么?
PIN GAUGE是精确地按照固定尺寸的销形状。 PIN GAUGE的主要用途是测量和检查小孔的直径,也可以作为几何偏差测量的试棒。
5。卡尺量规
一个卡尺 类似于卡规,但用于检查产品的内部和外部尺寸。内径(孔径)在卡尺的一端测量,而外径在另一端(轴径)测量。
6。塞尺

塞尺 是用于检查配合服务之间间隙的量规类型。它们以一组钢的形式制成,精密加工的刀片厚 0.03 至 1.0 毫米,长 100 毫米。如图所示,刀片设置在支架中。每个刀片都有其厚度的指示。
印度标准规定了 7 组塞尺:编号 1、2、3、4、5、6、7,其不同之处在于其中的刀片数量和更宽的厚度范围。薄刀片的厚度在 0.03 到 1 毫米组中相差 0.01 毫米,在 0.1 到 1.0 毫米组中相差 0.05 毫米。
为了找到间隙的大小,插入一个或两个刀片并尝试在接触面之间进行配合,直到找到合适厚度的刀片。
7。螺距规

螺距规 用作挑选所需螺钉和检查螺纹螺距的日常工具。它们由许多扁平刀片组成,这些刀片被切割成给定的间距并在如图所示的支架中枢转。每个刀片都印有每英寸的螺距或螺纹数,并且刀柄承载和标识号,用于指定螺纹。该套件适用于 60 度角的公制螺纹,适用于 55 度角的英制螺纹。
用于测量具有 20 个刀片的公制螺纹的一组螺距为 0.4 至 6 毫米,而具有 16 个刀片的英制螺纹的螺距为每英寸 4 至 28 个螺纹。
在检查螺纹的螺距时,选择最接近的相应量规刀片并将其应用于要测试的螺纹。可能需要尝试多个刀片,直到找到正确的刀片。
8。半径和圆角规
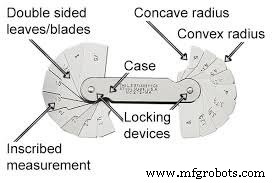
这些类型的量规的功能是在 1 到 25 毫米的范围内检查凸面和凹面的曲率半径。如图所示,仪表由成组的薄板制成,在末端弯曲成不同的半径。每组由16片凸片和16片凹片组成。
9。板规和线规
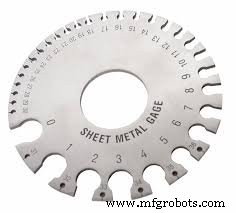
通过板规检查钣金的厚度 , 和线径通过线规。图中板规用于检测0.24-5.0mm的板厚,图中线规0.1-10mm。
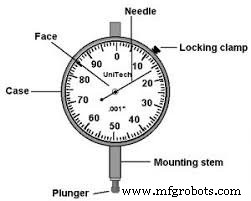
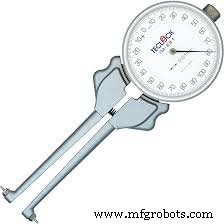
10.指示仪表
指示仪表 是量规的类型,它们采用一种方法来放大尺寸偏离量规的给定标准的大小,加减量。它们用于测量几何形状和尺寸的误差,并用于测试服务的相对于彼此的真实位置。除此之外,指示计还可用于检查机器的两个齿轮、皮带轮、主轴和其他各种旋转部件的跳动。
指示仪表可以是表盘式或杠杆式,前者使用最广泛。
11.气压计

气动或气压计主要用于通过压缩空气确定孔的内部特性。空气表按操作分为两种:流量型和压力型
流动型的工作原理是在恒定压力下改变空气速度,而压力型的工作原理是空气从孔口逸出。
图说明了目前应用较为广泛的流量式仪表的原理。通过过滤器清洁和干燥的压缩空气通过装有恒压指示浮子的垂直锥形玻璃管。
然后空气通过一根柔性软管进入测量头,从一个或多个孔口逸出。流量由测量头和工件之间的空间大小控制,玻璃管中不同的空气流速覆盖指示器浮子以呈现不同的垂直位置。这记录在刻度盘中,刻度盘以几分之一毫米为单位进行校准。
12.锥度规

测试锥度最令人满意的方法是使用锥度规。它们还用于在某个点获得锥度的直径。锥度规有塞规和环规两种形式,通常遵循与塞规和环规相同的标准结构。锥度塞环规如图所示。
检查锥孔时,将锥度塞规插入孔中并对其施加轻微压力。如果在孔内不晃动,则说明锥角正确。在环规中测试锥形主轴也遵循相同的程序。
通过注意量规进入锥形孔或锥形主轴进入量规的距离来测试锥度直径的尺寸。量规上的标记显示了锥形大端的正确直径。
为了测试锥度的正确性,在量规上沿长度或在孔中沿锥体的母线等距画出两条或三条粉笔或铅笔线。然后将量规插入孔中并稍微转动。如果线条摩擦不均匀,则锥度不正确,必须调整机器中的设置,直到线条沿其长度均匀摩擦。不用在量规上画线,可以涂上一层薄薄的油漆(红铅、炭黑、普鲁士蓝等)。
锥孔的精度是通过锥孔来测试的,锥孔是通过图中所示的锥度极限量规来测试的。这有两条检查线“通过”和“不通过”,每条线距端面一定距离。 “go”部分对应最小维度,“no go”对应最大维度。
13.螺纹规
用螺纹量规检查螺纹(螺纹的中径)。检查内螺纹(螺母、衬套等)时使用塞螺纹量规,而检查外螺纹(螺钉、螺栓)时使用环螺纹量规或卡规。单件螺纹量规用于测量小直径。对于大直径,量规由带有柄脚的可拆卸塞子制成。标准量规是单件的。
常用螺纹量规类型如图:
标准塞规:可以制作各种类型的
- 只有螺纹部分的塞规
- 一端为螺纹部分,另一端为平面圆柱塞,以提供正确的“芯”直径
- 带芯径和全径的螺纹量规。
限位塞规:“通”端有一个长螺纹段,“不通”端有一个短螺纹段,分别对应最小和最大限制。
滚子环规:同样有“通过”和“不通过”两端。它们也是坚固且可调节的
滚子卡规:滚子卡规通常在生产实践中用于测量外螺纹。它们由一个主体、两个成对的“通过”滚轮和两个成对的“不通过”滚轮组成。
锥螺纹量规:用于检查锥螺纹。环形螺纹量规(锥度)有两种类型 - 刚性(不可调节)和可调节的。 “通行”的不可调节环规为全螺纹,而“不通行”的环规为截断螺纹。
14.形状量规
形状规可用于检查工件轮廓的轮廓是否符合某些形状或形状规格。
模板量规
由钢板制成的形状量规称为型材或模板量规。轮廓量规可能包含两个轮廓,代表轮廓必须位于的范围内,如图所示。
这些都是仪表的类型。希望你喜欢这篇文章。请就您阅读有关仪表类型的这篇文章发表评论。
工业技术