

使用高速主轴有什么好处?
微型钻头和立铣刀经常缺乏主轴转速,导致表面光洁度差、生产率低和切削刀具损坏。这里有一些选项和建议来解决这个非常常见的问题。
“微型”和“微加工”是如何定义的?
尽管许多专家建议任何直径小于 1/8" 左右的钻头或立铣刀都可以作为微型刀具,但目前还没有官方答案。
更重要的是,这些刀具通常需要比大多数 CNC 机床所能提供的更高的主轴速度——没有它们,结果通常是不理想的。
考虑一些日常材料的推荐切割速度。
山特维克可乐满建议机械师从每分钟 492 英尺 (SFM) 开始加工奥氏体和双相不锈钢。 Guhring 说 620 SFM 是粗加工大多数铸铁的良好速度。 Harvey Tool 建议低碳钢使用 600 SFM,锻铝使用 1,000 SFM。其他刀具制造商也提供了类似的建议。
在第一个示例中,直径为 3/16" 的立铣刀需要至少 10,000 RPM 的主轴速度才能达到正确的操作参数;最后,相同的刀具需要达到至少两倍的 RPM 才能满足推荐的表面速度. 随着刀具变小,情况会呈指数级增长。例如,Iscar 的刀具顾问计算出,在加工合金钢时,1/32" 立铣刀需要超过 56,000 RPM。
在每个人都伸手拿计算器检查这些数字之前,一个明确的信息:即使是专为模具制造或光学工作而设计的高端加工中心,在这个微观领域进行铣削和钻孔时也会出现短缺,实时-工具车床和商品数控设备更加落后。机械加工物理这一简单事实,最重要的是决定了何时将切削工具视为微型,因此需要特别注意。
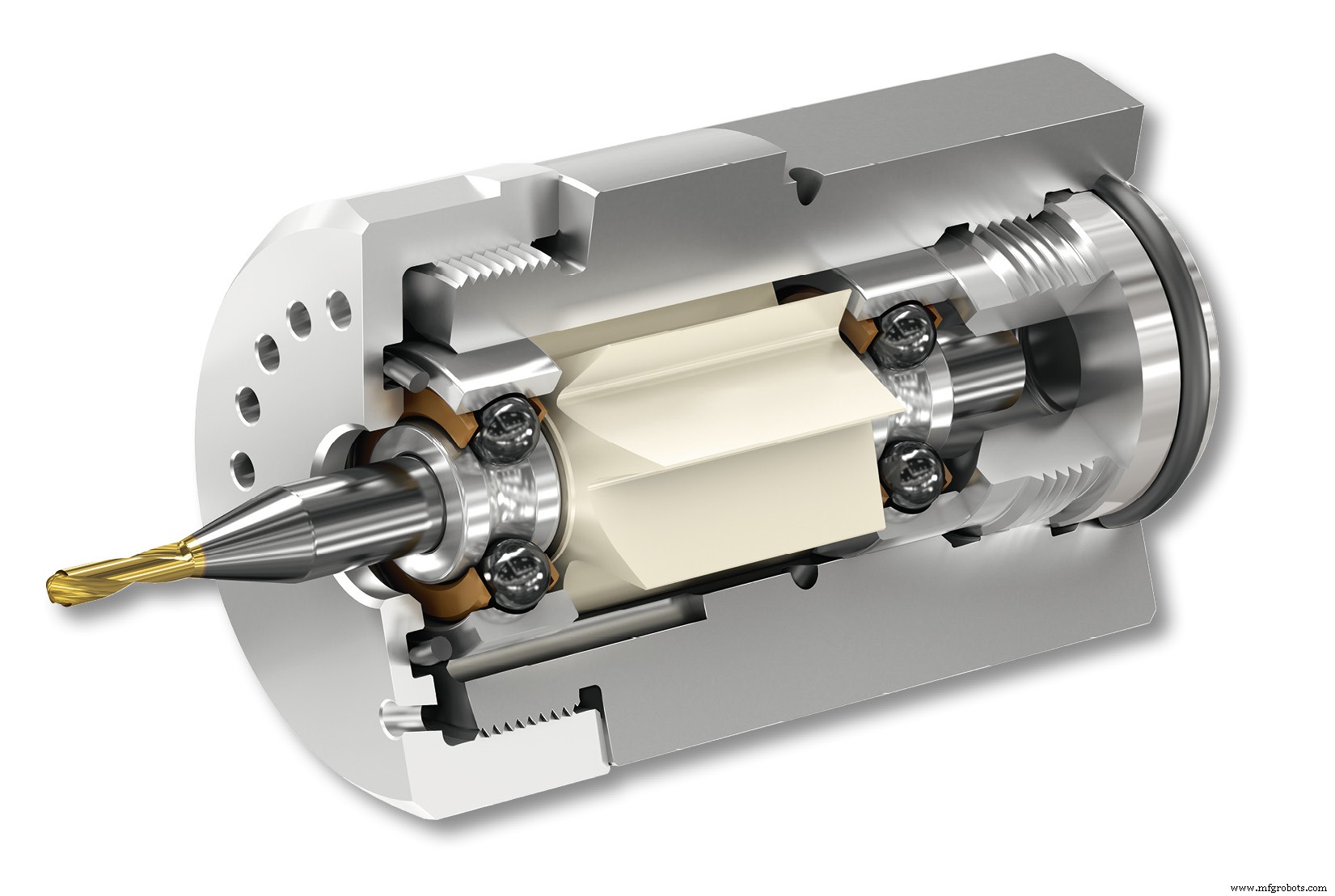
好消息是,无论机床、材料或刀具尺寸如何,都有一种简单的方法可以解决主轴转速不足的问题。众所周知,加速器头旨在提高任何机器主轴的转速。他们这样做的同时确保 CNC 钻孔和轻型铣削工作的最大可靠性和精度,特别是在精加工操作中。有多种配置可供选择,其中包括由空气或电力驱动的装置、主轴切削液或使现有主轴旋转倍增的内部齿轮系。
克服忧郁

Mike Gabris 在使用“主轴加速器”这个词时很小心。 NSK 美国公司的工业销售经理说,“speeder”通常指的是刚才提到的齿轮驱动装置。
“任何时候你在方程中加入齿轮,都会引入振动、热量和热变形等特性,”他说。 “这些都不是高速主轴可接受的特性。”
相比之下,该公司首选的解决方案是使用独立于机床主轴运行的无刷电机主轴,其产生的速度远高于纯机械设备所能产生的速度,并能成功进行微纳米加工。
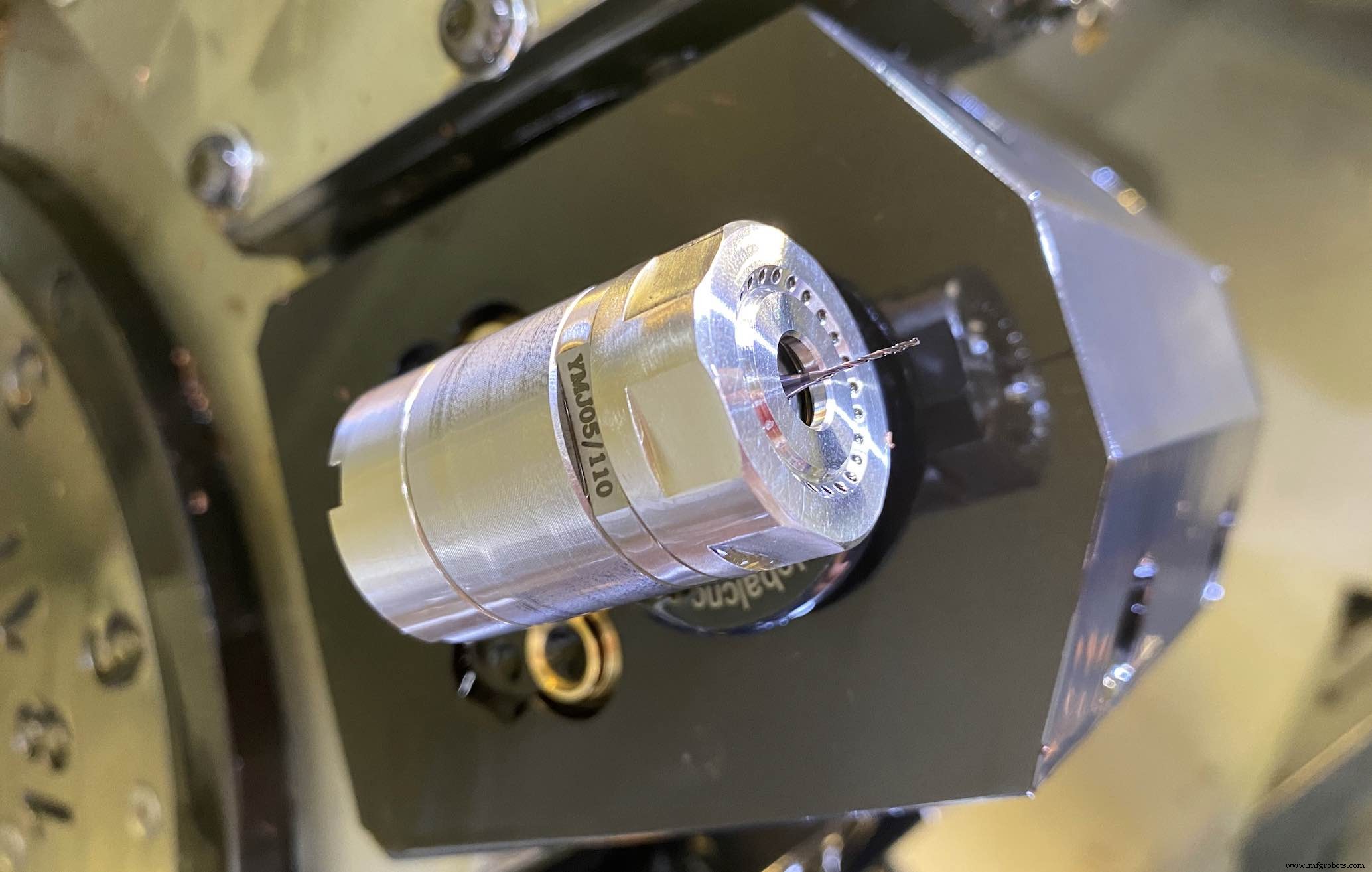
“我们提供各种高速气动和电动主轴,但我们的最新型号是 iSpeed5,它的运行速度为 60,000 至 80,000 RPM,无需手动连接任何线路或电线,”Gabris 说。 “它集成在一个安装在主轴面上的挡块中,并提供来自外部控制器的电力、冷却空气和控制信号。这使它成为一个完全可换刀的电主轴——考虑到越来越多的商店希望熄灯运行,这是一个越来越重要的考虑因素。”
除了对无人值守加工的渴望之外,Gabris 说 iSpeed5 的目标受众是任何使用小直径工具的人,他将其定义为直径小于 1/16" 的刀具。模具制造是一个很大的市场,他说,因为是航空航天和医疗制造。“其中许多客户已经熟悉我们的其他高速主轴解决方案,其中一些可以达到 160,000 RPM 的速度。iSpeed5 将是一个受欢迎的补充。”
压倒
美国 WTO 的高速锭子产品专家 Andy Jones 说,他提供了一种更简单、更便宜的替代方案。 CoolSpeed mini 是一种涡轮驱动主轴,由机床切削液系统中的冷却液、油雾或气雾驱动。 “压力越大,主轴转速越高,”琼斯说。
“145 psi (10 bar) 的冷却液或机油将提供 40,000 RPM,而 870 psi (60 bar) 则可达到 75,000 RPM,”他说。 “在正常车间气压(约 72 psi 或 5 bar)下运行的雾化系统可让您达到 50,000 RPM。这是为任何加工中心或车床配备非常高的主轴速度的好方法,而成本仅为传统调速器的一小部分。”
琼斯说,CoolSpeed mini 具有独特的设计。当切削工具磨损时,操作员将其连同装置的压入轴承和涡轮一起移除,然后将一组新的轴承和涡轮压到替换工具上,并将本质上是一个旋转组件重新安装回头部。他解释说,轴承设计为一次性的,但仍提供 4 微米 (0.0001") 或更好的动态跳动,并且比许多切削工具成本更低。
启动套件配有一个 25 毫米 CoolSpeed mini、一个装配装置、一个压力表、一个 25 毫米压力表适配器和三个替换套件,每个套件包括一对轴承和一个涡轮机。 “启动和运行所需的一切设备的价格只是传统主轴调速器成本的一小部分,”琼斯说。
“支持 3、4 和 6 毫米的刀柄,整个装置足够小,可以装入标准的液压或机械刀柄。无需维护,无需将硬件安装到机器主轴上,无需安装控制箱或运行线路,投资回报非常迅速,”他说。
继续超速
无论采用哪种高速主轴解决方案,在操作过程中都需要考虑一些最佳实践。也许最重要的是:不要满足于主轴转速不足。正如一开始所讨论的,现代切削工具需要比过去高得多的速度,没有它们,刀具寿命和零件质量就会受到影响。
此外,与更快的主轴速度相称的进给率的机会丢失了——请记住,这里增加五倍意味着五倍或更多的金属去除。以下是在加快加工速度的道路上需要牢记的其他一些事项:
- 在气动主轴上,请务必使用压力调节器和经过过滤的清洁车间空气。此外,将压力保持在制造商的建议范围内。
- 同样,冷却液驱动的主轴需要不含油和金属细屑等污染物的切削液。如果使用高压冷却系统,请确保不要超出主轴的能力。
- 请注意,高速主轴无法去除重金属,就像前面讨论的微型工具一样。此处的经验法则是在加速进给速率下实现小切深。
- 尽管进给率更高,但也存在潜在的不利因素:您的机床控制和伺服系统能否跟上与高速微加工相关的精细运动和小块长度?如果没有,可能需要进行一些硬件和软件升级。请与您的机器制造商联系以获取可用选项。
最后,请记住,刀具跳动对于任何铣削或钻孔操作都至关重要,但在主轴转速较高时更是如此。
始终使用最高质量的刀柄和切削工具,保持清洁和维护良好,并在安装后仔细检查工具(最好在机器中)。
您的车间是否使用高速主轴?您可以分享哪些技巧和窍门?请在下面的评论中告诉我们。
工具:评估美国制造业的健康状况:
工业技术