

人工心脏瓣膜
背景
心脏瓣膜充当止回阀,打开和关闭以控制血流。这个循环每年发生约 4000 万次,平均一生中发生 20 亿次。天然阀门可能会出现几个问题,要么阀门开口变窄,要么可能无法完全关闭。第一种情况会降低泵送效率并限制泵送到身体的血液量。第二种情况会减少流向身体其他部位的血液量,并导致肺部压力过大,也限制了它们的效率。在美国,每年有超过 80,000 名成年人接受外科手术以修复或更换受损的心脏瓣膜。
人工心脏 瓣膜由血液流过的孔口和关闭和打开孔口的机构组成。人工心脏瓣膜有两种类型:由合成材料制成的机械装置;以及由动物或人体组织制成的生物或组织瓣膜。一般而言,生物瓣膜用于65岁以上或不能服用抗凝剂的患者。机械瓣用于机械瓣在另一个位置,中风,需要双瓣置换的患者,通常推荐给40岁以下的患者。这类瓣膜需要患者服用抗凝药物。
机械阀根据启闭机构可进一步细分为三种类型。这些机制是:一个往复运动的球、一个倾斜的圆盘或两个半圆形铰链小叶。第一种类型基于球笼设计,它使用橡胶球,该球在由钴铬合金制成的金属笼中摆动。当阀门打开时,血液流过球和外壳之间的主孔口和辅助孔口。其中约有 200,000 个已被植入。
倾斜盘阀使用一个圆盘,由伸入孔口的线状臂固定。当圆盘打开时,主孔口被分成两个不相等的孔口。这些瓣膜中约有 360,000 个已被植入。当前的设计由两个半圆形小叶组成,通过铰链机构连接到孔口外壳。小叶在打开时分开,在中心和侧面产生三个流动区域。已植入超过 600,000 个双叶瓣。
历史
第一次记录在案的心脏瓣膜外科手术发生在 1913 年。直到 1962 年才开始更换病变瓣膜,当时第一个成功的生物瓣膜是使用捐赠者的人体组织发明的。球阀是第一种机械阀,大约在同一时间开发。 Miles Edwards 是一位电气工程师,他于 1950 年代创立了一家名为 American Edwards Laboratories 的医疗设备公司,他因共同发明了第一个商用人造心脏瓣膜而受到赞誉。在 1969 年推出第一个成功设计后,圆盘瓣膜在 1970 年代开始流行。降低的高度提高了临床表现。双叶设计于 1977 年首次推出,并在 1980 年代变得更加流行。
材料的进步也有助于刺激机械阀门的发展。 1965 年, 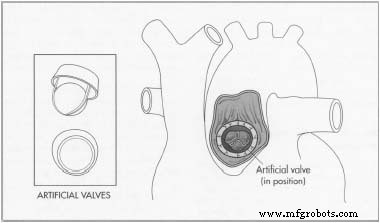 人造心脏瓣膜由一个供血液流动的孔口和一个关闭和打开孔口的机构组成。来自通用原子公司的科学家 J. C. Bokros 博士正在研究用于核燃料应用的热解碳材料。由于该材料的特性适用于生物医学应用(耐用性、血液相容性),他将其用于制造人工心脏瓣膜。今天,大约 90% 的植入机械心脏瓣膜至少有一个热解碳部分。
人造心脏瓣膜由一个供血液流动的孔口和一个关闭和打开孔口的机构组成。来自通用原子公司的科学家 J. C. Bokros 博士正在研究用于核燃料应用的热解碳材料。由于该材料的特性适用于生物医学应用(耐用性、血液相容性),他将其用于制造人工心脏瓣膜。今天,大约 90% 的植入机械心脏瓣膜至少有一个热解碳部分。
1976 年,医疗器械(包括人工心脏瓣膜)归美国食品药品监督管理局 (FDA) 管辖。随后,FDA 发布了心脏瓣膜上市前批准 (PMA) 应用指南。 1993 年,FDA 发布了基于客观性能标准的指导文件。这设定了 800 个瓣膜年 PMA 研究所需的最小随访量。
机械阀的性能值得注意。球阀使用了 30 多年,只有十几个结构问题,对患者没有造成重大伤害。经过 15 年的经验,倾斜阀的故障率不到 1%。最受欢迎的双叶瓣类型仅向 FDA 报告了几十次故障。然而,在 2000 年初,一家阀门制造商因 2% 存在泄漏问题而召回了镀银阀门 的患者。总之,在使用中的大约 100 万个阀门中只有大约 50 个故障。
现在全世界每年大约有 265,000 个人工瓣膜被植入,价值超过 7 亿美元。其中约 60% 是机械阀门,市值约为 4 亿美元。在过去的几十年里,世界各地的患者已经植入了超过 200 万个机械瓣膜。
原材料
大多数人造瓣膜由钛、石墨、热解碳和聚酯制成。轴承座或外圈使用钛,双叶使用热解碳涂层石墨,内圈使用100%热解碳。有时会用钨浸渍热解碳,以便在植入后可以很容易地看到瓣膜)。用于将瓣膜连接到心脏的缝纫袖口由双丝绒聚酯制成。
钛因其强度和生物相容性而被使用。外圈已经由外部制造商制造,并由机加工棒料制成。用于将袖带固定到位的锁环和金属丝也由钛制成。聚酯以管的形式出现。所有塑料部件都由供应商去毛刺,包括去除表面的任何凸起。有时阀门制造商可能需要对某些零件进行去毛刺。
热解碳涂层是通过在 3,272-4,172°F(1,800-2,300°C)的温度下将气态碳氢化合物(通常是甲烷)沉积在加热的石墨基材上的腔室中制成的。这些气体分解成碳。内圈由 100% 热解碳制成,使用另一家制造商的流化床工艺。这种材料的原子微观结构有助于抵抗开裂,使其具有延展性。然而,处理方法仍然会引入必须检测的微裂纹。
制造过程
- 1 除聚酯袖口外,大部分部件均由第三方制造。这些是通过缝纫过程制成的,包括各种循环、折叠和缝合步骤。因此,制造过程主要包括各种组装和检查步骤。
组装
- 2 组装在洁净室中进行,以避免污染。小叶连接到内环,然后放置在外壳或外环中。
- 3 正在制作缝纫袖口。然后使用特殊的加压加热过程在阀门周围形成袖口,该过程在数百度下进行。然后将瓣膜安装到外科医生用于植入的旋转器组件中。
灭菌包装
- 4 阀门组装和测试后,在双层塑料容器中进行消毒。使用蒸汽灭菌,其温度高达 270°F (132°C),时间为 15 分钟或更长时间。为确保灭菌过程有效,内部放置了生物指示剂。如果指示器显示没有细菌或其他活生物体生长,则阀门及其包装已正确消毒。然后将每个塑料封装的阀门包装在一个盒子中以便运输。
质量控制
在组装之前,所有组件都经过目视、尺寸和功能检查,以确保它们符合规格。测量每个环的直径并分配一个尺寸,然后将其与适当的双叶相匹配,以确保它们能够组合在一起。使用高倍放大的显微分析用于检查部件是否有划痕。在组装过程中总共进行多达 50 次检查。
验证测试用于确定潜在有缺陷的心脏瓣膜的结构质量。在这种方法中,使用特殊的加压夹具将阀门加载到一定的应力水平,以查看它是否会在该应力下失效。在压力测试期间,声发射技术用于检测可能无法检测到的微小裂纹,从而可以拒绝这些阀门。阀门经过消毒和包装后,将对其进行检查以确保标签准确无误。
副产品/废物
由于严格的质量控制程序,在组装过程中产生的废物很少或没有。如果可行,任何废料都会被回收。有缺陷的组件将返回给制造商。某些用于清洁的化学品必须按照安全规定妥善处理。
未来
血液凝固仍然是机械瓣膜的一个问题,制造商不断改进设计,有时使用超级计算建模工具以及外科手术。孔口的形状正在改进,以减少压力损失、湍流和剪切应力。通过使用更坚固的材料来最大化流动面积,从而最大限度地减少壁厚。将阀门的侧面逐渐变细可以更有效地泵血。手术也正在开发中,只需要 3-4 英寸(8-10 厘米)的切口,而不是 12 英寸(30 厘米)。制造效率将继续提高。
研究人员正在研究用足够灵活的塑料材料制造心脏瓣膜,以模拟打开和关闭动作。这种方法可能不需要抗凝药物。其他人正致力于开发由患者自身细胞制成的人造心脏瓣膜。使用绵羊进行的实验已经成功。这两种发展都可能需要几十年才能投入实际使用。
制造工艺