

指甲
背景
钉子由一根金属杆或柄组成,一端为尖头,另一端通常有一个成形的头部,可将其敲入木块或其他材料中以将它们固定在一起。钉子通常由钢制成,但也可以由铝、黄铜或许多其他金属制成。可以对表面进行涂层或电镀,以提高其耐腐蚀性、抓握强度或装饰性外观。根据指甲的预期功能,头部、柄部和尖端可以具有多种形状。在当今美国制造的近 300 种钉子中,大多数用于住宅建筑。平均每栋木结构房屋使用 20,000 至 30,000 个不同类型和尺寸的钉子。
指甲根据长度分为三大类。通常,长度在 1 英寸(2.5 厘米)以下的钉子称为大头钉或钉子。长度为 1-4 英寸(2.5-10.2 厘米)的钉子称为钉子,而长度超过 4 英寸(10.2 厘米)的钉子有时称为钉子。这些类别是粗略定义的,它们之间存在相当大的交叉。
钉子的长度以便士为单位测量。这个术语来自 1700 年代后期英格兰使用钉子,当时它指的是一百个这种大小的钉子的价格。例如,“十美分的钉子”每百美分要花费十美分。 penny 的符号是“d”,如 10d。这种名称被认为可以追溯到罗马帝国时代,当时一种类似的手工锻造钉子测量形式涉及一种称为 denarius 的普通罗马硬币。 今天,便士一词只定义了钉子的长度,与价格无关。最短的指甲是 2d,长 1 英寸(2.5 厘米)。 10d 指甲长 3 英寸(7.6 厘米),16d 指甲长 3.5 英寸(8.9 厘米)。在 2d 和 10d 之间,每个便士指定的指甲长度增加 0.25 英寸(0.64 厘米)。超过 10d,长度和名称没有逻辑进展。
美索不达米亚可能早在公元前 3500 年就开始使用钉子了。 并且可能由铜或青铜制成。后来铁 被用来做指甲。早期的钉子是用锤子塑造或锻造的。它们通常一次制作一个,因此稀缺且昂贵。到 1500 年代,开发了一种机器,可以生产长而扁平的铁条,称为钉棒。然后可以将这些条带切成一定长度、尖头和头部。钉子在早期的美国定居点中非常宝贵,以至于 1646 年弗吉尼亚州立法机构不得不通过一项措施,以防止殖民者在搬迁时烧毁他们的旧房屋以回收钉子。 1786 年,美国的 Ezekial Reed 和英国的 Thomas Clifford 分别于 1786 年和 1790 年获得了两台早期制钉机的专利。这些机器从扁铁板上切割出锥形件,然后将头部压平。在农村地区,直到 20 世纪,铁匠继续用熟铁制作钉子。大约 1850 年,第一台用金属丝制造钉子的机器在美国推出,如今这种技术被用于制造大多数钉子。
设计
今天在美国生产的 300 种不同类型的指甲中的大多数不需要新的设计工作。一旦设计了钉子,就会开发用于其制造的成型模具和工艺,然后大量生产钉子。
大多数指甲都有一个宽阔的圆形头部。修整钉有一个狭窄的锥形头部,可以将它们埋在材料表面下方并覆盖以产生光滑的表面。装饰钉有装饰头。双头钉用于固定混凝土浇筑中使用的木模板。钉子被钉入第一个头部,使第二个头部突出。突出的头部使钉子可以轻松移除,一旦混凝土硬化,模板就可以快速拆除。
刀柄通常设计成圆形和光滑的。当需要更牢固、更持久的抓地力时,可以使用带有锯齿、环形凹槽、螺旋槽或螺旋螺纹的刀柄。也可以在轴上添加热塑性涂层。这些涂层在钉子被驱动时通过摩擦加热,然后快速冷却并固定以将钉子锁定到位。柄的直径由钉子的类型决定。大多数钉子,称为普通钉子,具有相对较大的直径。盒钉,最初用于制作薄壁盒,其柄部直径比普通钉小。修整钉的柄部直径非常小,以便尽可能制作出最小的孔。
最典型的钉尖是四面锥形切割,称为菱形尖。其他钉子可能有一个钝点,以防止分裂某些木材。凿尖、倒刺尖、针尖和许多其他尖头有时用于特殊指甲。
随着新建筑材料的出现,钉子制造商致力于开发新的钉子。有用于瓦屋顶、硬木地板、木瓦、雨水槽、墙板、金属板和混凝土的特殊钉子。一些新的钉子被设计成由气动钉枪而不是锤子驱动。甚至还有为航空航天工业的特定应用而设计的新钉子。
 这台 19 世纪中期的大型剪钉机使用剪切动作从杆上剪下钉子铁。 (来自亨利福特博物馆和绿地村的收藏。)
这台 19 世纪中期的大型剪钉机使用剪切动作从杆上剪下钉子铁。 (来自亨利福特博物馆和绿地村的收藏。)
钉子是建造木结构建筑必不可少的。然而,情况并非总是如此。直到 18 世纪后期,美国人使用重型木框架建造木结构建筑。在这些巨大的木材必须固定在一起的地方,柱子或横梁的一端会被切割成一个榫舌(“榫头”),并装入相邻横梁上切出的孔(“榫眼”)中。可以通过将木钉穿过连接木材中的螺旋钻孔来增加额外的强度。这种建造所涉及的技能和劳动是相当可观的。木匠必须是技术娴熟的人,因此在殖民地美国的价格很高。
直到 18 世纪末,钉子都是从英国进口或由当地铁匠制造。铁匠铺,或者通常是他的学徒,拿了一块大约 5 英尺长、直径 0.06-0.25 英寸的棒铁。他握住一端加热另一端,将其放在铁砧上,并使用锤子的平坦面将四个边逐渐变细,距末端约一英寸。然后,他用锤头或锤子的锋利末端,或坚硬的楔形附件在铁砧上切出一个缺口。他将杆的锋利一端插入铁砧上的一个锥形孔中,然后折断了短钉。然后,他用锤子快速敲了四五下,把钉子的末端弄平,然后在钉子上快速向上敲击,把它从砧孔中弹出。
1790 年至 1830 年间,欧洲和美国开发了几种机械装置,以加快生产速度并降低钉子的成本。因此,1830 年代初期在芝加哥发明了依靠钉子固定在一起的二乘四的气球框架房屋并非完全巧合。气球框架系统需要更少的木工技能和劳动力,并使用大量生产的钉子。
威廉 S. Pretzer
原材料
大多数钉子由钢制成。铝、铜、黄铜、青铜、不锈钢、镍 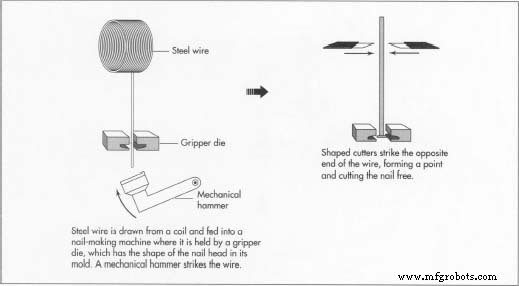 银、蒙乃尔合金、 锌、 和铁也被使用。镀锌钉涂有锌,以增加耐腐蚀性。蓝钢钉受到火焰的影响,使它们具有蓝色的氧化物涂层,从而提供一定程度的耐腐蚀性。所谓的水泥涂层指甲实际上涂有塑料树脂以提高其抓地力。一些布拉德被赋予彩色搪瓷涂层,以与他们紧固的材料的颜色融为一体。
银、蒙乃尔合金、 锌、 和铁也被使用。镀锌钉涂有锌,以增加耐腐蚀性。蓝钢钉受到火焰的影响,使它们具有蓝色的氧化物涂层,从而提供一定程度的耐腐蚀性。所谓的水泥涂层指甲实际上涂有塑料树脂以提高其抓地力。一些布拉德被赋予彩色搪瓷涂层,以与他们紧固的材料的颜色融为一体。
制造
过程
大多数钉子是由金属丝线圈制成的。将线材送入制钉机,每分钟可生产多达 700 个钉子。然后可以将钉子进一步扭曲或成型、清洁、精加工和包装。
成型
- 1 电线从线圈中拉出并送入制钉机,在那里由一对夹具模具夹住。钉头的形状已经加工到模具的末端。
- 2 当模具将电线夹紧到位时,电线的自由端被机械锤敲击。这使线的末端变形进入模腔以形成钉头。
- 3 电线仍夹在模具中,一组成型刀具敲击钉子的另一端,形成尖端并切割钉子,使其与从线圈上脱落的其余电线脱离。
- 4 模具打开,排出机构将钉子敲入机器下方的收集盘中。线材的自由端从线圈中拉出并送入机器。然后循环再次开始。
附加成型
- 5 将具有螺旋形扭曲、锯齿或其他表面结构的钉子送入其他机器,以滚动、扭曲、冲压或切割所需的形状。这可能是一个纯粹的机械过程,或者可能需要在成型前加热材料。
整理
- 6 在装有热烧碱的旋转桶中清洁指甲。这
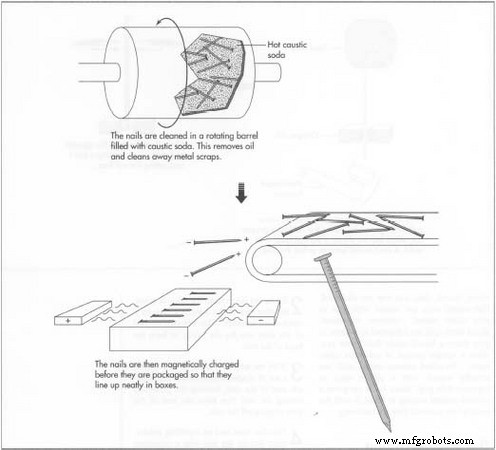 去除成型机中的任何油并清理可能附着在指甲。
去除成型机中的任何油并清理可能附着在指甲。 - 7 许多指甲在包装前都经过最后的光亮处理。这是通过将指甲放入热锯末的旋转滚筒中以轻轻抛光指甲表面来实现的。其他钉子可能会通过烤箱中的明火使它们变蓝。在称为热浸镀锌的过程中,镀锌钉浸入熔融锌罐中。也可以通过在填充有由锌粉和氧化锌组成的粉末的密闭容器中将指甲加热至约 570°F (300°C) 来施加锌涂层。其他涂有涂层的指甲要么浸涂要么喷涂,以获得最终的光洁度。
- 8 根据所需的公差,一些特种指甲可能还需要额外的热处理步骤。
包装
- 9 台磁力升降机将完成的钉子传送到称重机,称重机将它们放入打开的纸板箱中。当它们被放入时,磁场会将它们对齐,因此它们会整齐地堆叠在一起。打包后,将钉子消磁。钉子通常以 1、5、10、25 和 50 磅的盒装出售。较小的钉子,例如 brads,以 2 盎司或 4 盎司的盒子出售,并且包装时没有磁性对齐。
质量控制
原材料必须满足一定的化学成分、屈服强度、硬度、耐腐蚀性等性能标准。这些通常由供应线的公司认证,并且可能由钉子制造商独立检查。
在制造过程中,钉子还必须满足有关尺寸和特性的某些规范。这些是使用称为统计过程控制的方法实现的,该方法定期对正在生产的指甲的尺寸和特性进行采样,并通过统计分析技术评估任何变化。
未来
对量产商品钉的需求取决于房市的波动,房市随经济波动而变化。这些钉子的需求也受到外国制造商的竞争,进一步降低了利润。
另一方面,对专业美甲的需求预计将继续增长并盈利。新的建筑材料,如复合木纤维和水泥基壁板和屋顶,需要新的特种钉。用于指甲的新型耐腐蚀涂层也正在开发中。
一个独特的新指甲市场是全国各地加强建筑修复和保护工作的结果。马萨诸塞州的一家美甲厂生产老式剪指甲。他们估计,他们 20% 的工作是生产各种用于真实建筑修复项目的钉子。
制造工艺