

霓虹灯
背景
霓虹灯是由玻璃管制成的照明显示器,玻璃管充满气体并弯曲成字母或装饰图案的形状。当高压电流通过气体时,管子会发光。尽管最初在这些标志中使用氖气,但也使用了其他几种气体。这些气体,连同玻璃管的不同色调和荧光粉涂层,产生了超过 50 种绚丽色彩的光谱。霓虹灯可以像啤酒的小广告牌一样简单,也可以像拉斯维加斯赌场的多层立面一样复杂。
霓虹灯是从各种气体受到高压电流的科学实验演变而来的。 1856 年,海因里希·盖斯勒 (Heinrich Geissler) 将高压交流电通过密封在玻璃管中的低压气体,从而制造出光源。随后的实验表明,几乎所有的气体都会传导电流,并且许多会产生光。问题是大多数常见气体,如二氧化碳,会与密封管内的载流电极发生反应。这迅速降低了电极的效率,直到光溅出并消失。 1898 年,威廉拉姆齐爵士和莫里斯威廉特拉弗斯开发了一种分馏液态空气的方法。在这个过程中,他们发现了稀有气体元素氖、氩、氪和氙。在密封的玻璃管中使用这些气体,他们产生了从明亮的红橙色霓虹灯到强烈的灰蓝色或紫色氩气的彩色光源。这些气体不仅会产生有色光,而且它们在化学上是惰性的,不会与电极发生反应。
直到 1907 年,法国的 Georges Claude 和德国的 Karl von Linde 开发了一种更经济的方法,液态空气的分馏仍然是一种昂贵的方法。 Georges Claude 最初的兴趣是生产大量用于医院和工业的氧气。同样由这种蒸馏过程产生的稀有气体没有现成的市场,这促使克劳德寻求潜在的应用。利用拉姆齐和特拉弗斯之前的实验工作,他开始使用充满氖气的管子来推广照明标志。 1910 年,他在巴黎的一个博览会上展示了他的第一个霓虹灯招牌,并于 1912 年进行了他的第一个商业装置。到 1915 年,生意非常好,他成立了克劳德霓虹灯招牌公司并开始销售特许经营权。
1923 年,当洛杉矶汽车经销商 Earle C. Anthony 为他的 Packard 经销商购买了克劳德的两个标志时,霓虹灯招牌来到美国。在整个 1920 年代和 1930 年代,霓虹灯管被用于标牌和装饰展示,并且它们成为许多建筑物建筑的组成部分。到 1947 年,拉斯维加斯的几家赌场开始以精美的霓虹灯吸引人们的注意。
在 1950 年代和 1960 年代,霓虹灯标志慢慢被荧光灯管从内部照亮的塑料标志所取代。最近,霓虹灯在商业标牌和艺术媒介中卷土重来。在洛杉矶,霓虹艺术博物馆展示了历史和当代的霓虹作品。它还进行 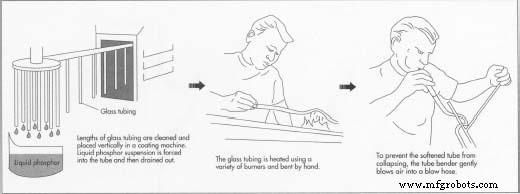 每月游览整个城市的霓虹灯展示的著名例子。
每月游览整个城市的霓虹灯展示的著名例子。
原材料
虽然氖气最初用于霓虹灯,但现在只用于生产红色和橙色。大多数标志中都使用氩气或氩气-氖气混合物。为了提高光的强度,在氩气中加入少量的汞以产生强烈的蓝光。这种光照射到玻璃管内部涂覆的各种发光磷光材料上,产生各种颜色。也可以使用各种颜色的光学色调,或者如果需要强烈的蓝光,玻璃可以保持透明。氙气、氪气和氦气有时用于特殊颜色效果。
霓虹灯使用的玻璃管由软铅玻璃制成,易于弯曲和成型。它的直径范围从 0.3 英寸(8 毫米)到 1.0 英寸(25 毫米),长度为 4-5 英尺(1.2-1.5 米)。
一段发光管的每一端的电极通常由非常纯的铁制成 由一端敞开的圆柱形玻璃护套或信封包围。一根导线连接到金属电极并穿过玻璃外壳的封闭端。封闭端密封在标志管的末端,开口端伸入管中。
为标志供电的高压电由变压器提供,该变压器将电线的 120 伏电压转换为标志的 15,000 伏电压。霓虹灯的典型额定电流为 30-60 毫安,尽管变压器的尺寸通常是该值的两倍。变压器使用称为 GTO 线的特殊电线连接到标志中的电极,该电线的绝缘电压至少为 7,500 伏。该电线还用于串联连接发光管的各个部分。电线通过一个由硼硅玻璃制成的绝缘外壳连接到变压器,一端带有弹簧连接。变压器和电线从单独的制造商处购买并由标志制造商安装。
以多种方式支持标志管。小型室内标牌通常有一个薄钢骨架框架,可同时支撑油管和电源变压器。框架被漆成黑色,所以它会不太明显,使标志似乎漂浮在太空中。大型户外标志可由木结构、钢结构或铝结构支撑。玻璃管由带有金属底座的玻璃支架固定。变压器放置在机柜内以保护其免受天气影响。
设计
制造霓虹灯既是一门艺术,也是一个机械过程。只有一个 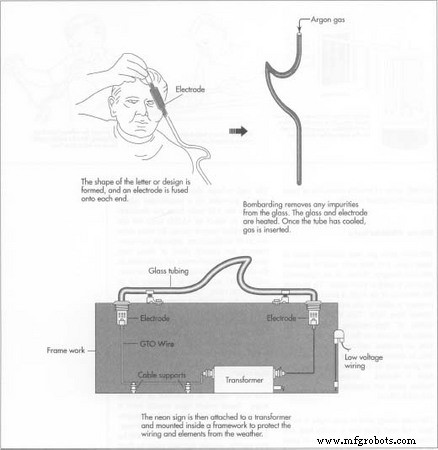 很少有例外,每个标志都是独一无二的,必须设计成在可用空间的范围内适合所需的显示。管子的直径、管子可以弯曲的最小半径以及变压器可以供电的管子的总长度都限制了最终设计。例如,管子的直径越小,光越亮。相反,较小直径的管道需要更多功率,因此限制了一个变压器可以处理的管道的总长度。
很少有例外,每个标志都是独一无二的,必须设计成在可用空间的范围内适合所需的显示。管子的直径、管子可以弯曲的最小半径以及变压器可以供电的管子的总长度都限制了最终设计。例如,管子的直径越小,光越亮。相反,较小直径的管道需要更多功率,因此限制了一个变压器可以处理的管道的总长度。
制造
过程
霓虹灯的制造在很大程度上是一个手工过程。它包括弯曲管道并连接电极,从管道中去除任何杂质,然后排空空气并添加气体。以下过程是典型的。
准备管道
- 1 一段玻璃管被清洁并垂直放置在涂层机中。机器将液体磷光体悬浮液向上吹入管中,然后让它从底部排出。将管垂直放置在干燥涂层的烘箱中。以类似的方式应用色调。用霓虹灯填充以形成红色或橙色光或用氩气填充以形成蓝色光的管保持透明。
弯管
- 2 标志的设计以全尺寸布置在耐热石棉板上。使用各种燃烧器仔细加热和软化玻璃管。使用 24 英寸(61 厘米)或更长的燃气带式燃烧器来制作圆形字母的曲线和脚本的扫掠曲线。较小的手电筒用于加热较短的长度。使用石棉模板作为指导,用手弯曲管道。弯管机不戴防护手套,因为他们必须能够感觉到玻璃中的热传递和软化程度,以确定进行弯曲的正确时机。为防止软化的管子塌陷,弯管器在一端连接了一小段柔性软管,称为吹管。当玻璃仍然柔软时,弯管器轻轻地吹入软管,迫使管子恢复到原来的直径。直径受限的管子将无法正常运行。
- 3 大多数大型霓虹灯招牌都是由几段玻璃管制成的。每个部分 8-10 英尺(2.4-3.1 m)的长度被认为是一个实际限制。为了制作每个部分,两段管子的末端被加热并拼接在一起。当一个部分的文字或设计的形状已经形成时,电极被加热并熔合到每一端。添加一个称为管道的小端口,以允许使用真空泵对管道进行抽真空。该管口可以是电极之一的一部分或者可以是连接到管中的单独部件。
轰击油管
- 4 一种称为轰击的过程用于去除玻璃、磷光体和电极中的任何杂质。首先排空管道内的空气。在真空达到一定水平后,让干燥的空气回到管道中,直到压力在 0.02-0.04 英寸(0.5-1.0 毫米)汞柱的范围内。管道越长,压力可能必须越低。一个非常大的电流变压器连接到电极。对于通常可以在 30 毫安下运行的一段管道,400-750 毫安可用于轰击过程。高电流将玻璃加热至约 420°F (216°C),金属电极加热至约 1400°F (760°C)。这种加热迫使杂质从材料中排出,真空泵将杂质带出系统。
填充管
- 5 管子冷却后,在低压下注入气体。气体必须不含杂质,才能使标牌正常运行并具有较长的使用寿命。直径为 0.6 英寸(15 毫米)的管子的正常填充压力约为 0.5 英寸(12 毫米)汞柱。然后将管口加热并密封。
老化管
- 6 成品充气管经过老化过程。有时这个过程被称为“管内燃烧”。目的是让管内的气体稳定并正常运行。一个变压器,通常额定略高于正常工作电流,连接到电极。如果使用氖灯,灯管应在 15 分钟内完全照亮。氩气可能需要几个小时。如果要向氩气管中加入少量汞,则在密封之前首先将液滴放入管口中。然后将液滴从一端滚动到另一端,以在老化过程后涂覆电极。任何问题,例如气体中的闪烁或管子上的热点,都表明必须打开管子并重复轰击和填充过程。
安装挂载
- 7 个小型霓虹灯标牌安装在它们的框架上并在店内布线。较大的标志可以分块安装并放置在建筑物或其他支撑结构上,它们相互连接和布线。非常大的安装可能需要几个月的时间来安装。
质量控制
为了生产一个正常运行的霓虹灯标志,需要纯净的材料和精心的制造过程。一个制作精良的霓虹灯标志应该有超过 30,000 小时的寿命。相比之下,100 瓦灯泡的平均额定寿命为 750-1,000 小时。
霓虹灯标志必须符合美国保险商实验室的要求才能获得 UL 列表。这需要独立测试机构进行一系列测试。霓虹灯标志还必须符合国家电气规范的要求。户外标志的结构和电线必须符合当地建筑规范。
未来
霓虹灯设计的最新发展包括小型电子变压器,使旧霓虹灯的嗡嗡声成为过去。闪烁或似乎在移动的霓虹灯现在由可编程电子控件控制,取代了旧的机电凸轮和开关控件。
霓虹灯显示器也已进入消费产品,如电话和汽车牌照框。甚至还有霓虹灯显示可以覆盖汽车外部的一部分,以打造“华丽”的汽车。
预计霓虹灯标志将继续引起人们的兴趣和应用。一些日本公司已经将霓虹灯的调色板扩展到远远超出现在常用的 50 种左右的颜色。在计算机控制的帮助下,似乎在移动的霓虹灯显示器也变得更加复杂和华丽。
制造工艺