

丝网印刷指甲床设计对阻焊层厚度均匀性的影响
在PCB阻焊层制造过程中,丝印钉床连续双面印刷液体阻焊层工艺得到大量应用。由于PCB在厚度、图案分布、过孔直径和过孔分布等设计方面存在较大差异,丝印钉床的制造难度极大。如果钉床上的铜钉分布不合理,很容易造成阻焊层厚度不均匀。不好的结果要么是阻焊层外观的色差、阻焊层成像不良,要么是阻焊断桥,导致返工或报废。因此,在阻焊丝印过程中,必须制定详细的钉焊说明,以保证钉床的质量。
理论分析
双面丝网印刷阻焊层是指先在PCB的一侧印刷液体阻焊层,然后使用丝网印刷钉床在另一侧印刷液体阻焊层的过程。因此,可以实现PCB两面阻焊层的连续印刷,从而减少停留时间和加热时间,提高电路板制造效率。
制作丝印钉床时,应在钉床底板与PCB板边缘或过孔位置相适应的地方布置支撑钉。制造工艺的复杂性导致对技术的要求比较高,需要有经验的工人来完成,而且还可能出现钉子焊接不足、钉子分布密度低、钉子分布位置偏差等问题。处理高度复杂的板子或新型号的板子。
因此,有必要分析不同钉分布密度的丝印钉床对PCB阻焊印刷的影响,从而得到合理的阻焊丝印钉床规定的钉分布,以提高钉床的制造效率和双面丝印。阻焊层的质量。
实验设计
• 实验因素和水平设计
针对三种钉钉分布密度(间距5.0cm、8.0cm、10.0cm)和PCB厚度(0.8mm、1.5mm、2.0mm),通过交叉匹配进行实验,实验设计如表1。
| 测试编号 | 板号 | 板厚 | 钉焊密度 |
|---|---|---|---|
| 1 | 1#, 2# | 0.8mm | 5.0cm |
| 2 | 3#, 4# | 8.0cm | |
| 3 | 5#, 6# | 10.0cm | |
| 4 | 7#, 8# | 1.5mm | 5.0cm |
| 5 | 9#, 10# | 8.0cm | |
| 6 | 11#, 12# | 10.0cm | |
| 7 | 13#, 14# | 2.0mm | 5.0cm |
| 8 | 15#, 16# | 8.0cm | |
| 9 | 17#, 18# | 10.0cm |
• 甲床制造
用一块尺寸为457mmx610mm的裸铜板作为甲床底板,铜钉以阵列方式均匀放置在其上,并用绿色透明胶带固定。铜钉间距分别为5.0cm、8.0cm和10.0cm。在不同钉分布间距的钉床上,外钉与底板边缘的距离应在纵向和横向上对称,以保证丝印过程中不会因铜钉位置错误而出现粗细差异打印。
以5cm的间距为例。铜板短边长45.7cm,每排9个钉子,水平间隙2.8cm,沿铜板长边每排11个钉子。总而言之,需要99个钉子。表2给出了三种铜分布密度选择的铜钉数量和间距的比较。
| 电路板尺寸 | 数组大小 | 间距 | 短尺寸的钉子数量 | 长尺寸的钉子数量 | 铜钉总量 |
|---|---|---|---|---|---|
| 457x610mm | 40x50cm | 5.0cm | 9 | 11 | 99 |
| 40x48cm | 8.0cm | 6 | 7 | 42 | |
| 40x50cm | 10.0cm | 5 | 6 | 30 |
• 测试板制造
裸铜板尺寸为17''x23'',板厚0.8mm、1.5mm、2.0mm。每种不同厚度的板应提供 6 块,铜的厚度为 1 盎司,带圆角。以最常用的绿色液体阻焊油墨为例。丝网印刷参数见下表3。
| 网格类型数据 | 43T |
| 墨水类型 | 780H |
| 油墨粘度 | 140dPa•s |
| 网格间距 | 5mm |
| 丝印压力 | 0.49MPa |
| 丝印速度 | 6Hz |
| 没有。丝网印刷刀 | 2 |
• 数据积累方法
湿膜厚度测试仪用于测量阻焊层的厚度。由于测试位置是沿着铜钉的对角线,铜钉间距的差异导致测试阵列和测试点的差异。以间距为5cm的甲床为例。测试的湿膜厚度排列如下表4所示。
| 短边 | (17x25.4-15)/50=8.36 | 最多获取8个铜钉 | 8x8铜钉阵列 |
| 长边 | (23x25.4-55)/50=10.54 | 最多获得10个铜钉 | |
| 测试点数 | 4x(8-1)+1=29 | 每块板应该有29个测试点 |
铜钉间距为5.0cm,只能得到8x8个铜钉,据此可测出其他铜钉间距的最大阵列及测试点数见下表5。
| 间距 | 测试数组大小 | 对角线上铜钉数量 | 测试点数 | 测试点数 | 总点数 | 总点数 |
|---|---|---|---|---|---|---|
| 5.0cm | 35x35cm | 8 | 29 | 58 | 174 | 354 |
| 8.0cm | 32x32cm | 5 | 17 | 34 | 102 | |
| 10.0cm | 30x30cm | 4 | 13 | 26 | 78 |
为了获得干墨厚度的数据,准备了一个5.0cm的甲床和每种类型的一块板。干墨厚度数据在薄膜厚度测量测试类别中读取。关键实验数据积累方法见下表6。
| 数据类型 | 累加法 | 数据量 | 注意 |
|---|---|---|---|
| 湿膜厚度 | 湿膜厚度测试仪 | 354 点 | 丝印阻焊后30分钟内测试湿膜厚度 |
| 干墨厚度 | 显微镜观察 | 5×3×3=45 | 不同钉子分布间距和板厚测量5个点 |
实验结果分析
• 不同指甲分布间距的油墨均匀度
基于对不同钉分布间距下的钉床印刷阻焊层厚度的分析,阻焊层厚度均匀性可按以下公式计算: 
分析结果如下表和图所示。
| 甲床上的指甲分布间距 | 湿膜厚度(单位:μm) | 板厚 | ||
|---|---|---|---|---|
| 0.8mm | 1.5mm | 2.0mm | ||
| 5.0cm | 最大 | 29 | 29 | 31 |
| 最小 | 36 | 38 | 39 | |
| 不好 | 7 | 9 | 8 | |
| 平均 | 32.7 | 34.3 | 36.1 | |
| 一致性 | 11% | 13% | 11% | |
| 8.0cm | 最大 | 30 | 32 | 32 |
| 最小 | 42 | 39 | 39 | |
| 不好 | 12 | 7 | 7 | |
| 平均 | 34.7 | 35.5 | 36.2 | |
| 一致性 | 17% | 10% | 10% | |
| 10.0cm | 最大 | 34 | 30 | 28 |
| 最小 | 48 | 36 | 36 | |
| 不好 | 14 | 6 | 8 | |
| 平均 | 36.9 | 33.7 | 34.4 | |
| 一致性 | 19% | 9% | 12% | |
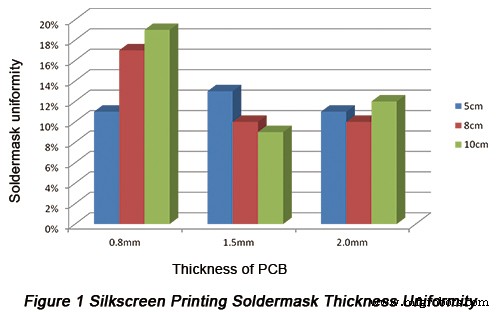
结果可以得出如下结论:
a.对于0.8mm厚的板材,铜钉间距5.0m的钉床丝印油墨厚度可以达到11%,优于8.0cm和10.0cm。
b.对于1.5mm和2.0mm厚度的板材,铜钉间距为5.0cm、8.0cm和10.0cm的钉床丝印油墨厚度几乎相同。
c.适当减小钉床间距,可以明显改善薄板的油墨厚度均匀性。
• 所有测试点的湿膜厚度变化趋势
基于对各测试点油墨厚度变化规律的分析,通过减小钉分布间距的功能,提高阻焊层厚度均匀性得到以下结果:
a.湿膜厚度随测试位置的变化而波动。 1、5、9、13、21、25、29等底部有铜钉支撑的位置,以湿膜厚度为类别中的最小值。在3、7、11(12)、15、19(20)等远离铜钉支架的位置,湿膜厚度以类别中的最大值表示。
b.在有铜钉支撑的地方,湿膜厚度相对较低,板面没有明显的减少,而在远离铜钉支撑的地方,湿膜厚度相对较高。
c.丝网印刷过程中,薄板变形较大,而厚板变形较小。因此,1.5mm和2.0mm的厚板,表面比较平整。
• 湿膜厚度与测量位置和支撑点的关系
湿膜厚度与测量位置和支撑点的关系可归纳如下:
a.对于不同的钉分布间距,随着测试点与铜钉距离的增加,不同厚度板的油墨厚度会增加。
b.板子越厚,随着测试点和铜钉距离的提高,变化就越小。因此板的刚度比较大,分布间距可以比较大。
• 板面干墨厚度变化
板材表面干墨厚度变化可以得出以下结论——干墨厚度和湿膜厚度的变化趋势基本一致,说明在相同的测试条件下,用湿膜代替干墨厚度是可以接受的厚度。但由于湿膜厚度测试结果受油墨粘度影响较大,因此湿膜厚度应在丝印后15分钟内进行测量。
结论
以0.8mm、1.5mm、2.0mm厚的裸铜板和铜钉间距5.0cm、8.0cm、10.0cm的钉床,通过交叉匹配测试湿膜和干墨的厚度,得出如下结论:
一个。薄板(0.8mm厚或更薄)的钉床间距可明显改善油墨厚度均匀性。
b.湿膜厚度和干墨厚度保持稳定,表明使用湿膜厚度测试仪在线测量和墨膜厚度监测的可接受性。
有用资源
• SMT PCB 设计要求第二部分:焊盘走线连接、通孔、测试点、阻焊层和丝印设置
• 改进阻焊层塞孔制造技术的有效措施
• PCBCart 的全功能 PCB 制造服务 - 多种增值选项
• PCBCart 的高级 PCB 组装服务 - 从 1 件开始
工业技术