

汽车挡风玻璃
背景
玻璃是一种用途广泛的材料,有数百种应用,包括挡风玻璃。玻璃历史悠久,最早在 7000 多年前在埃及制造,早在公元前 3000 年。 玻璃在自然状态下是火山活动的副产品。今天,玻璃由多种陶瓷材料制成(主要成分是氧化物)。主要产品类别有平板或浮法玻璃、容器玻璃、切割玻璃、玻璃纤维、光学玻璃和特种玻璃。汽车挡风玻璃属于平板玻璃类别。
全球有 80 多家公司生产汽车玻璃,包括挡风玻璃。美国的主要生产商包括 PPG、Guardian Industries Corp. 和 Libby-Owens Ford。根据商务部的数据,25% 的平板玻璃生产用于汽车行业(包括车窗),总价值约为 4.83 亿美元。在日本,30% 的平板玻璃用于汽车行业,1989 年价值约 1900 亿美元。日本主要平板玻璃制造商包括 Asahi Glass Co.、Central Glass Co. 和 Nippon Sheet Glass Co.。预计该行业几乎没有增长两国的平板玻璃行业整体情况。德国的前景更为乐观,预计汽车行业将实现高增长率。
玻璃挡风玻璃首次出现在 1905 年左右,随着安全玻璃的发明——玻璃钢化(钢化是一种热处理)使其特别坚硬且不易碎。这种类型的挡风玻璃在本世纪中叶很流行,但最终被夹层玻璃制成的挡风玻璃所取代——夹层玻璃是一种多层单元,由两片玻璃包围的塑料层组成。在包括美国在内的许多国家/地区,法律要求汽车挡风玻璃由夹层玻璃制成。夹层玻璃在冲击下会轻微弯曲,并且比普通安全玻璃更不容易破碎。这种质量降低了汽车受伤的风险 乘客。
原材料
玻璃由许多氧化物组成,这些氧化物在加热时融合并反应在一起形成玻璃。这些包括二氧化硅(SiO 2 )、氧化钠(Na 2 O)和氧化钙(CaO)。产生这些材料的原材料是沙子、纯碱(Na 2 CO 3 )和石灰石(CaCO 3 )。纯碱充当助熔剂;换言之,它降低了批料组合物的熔点。石灰被添加到批料中以提高玻璃的硬度和化学耐久性。用于挡风玻璃的玻璃通常还含有其他几种氧化物:氧化钾(源自钾碱的 K 2 O)、氧化镁 (MgO) 和氧化铝(源自长石的 AI 2 O 3)。
制造
过程
- 1 将原料仔细称取适量并与少量水混合在一起,以防止成分分离。碎玻璃(破碎的废玻璃)也用作原料。
- 2 批次制成后,将其送入大罐中,使用浮子进行熔化
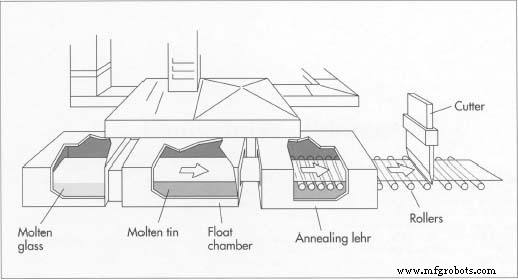 汽车挡风玻璃采用浮法玻璃工艺制成。在该方法中,原材料被加热至熔融状态并被送入熔融锡浴中。玻璃实际上漂浮在鳍的顶部;因为鳍是完全平坦的,所以玻璃也变得平坦。玻璃从浮子室通过滚筒通过烘箱(“退火炉”)。离开退火炉并冷却至室温后,将玻璃切割成合适的形状并进行回火。玻璃工艺。首先,将批次加热至熔融状态,然后将其送入称为浮子室的罐中,该罐中装有熔融锡浴。浮子室非常大——从大约 13 英尺到 26.25 英尺(4 到 8 米宽,最长可达近 197 英尺(60 米)长);在它的入口处,锡的温度大约为 1,835 华氏度(1,000 摄氏度) ),而在出口处,锡罐的温度略低 - 1,115 华氏度(600 摄氏度)。在浮箱中,玻璃不会浸入锡罐中,而是漂浮在锡罐上,穿过罐子,就像在罐子上一样传送带。锡的完美平坦表面使熔融玻璃也变得平坦,而高温清除玻璃中的杂质。腔室出口处降低的温度使玻璃足够硬化以进入下一个室,一个熔炉。
汽车挡风玻璃采用浮法玻璃工艺制成。在该方法中,原材料被加热至熔融状态并被送入熔融锡浴中。玻璃实际上漂浮在鳍的顶部;因为鳍是完全平坦的,所以玻璃也变得平坦。玻璃从浮子室通过滚筒通过烘箱(“退火炉”)。离开退火炉并冷却至室温后,将玻璃切割成合适的形状并进行回火。玻璃工艺。首先,将批次加热至熔融状态,然后将其送入称为浮子室的罐中,该罐中装有熔融锡浴。浮子室非常大——从大约 13 英尺到 26.25 英尺(4 到 8 米宽,最长可达近 197 英尺(60 米)长);在它的入口处,锡的温度大约为 1,835 华氏度(1,000 摄氏度) ),而在出口处,锡罐的温度略低 - 1,115 华氏度(600 摄氏度)。在浮箱中,玻璃不会浸入锡罐中,而是漂浮在锡罐上,穿过罐子,就像在罐子上一样传送带。锡的完美平坦表面使熔融玻璃也变得平坦,而高温清除玻璃中的杂质。腔室出口处降低的温度使玻璃足够硬化以进入下一个室,一个熔炉。 - 3 玻璃从浮法室出来后,辊子将其捡起并将其送入称为退火炉的特殊熔炉中。 (如果需要任何太阳能涂层,它们会在玻璃进入退火炉之前应用。)在这个熔炉中,玻璃逐渐冷却到大约 395 华氏度(200 摄氏度);玻璃离开退火炉后,冷却至室温。它现在非常坚硬和坚固,可以切割了。
切割和回火
- 4 使用金刚石划线器将玻璃切割成所需的尺寸——该工具带有包含金刚石粉的锋利金属尖端。使用金刚石是因为它比玻璃硬。划线员在玻璃上划出一条切割线,然后在这条线上折断或折断。这一步通常是自动化的,并由摄像头和光电测量系统监控。接下来,切割件必须弯曲成形。将玻璃板放入金属或耐火材料的模型或模具中。然后将填充有玻璃的模具在熔炉中加热至玻璃下垂成模具形状的程度。
- 5 在此成型步骤之后,玻璃必须在称为回火的加热步骤中硬化。首先,玻璃被快速加热到大约 1,565 华氏度(850 摄氏度),然后用冷空气喷射。这个过程称为淬火,通过将外表面置于压缩状态而将内部置于拉伸状态来强化玻璃。这允许挡风玻璃在损坏时破碎成许多没有锋利边缘的小玻璃碎片。也可以通过修改回火程序来改变碎片的大小,使挡风玻璃破碎成更大的碎片,在更换挡风玻璃之前提供良好的视野。
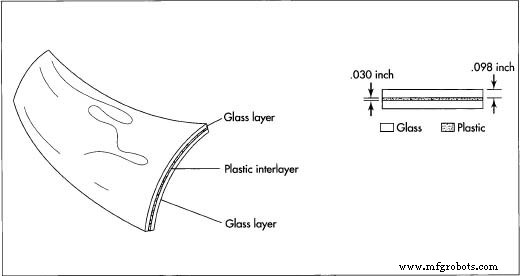 成品挡风玻璃由夹在塑料夹层周围的两层玻璃组成。虽然非常薄——大约 0.25 英寸厚——但这种夹层玻璃非常坚固,比普通安全玻璃更不容易破碎。在美国,法律要求挡风玻璃由夹层玻璃制成。
成品挡风玻璃由夹在塑料夹层周围的两层玻璃组成。虽然非常薄——大约 0.25 英寸厚——但这种夹层玻璃非常坚固,比普通安全玻璃更不容易破碎。在美国,法律要求挡风玻璃由夹层玻璃制成。
覆膜
- 6 玻璃经过钢化和清洁后,经过层压过程。在这个过程中,两块玻璃用一层塑料粘合在一起(塑料层进入两块玻璃板内部)。层压在高压釜中进行,高压釜是一种特殊的烤箱,它利用热量和压力形成一个单一的、坚固的、抗撕裂的单元。塑料夹层通常被着色以充当紫外线过滤器。当夹层玻璃破碎时,玻璃碎片仍与内部的抗撕裂塑料层结合,而破碎的片材仍保持透明。因此,能见度保持良好。与传统的安全玻璃不同,夹层玻璃可以根据需要进行进一步加工——切割、钻孔和边缘加工。典型的夹层挡风玻璃非常薄:每层玻璃约 0.03 英寸(0.76 毫米)厚,而塑料夹层约 0.098 英寸(2.5 毫米)厚。
组装
- 7 层压后,挡风玻璃就可以用塑料成型件组装,以便安装在汽车上。这种组装过程称为玻璃封装,通常在玻璃制造商处完成。首先,将挡风玻璃的周边部分设置在模腔中的预定位置。接下来,将熔融塑料注入模具;当它冷却时,它会在玻璃周围形成一个塑料框架。然后将挡风玻璃组件运送到汽车制造商,在那里将其安装在汽车上。安装是通过直接上釉完成的,该过程使用聚氨酯粘合剂将挡风玻璃和车身粘合在一起。
质量控制
过程控制包括原材料测试和监控诸如熔化温度、熔炉气氛和玻璃液位等过程变量。随着玻璃的成型,光电装置被用来自动检测缺陷。已经开发了其他自动装置以在形成挡风玻璃之后测量尺寸和曲率半径。
挡风玻璃中使用的安全玻璃必须符合某些关于化学耐久性、抗冲击性和强度等特性的规范。美国材料测试协会 (ASTM) 已经制定了用于测量这些特性的标准。汽车工程师组织 SAE International 还制定了挡风玻璃性能规范。
未来
尽管近期汽车行业不景气,但长期前景更为乐观。汽车生产市场将比近年来更强劲,从而提高对挡风玻璃等平板玻璃产品的需求。为了适应更新的空气动力学设计,挡风玻璃的尺寸也在增加,因此相对于车辆的总表面积,玻璃的使用也在增加。 (事实上,有些车型也采用了玻璃屋顶。)
玻璃面积的这种增加反过来又会对舒适系统(即空调)产生负面影响,空调必须能够将较高的内部温度调节到舒适的水平。为了避免使用更大的空调系统,正在评估新的玻璃成分、镀膜玻璃和售后市场薄膜。这些包括拒绝高角度阳光的角度选择性玻璃,以及主动或被动改变透射率特性的光学开关膜。
最近开发的一种薄膜,一种聚合物多层阳光控制薄膜,也可以作为除冰装置。带涂层的塑料基材简单地取代了传统挡风玻璃中的层压塑料薄膜。该薄膜可以制成任何颜色,并且可以透射高达 90% 的可见光。另一种涂层是由与其他金属氧化物层结合使用的银涂层组成的釉料。这种釉料可以拒绝高达 60% 的总太阳能,从而减少 56% 的红外线能量。
此外,正在研究新型夹层玻璃挡风玻璃。已经开发出一种双层挡风玻璃,它只需要一层外层玻璃,0.08 到 0.16 英寸(2-4 毫米)厚,与 0.254 英寸(1 毫米)厚的聚氨酯板相连。聚氨酯片材由两层组成,一层具有高吸收性能,另一层具有高表面电阻。这种双层挡风玻璃的独特功能包括抗紫外线、划痕自愈、减轻重量、更复杂的形状、由于保留玻璃碎片而提高安全性以及防雾能力。
挡风玻璃部件的回收也可能成为一种标准做法。尽管传统上由于塑料层压薄膜而难以回收利用,但一家制造商最近开发了一种具有成本效益的工艺来去除这些层。回收玻璃可用于多种应用,包括用于道路修复的玻璃沥青。随着 1992 年《城市固体废物和危险废物研究法案》的出台,立法也可能加快回收利用的步伐。该法案旨在确定增加汽车零部件回收利用的障碍,并找到克服这些障碍的方法。这最终可能需要在制造过程中使用更少的树脂或确保这些树脂适合回收利用。
制造工艺