

砖块
背景
术语砖是指建筑材料的小单元,通常由烧制粘土制成并用砂浆固定,砂浆是一种由水泥、沙子和水组成的粘合剂。长期以来,砖一直是一种流行的材料,它具有保温、耐腐蚀和防火的特性。因为每个单元都很小——通常是四英寸宽,两倍长,所以砖是密闭空间结构以及弯曲设计的理想材料。此外,由于很少维护,砖砌建筑通常可以使用很长时间。
出于上述实际原因,并且因为它也是一种美观的介质,砖作为建筑材料已使用至少 5,000 年。第一块砖可能是在中东制造的,位于现在伊拉克的底格里斯河和幼发拉底河之间。由于缺乏其他地区同时代人用于永久性建筑的石头,这里的早期建造者依靠丰富的天然材料来制作他们的日晒砖。然而,这些用途有限,因为它们缺乏耐用性,不能在户外使用;暴露在这些元素中导致它们分解。后来统治美索不达米亚的巴比伦人是第一个烧砖的人,他们的许多塔式寺庙都是用砖建造的。
制砖艺术从中东向西传播到现在的埃及,向东传播到波斯和印度。尽管希腊人拥有丰富的石头供应,但并没有使用多少砖,但在整个罗马帝国中,砖窑和结构的证据仍然存在。然而,随着罗马的衰落和衰落,欧洲的制砖业很快就减少了。它直到 1200 年代才恢复,当时荷兰人制造了似乎已出口到英国的砖块。在美洲,人们在 16 世纪开始使用砖。然而,被认为是专业工匠的是荷兰人。
在 1800 年代中期之前,人们依靠相对低效的烧制方法小批量制作砖块。使用最广泛的一种是开放式夹具,将砖块放在一层泥土和用过的砖块下方的火上。随着火势在几周内逐渐平息,砖块开始燃烧。 1865 年德国发明了霍夫曼窑后,这种方法逐渐过时了。该窑更适合制造大量砖块,它包含一系列隔间,堆叠的砖块通过这些隔间转移以进行预热、燃烧和冷却。
制砖的改进一直持续到 20 世纪。改进包括使砖块形状绝对均匀、减轻重量和加快烧制过程。例如,现代砖很少是实心的。有些被压成形状,留下一只青蛙, 或凹陷,在它们的顶面上。其他的挤出有孔,这些孔稍后将通过将大量表面积暴露于热来加速烧制过程。这两种技术都可以减轻重量而不降低强度。
然而,虽然生产过程确实有所改善,但砖的市场却没有。砖确实在商业建筑的不透明材料市场中占有最大份额,并且它继续被用作住宅行业的壁板材料。但是,其他壁板材料,例如 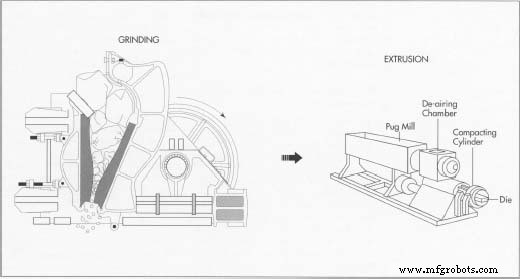 要生产砖,首先将原材料在颚式破碎机中破碎和研磨。接下来,使用几种方法之一形成成分。在挤出过程中,粉碎的成分与水混合在一起,进入脱气室(除去空气以防止开裂),压实,然后从所需形状的模具中挤出。木材、灰泥、铝、石膏和乙烯基是强有力的竞争者,因为它们的成本最多可降低 50%,并且一些(特别是灰泥和石膏)提供内置绝缘。然而,这些系统的成本可能是砖的 1.75 倍,而且需要的维护也更少。尽管成本通常较高,但与砖竞争的其他材料包括预制混凝土 面板、玻璃、石材、人造石、混凝土砌体以及这些材料的组合,因为制造和设计的进步使这些材料对建筑商更具吸引力。根据美国工业展望,使用砖作为单户住宅的壁板材料的比例从 1984 年的 26% 下降到 1989 年的 17%。
要生产砖,首先将原材料在颚式破碎机中破碎和研磨。接下来,使用几种方法之一形成成分。在挤出过程中,粉碎的成分与水混合在一起,进入脱气室(除去空气以防止开裂),压实,然后从所需形状的模具中挤出。木材、灰泥、铝、石膏和乙烯基是强有力的竞争者,因为它们的成本最多可降低 50%,并且一些(特别是灰泥和石膏)提供内置绝缘。然而,这些系统的成本可能是砖的 1.75 倍,而且需要的维护也更少。尽管成本通常较高,但与砖竞争的其他材料包括预制混凝土 面板、玻璃、石材、人造石、混凝土砌体以及这些材料的组合,因为制造和设计的进步使这些材料对建筑商更具吸引力。根据美国工业展望,使用砖作为单户住宅的壁板材料的比例从 1984 年的 26% 下降到 1989 年的 17%。
原材料
天然粘土矿物,包括高岭土和页岩,构成了砖的主体。少量的锰、钡和其他添加剂与粘土混合以产生不同的色调,碳酸钡用于提高砖对元素的耐化学性。砖中还使用了许多其他添加剂,包括造纸副产品、铵化合物、润湿剂、絮凝剂 (这会导致颗粒形成松散的簇)和 反絮凝剂 (分散这样的集群)。有些粘土需要添加沙子或 熟料 (预先研磨、预先烧制的材料,例如废砖)。
使用多种涂层材料和方法来生产具有某种颜色或表面纹理的砖。为了创建典型的涂层,沙子(主要成分)与某种类型的着色剂机械混合。有时一个通量 或 熔块 添加(含有着色剂的玻璃)以产生表面纹理。助焊剂降低了沙子的熔化温度,因此它可以粘合到砖表面。也可以使用其他材料,包括分级烧制和未烧制砖、霞石正长岩和分级骨料。
制造
过程
生产砖的最初步骤是在分离器和颚式破碎机中破碎和研磨原材料。接下来,选择和过滤每个特定批次所需的成分混合物,然后再进行三种砖成型工艺之一——挤压、成型或压制,其中第一种工艺适应性最强,因此也是最常见的。一旦砖形成并执行任何后续程序,它们就会被干燥以去除多余的水分,否则这些水分可能会在随后的烧制过程中导致开裂。接下来,它们在烤箱中被烧制,然后冷却。最后,它们被拆开——自动堆叠,用钢带包裹,并用塑料护角垫填充。
研磨、上浆和组合
原材料
- 1 首先,每种成分都被传送到分离器,以去除尺寸过大的材料。带有水平钢板的颚式破碎机然后挤压颗粒,使它们变得更小。每批砖的原材料选定后,通常使用分级筛来分离不同尺寸的材料。正确尺寸的材料被送到存储筒仓,尺寸过大的材料进入锤磨机,用快速移动的钢锤将其粉碎。锤磨机使用另一个筛网来控制离开磨机的颗粒的最大尺寸,卸料进入多个振动筛网,在将不合适尺寸的材料送入下一生产阶段之前将其分离出来。
挤压
- 2 挤压是制砖的最常用方法,将粉碎的材料和水送入 搅拌机的一端, 它使用旋转轴上的刀具在浅室中切割材料并将其折叠在一起。然后将混合物送入磨机远端的挤出机中。挤出机通常由两个腔室组成。首先用真空从研磨粘土中去除空气,从而防止开裂和其他缺陷。第二个腔室是一个高压气缸,用于压实材料,以便螺旋钻可以将其挤出通过模具。压缩后,塑料材料通过特殊形状的模具孔被挤出腔室。挤压柱的横截面,称为“pug”,形成模具的形状。使用旋转刀或硬线将所需长度的部分切割成合适的尺寸。
在成型时,柔软的湿粘土在模具中成型,通常是一个木箱。盒子的内部通常涂有沙子,这提供了所需的纹理,并有助于从模具中取出成型的砖块。水也可用于帮助释放。压制,第三种砖成型,需要一种含水量低的材料。将材料放入模具中,然后用设置在所需压力下的钢柱塞压实。与其他两种方法制成的砖相比,形状更规则,轮廓更清晰,压制砖也有青蛙。
倒角砖
- 开发了 3 台倒角机,用于在砖块上开沟,用于铺路等应用。这些机器在挤压砖时使用滚筒压痕。他们有时配备线切割机,一步完成倒角和切割。此类机器每小时可生产多达 20,000 件。
涂层
- 4 砂涂层的选择(也适用于挤压砖)取决于挤压材料的软或硬程度。连续的振动进料器用于涂覆软材料,而对于有纹理的材料,涂层可能必须刷涂或滚涂。对于较硬的材料,使用压力辊或压缩空气,对于极硬的材料,需要喷砂。
烘干
- 5 砖在烧制前,必须干燥以去除多余的水分。如果不去除这些水分,在烧制过程中水会烧得太快,导致开裂。使用两种类型的干燥器。隧道式烘干机使用汽车将砖移动到防止开裂的湿度控制区。它们由一个长长的腔室组成,器皿被缓慢地推入其中。风扇循环热空气的外部来源被强制进入干燥机以加速该过程。
- 6 还使用了自动箱式干燥机,尤其是在欧洲。挤压成型的砖块自动成排放置在两条平行杆上。然后将砖块送入带有手指状装置的特殊架子上,这些架子可以在多层中固定多对钢筋。这些货架然后由轨道安装的转运车或叉车转运到干燥机中。
开火
- 7 干燥后,砖被装载到汽车上(通常是自动的)并烧成
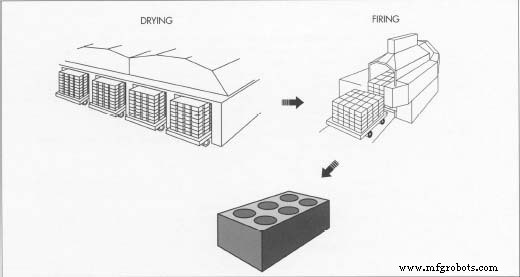 成型和涂层后,使用隧道式干燥机或自动箱式干燥机干燥砖块。接下来,砖块被自动装载到汽车上,并被转移到称为隧道窑的大型熔炉中。烧制使砖变硬和加强。冷却后,将砖固定并包装。高温炉称为窑。通常,在干燥过程中移动砖块的汽车也用于将它们输送通过隧道窑。这些汽车以取决于材料的特定速度通过窑炉持续保持的温度区。美国的大多数窑都使用天然气作为燃料来源,尽管目前生产的砖中有三分之一是使用固体燃料(如锯末和煤)烧制的。隧道窑的设计已经从高负荷、窄宽度的窑炉转变为可以烧更多砖的更短、更低的宽窑炉。这种设计也导致了高速、长焰和低温火焰燃烧器的出现,提高了温度均匀性并降低了燃料消耗。
成型和涂层后,使用隧道式干燥机或自动箱式干燥机干燥砖块。接下来,砖块被自动装载到汽车上,并被转移到称为隧道窑的大型熔炉中。烧制使砖变硬和加强。冷却后,将砖固定并包装。高温炉称为窑。通常,在干燥过程中移动砖块的汽车也用于将它们输送通过隧道窑。这些汽车以取决于材料的特定速度通过窑炉持续保持的温度区。美国的大多数窑都使用天然气作为燃料来源,尽管目前生产的砖中有三分之一是使用固体燃料(如锯末和煤)烧制的。隧道窑的设计已经从高负荷、窄宽度的窑炉转变为可以烧更多砖的更短、更低的宽窑炉。这种设计也导致了高速、长焰和低温火焰燃烧器的出现,提高了温度均匀性并降低了燃料消耗。
设置和包装
- 8 砖在烧制和冷却后,通过脱砖过程从窑车上卸下,该过程已实现自动化,几乎消除了所有人工搬运砖。已经开发出能够以每小时 18,000 多个砖块的速度设置砖块并且可以将砖块旋转 180 度的自动镶嵌机。通常排成 11 排宽,一叠用钢带包裹,并配有塑料条作为护角。然后将包装好的砖运到工作现场,在那里通常使用吊臂卡车卸载。
质量控制
尽管砖块行业通常被认为是简单的,但许多制造商正在参与全面质量管理和统计控制计划。后者涉及为特定过程(例如干燥或烧制过程中的温度)建立控制限制并跟踪参数以确保相关过程保持在限制范围内。因此,可以在过程发生时对其进行控制,从而防止缺陷并提高产量。
必须测量各种物理和机械性能,并且必须符合美国测试与材料协会 (ASTM) 制定的标准。这些特性包括物理尺寸、密度和机械强度。另一个重要的特性是冻融耐久性,即在模拟户外情况的条件下对砖进行测试。然而,目前的测试并不充分,与实际情况并不真正相关。在实验室通过的,在现场不一定通过。因此,砖业正在努力开发一种更准确的测试方法。
类似的问题存在于称为 风化的条件中, 当水溶解外部来源、砂浆或砖本身中的某些元素(盐是最常见的)时,就会发生这种情况。可溶性材料的残留沉积物会导致表面变色,清洁不当可能会使情况恶化。当盐沉积物变得不可溶时,风化会恶化,需要大量清洁。尽管一块砖可能通过了实验室测试,但由于设计或建造实践不当,它可能会在现场失败。因此,砖公司正在开发自己的内部测试程序,并且正在继续研究开发更可靠的标准测试。
未来
目前,砖的使用量保持稳定,从 1900 年代初期的每年 150 亿块减少到每年 7 到 90 亿块。为了增加需求,砖业继续探索替代市场并提高质量和生产力。燃油效率也有所提高,到 2025 年,砖制造商甚至可能会用太阳能来烧制砖。但是,只有在对砖的需求仍然存在的情况下,才会发生这种技术变化。
即使这种需求持续存在,国内外的砖业也面临着另一个挑战:它很快将被迫遵守环境法规,特别是在氟排放领域。氟是制砖过程的副产品,是一种对人体有害的高反应性元素。长期接触会导致肾脏和肝脏损伤、消化问题以及牙齿和骨骼的变化,因此美国环境保护署 (EPA) 制定了最大接触限值。为了减少氟排放带来的危险,砖厂可以安装洗涤器,但价格昂贵。虽然一些工厂已经安装了这样的系统,但美国砖工业正试图在开发更便宜的排放测试方法和制定排放限制方面发挥更重要的作用。如果砖业不能说服联邦监管机构降低他们的要求,那么该行业的规模很可能会缩小,因为一些公司无法遵守并会倒闭。
制造工艺