

夹杂物对钢性能的影响
夹杂物对钢性能的影响
钢是一种用途广泛的多功能材料。由于它的几个优点,例如高强度重量比、耐用性、多功能性、可回收性,以及最重要的是与其他工程材料相比,它的经济可行性,它在多种应用中都引起了人们的兴趣。除了常见用途外,它还是许多关键应用中使用的工业部件的首选材料。这些关键应用对钢材性能提出了非常严格的要求。这些要求在其特定需求方面有所不同,从重量轻、高强度、高韧性、承受高压的能力、承受零以下温度的能力、出色的可焊性、良好的耐腐蚀性,以及更常见的是这些的组合属性是必需的。
钢的多功能性允许工程师通过改变化学和/或微观结构来调整性能。尽管在这两个变量方面已经取得了一些进展,但决定钢材使用性能的另一个关键方面是它的杂质含量(有时称为清洁度)。钢的清洁度由嵌入其中的非金属夹杂物(或简称夹杂物)决定。为了提高钢的性能,夹杂物必须得到控制,因为夹杂物是结构应用钢的一个关键问题,并且根据它们的尺寸、形状和分布,它们可能对机械性能非常有害。
夹杂物是由金属元素(铁、锰、硅、铝和钙等)和非金属元素(氧、硫、氮和碳等)组合而成的化合物。最常见的夹杂物包括氧化物、硫化物、氧硫化物、磷酸盐、氮化物、碳化物和碳氮化物。根据它们的性质和凝固阶段的冷却条件,它们可以呈现结晶态或玻璃态。夹杂物形成与钢不同的相,尽管根据它们的晶体结构和原子尺寸,一些夹杂物比其他夹杂物表现出更高的失配。含有一种以上化合物的夹杂物称为复杂夹杂物(尖晶石、硫氧化物、碳氮化物等)。
就大小而言,夹杂物可以是微观夹杂物,也可以是宏观夹杂物。用于区分微观夹杂物和宏观夹杂物的阈值通常假定为 100 微米。然而,最近随着炼钢实践的进步,以控制夹杂物的尺寸,已经提出了另一种指微夹杂物的方法,即低于其可浮性极限的直径尺寸,其值为几十微米现代钢铁工艺。微夹杂物由于尺寸小而含量最多,并且往往更均匀地分布在钢液中,因此被认为危害较小。宏观夹杂物由于尺寸较大,是造成最终产品失效或半成品缺陷的原因。
夹杂物会影响与钢在机械和结构应用中的性能相关的几种性能。热加工可以减少铸钢中夹杂物带来的一些有害影响,因为该过程会引起取向变化和夹杂物的分解。因此,在制造和进一步加工方面对影响钢材质量的不同因素的探索有助于更好地理解它们之间的关系,以确保一致的质量,以符合苛刻应用中钢部件日益严格的机械性能要求。对这种情况如何发生的理解在最近发生了演变。在量化这种认识方面取得了相当大的进展。
虽然人们对钢的微观结构的重要性给予了很大的重视,但夹杂物对钢性能的影响却相对被忽视了。然而,在工业中,夹杂物对钢性能的重要性是存在的,重点是不断研究和改进。这变得尤为重要,因为钢受到不同替代材料和更苛刻应用的挑战。只有了解了它们与基体中夹杂物的类型、大小和分布的关系后,才能改进几种特性。近年来,钢铁行业对工艺进行了相当大的改进,从而可以更好地控制夹杂物的体积分数、尺寸和成分。
剪裁夹杂物以改善性能和性能是炼钢的一个重要特征,1980 年代创造的“夹杂物工程”一词被广泛使用。夹杂物工程从定义夹杂物需要具有的理想特性开始。然后,通过定义适当的加工条件,制造出主要形成这些所需夹杂物的产品。控制最终产品中的夹杂物分布,特别是在凝固开始后形成的夹杂物(二次夹杂物)仍然是一个相当大的挑战。
夹杂物是嵌入钢基体中不可避免的化合物,由至少一种非金属成分组成,例如氧、氮或硫。这些化合物可能源自炼钢过程的各个阶段。炼钢过程在夹杂物控制方面的作用非常重要,因为夹杂物起源于并且可以在工艺路线的各个阶段进行修改。此外,夹杂物是有害的,因为它们会在结构凝固时破坏结构的均匀性。对夹杂物控制起重要作用的二次炼钢阶段包括脱氧、脱硫、真空脱气和氩气搅拌。在这些操作过程中添加合金剂,减少钢中溶解的气体,去除夹杂物和/或化学改变以确保钢的高质量。图1显示了用于钢连铸夹杂物控制的关键冶金反应器(钢包、中间包和结晶器)。
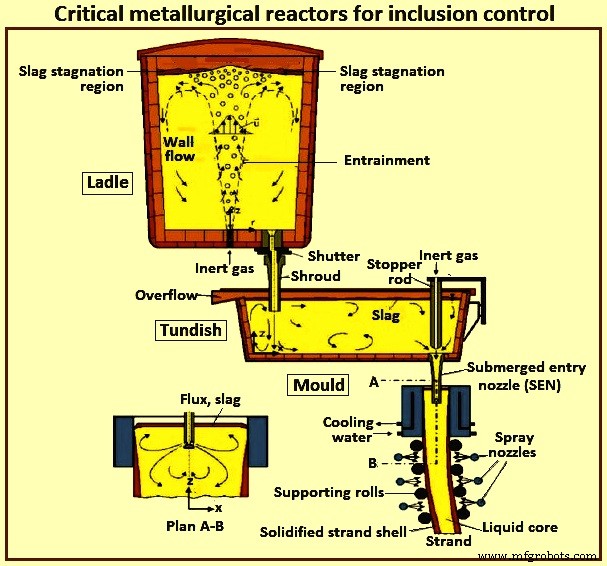
图 1 用于夹杂物控制的关键冶金反应器
在进行二次炼钢操作后,将精炼钢转移到连铸机中,将钢水浇铸成铸造产品(板坯、大方坯或钢坯等)。在铸造过程中,钢和夹杂物之间可能会发生几种不同的相互作用。铸粉和钢水之间会发生反应,并且会发生铸粉的截留。浸入式喷嘴 (SEN) 设计和流体流动、电磁搅拌以及使用垂直或弯曲模具是影响钢的最终夹杂物含量的一些主要现象。图2显示了由于钢与夹杂物相互作用不同而在连铸过程中出现的夹杂现象。
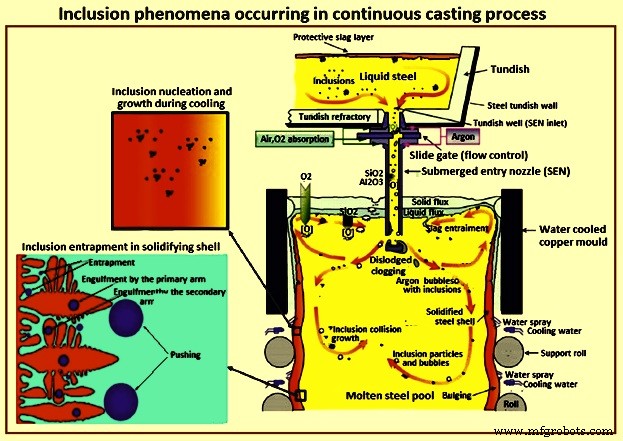
图2连铸过程中出现的夹杂现象
液态夹杂物去除的整个过程包括一个“成核-生长-去除”循环。夹杂物的形成可以根据每个夹杂物出现的现象分为不同的阶段。由于温度或系统化学成分的变化,钢液与溶质过饱和会导致成核。夹杂物的生长一直持续到没有达到过饱和或化学平衡。由于热对流或磁力搅拌力引起的钢水运动导致(分别为液体或固体)夹杂物的聚结或凝聚。具有较高表面能的夹杂物往往比具有较低表面能的夹杂物更容易合并。较大的夹杂物更容易漂浮到被吸收的熔渣中,但这种去除过程取决于颗粒半径。图3描述了钢制造不同阶段夹杂物的过程、现象及演变机制。
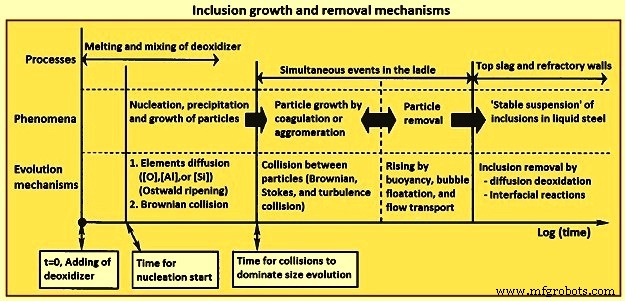
图3 夹杂物增长和去除机制
夹杂物可以是球状、片状、枝晶状和多面体状。就它们的形状而言,最理想的是球状,因为它们在对机械性能的影响方面具有各向同性的性质。由于凝固过程中的共晶转变,片状或薄膜位于晶界处。这些对机械性能最有害,因为它们会削弱晶界处的键合。枝晶状,是由过量的铝引起的。这些夹杂物熔点高,在液相中会造成堵塞。在凝固的钢中,枝晶的锋利边缘和角落会导致内应力集中并对机械性能产生负面影响。多面体夹杂物对机械性能的影响低于枝晶或片状夹杂物,因为它们呈球状。加入少量稀土元素(铈、镧)或碱土元素(钙、镁),可将枝晶状夹杂物的形貌修饰为多面体。
为了更好地理解夹杂物的行为,有必要了解钢基体和夹杂物从液态到固态的转变。周围基体的物理性质和凝固温度下的夹杂物很重要,因为它们可以呈现不同的情况。如果夹杂物在钢凝固温度下是液体(即具有较低熔点),则会形成压缩残余应力系统,确保夹杂物和基体之间的相干性。另一方面,如果钢凝固时夹杂物是固体,则应力发展取决于两种物质的不同热膨胀系数。当夹杂物的收缩程度小于基质时,夹杂物内会产生残余压应力,夹杂物周围的基质会产生拉伸应力。另一方面,如果夹杂物的收缩速度快于基体,则在夹杂物和脱聚过程中产生拉伸残余应力,基体以空隙的形式出现。
夹杂物在凝固钢中只占很小的一部分,通常分散得很细。它们破坏结构的同质性的方式是有害的。钢热加工过程中夹杂物的变形行为对最终产品的性能具有重要意义。钢的基体和夹杂物通常都是多相组织,但为了比较起见,钢可以被视为均质相,因为与钢的显微组织相比,夹杂物的组织更粗。
由于夹杂物和基体的热膨胀差异,会产生内应力。钢基体在夹杂物上方和周围流动的作用产生夹杂物的变形,并且由于在轧制方向上界面处的摩擦,变形程度随着夹杂物的伸长而减小。如果夹杂物具有很强的界面结合,则夹杂物会变长并在热加工过程中保持完整。另一方面,如果夹杂物的界面结合较弱,则它不会与钢的流动相互作用,并且会产生不连续性。从这个角度来看,夹杂物可分为(i)固有塑性夹杂物(如硫化锰),(ii)非结晶玻璃状夹杂物,其表现刚性但在某些特征温度下变为塑性(如一些玻璃状硅酸盐), (iii) 结晶的离子固体(如铝酸钙、铝酸氧化物和一些结晶硅酸盐),它们没有表现出可塑性并表现出脆性。
钢成分中可接受的几种元素对氧具有高亲和力,因此可以用作脱氧剂,当添加到钢液中时会形成非金属脱氧产物。例子是硅、锰和铝。脱氧产物可成为重要的氧化物夹杂物。另一方面,在硫的情况下,只有在铁中溶解度低的元素(如钙和锰)或稀土元素对硫具有足够高的亲和力,从而在钢水温度下形成非金属硫化物。因此,钢中的大部分硫将通过熔渣精炼从溶液中去除,其余的则通过主要在凝固过程中发生的沉淀反应去除。凝固过程中最常见的硫化物沉淀为硫化锰。
根据这些观察结果,出现的夹杂物有两种可能的分类:(i) 使用它们的化学成分(氧化物、硫化物等),或 (ii) 考虑它们相对于凝固开始的时刻,例如初级、之前在固体钢开始在模具中形成之后,凝固开始,二次凝固。此外,来自炼钢过程的夹杂物被归类为“内源性”,而来自“外部”来源(耐火材料碎片、夹带的炉渣等)的夹杂物被归类为“外源性”。然而,很少有“外源”材料在钢中存活足够长的时间而不会与钢水发生广泛反应。这些反应会产生夹杂物的变化。因此,这种分类有时会令人困惑。
最后,一种常用的夹杂物分类方法与夹杂物的大小有关,根据夹杂物的大小可以将夹杂物分为宏观夹杂物和微观夹杂物。尺寸之间的合理界限是,如果夹杂物大到足以导致产品在加工或使用过程中立即失效,那么它就是宏观夹杂物。所有其他夹杂物都归类为微夹杂物。因此,虽然很重要,但这是一个难以应用的分类。
夹杂物的某些特性对于它们如何影响钢的行为具有关键的重要性。这些包括随温度变化的塑性或硬度、热膨胀系数 (CTE)、结晶行为(在玻璃状夹杂物的情况下),以及在较小程度上金属溶质的溶解度。夹杂物具有离子、共价或混合键合特征。因此,它们通常在室温下很脆,并且与金属基体没有牢固的结合。随着温度的升高,一些夹杂物变得更具塑性。
对夹杂物硬度和塑性的多次测量表明,观察到的变化过于复杂,无法以简单的方式描述。描述变形行为的最广泛使用的概念之一仍然是夹杂物“相对塑性”。当缺乏对夹杂物特性的准确了解时,这个概念特别有用。 1960 年代引入的相对塑性概念表示夹杂物的真实变形与钢的真实变形之比。根据温度和夹杂物成分,夹杂物的相对塑性会有所不同,夹杂物会变形、破裂或具有混合行为。如图4所示。
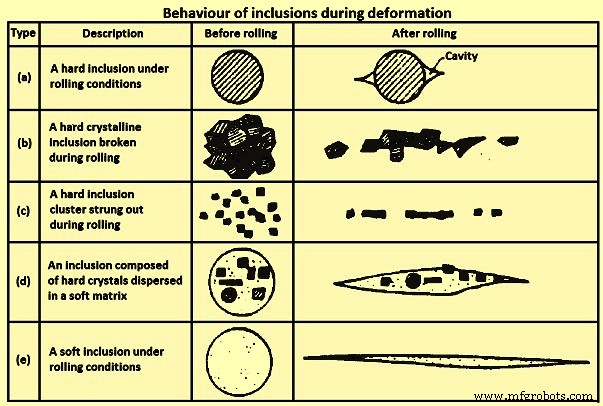
图 4 夹杂物在变形过程中的行为
如图 4 所示,与基体的低结合强度和基体变形的结合导致了空隙的产生和分离(或脱粘)。此外,在这些条件下,硬夹杂物通常会在钢中破裂并重新分布。这已经以氧化铝为例进行了讨论。由于氧化铝夹杂物在液态加工过程中经常聚集这一事实,因此了解氧化铝的破损和重新分布变得更加复杂。预测硬夹杂物或在较低温度下塑性降低的夹杂物的行为一直是一个挑战。
然而,需要一些基本参数来定量描述夹杂物的机械行为以及它们对钢性能的影响。在工作温度下为塑性的夹杂物在钢加工时会变形。这导致夹杂物沿主要工作方向伸长。在某些情况下,这会在夹杂物中引入形状各向异性。这导致受夹杂物影响的特性各向异性。最近,通过将计算的夹杂物液相线温度与其测量的纵横比相关联,证实了氧化物夹杂物的高温塑性和熔点之间的关系。
在一些热加工过程中夹杂物变形的建模工作中,夹杂物的塑性变形与其粘性流动相关,从而实现了对各向异性的合理预测。定量研究表明,夹杂物的流动应力与基体的流动应力之比决定了夹杂物的伸长率。氧化铝被硫化锰包围的复合夹杂物的行为如图 4(d) 所示。结果证实了实验观察结果表明,当硫含量低于 60 ppm(百万分之几)时,氧化铝/硫化锰夹杂物的纵横比显着降低。这些结果对于现代高纯度、清洁钢特别重要。
由夹杂物形状变化引入的各向异性不能通过进一步的热处理来消除。夹杂物和偏析物的变形通常是造成钢材宏观检验期间观察到的“纤维”外观的原因。钢加工过程中夹杂物的最终结晶会使预测它们的变形程度和塑性随温度的变化变得复杂。最初是“玻璃状”或无定形的夹杂物在钢的热加工温度范围内进行处理时会结晶。与“玻璃状”夹杂物相比,结晶夹杂物具有不同的流变行为(或相对可塑性)。当夹杂物的可塑性至关重要时,这一点尤其重要。
夹杂物的热膨胀系数(CTE)与钢不同。 CTE 的差异会影响夹杂物周围的残余应力。夹杂物被与镶嵌(表示或表征为重复形状的图案,尤其是多边形,紧密配合而没有间隙或重叠)应力相关的拉伸应力场包围而可能更有害。这在疲劳条件下尤其重要。这些应力也被认为与机械加工性有关。认为在夹杂物周围的钢基体中形成应力场、空洞和孔隙对切削加工性具有有利的影响。具有比钢更高 CTE 的夹杂物在从钢加工温度冷却时从基体中分离出来。这也会导致金相试样制备中的问题和尺寸测定的困难。
当使用自动方法时,设置灰度阈值以区分氧化物和硫化物。根据选择的阈值,基质和夹杂物之间的暗区对测量的夹杂物尺寸的贡献可能不同。在讨论裂缝模型时,“夹杂物”一词的使用存在很大差异。有些在“夹杂物”的定义中包括碳化物、碳氮化物和其他第二相颗粒。在考虑韧性断裂过程时,考虑这两种类型的颗粒似乎很重要。需要特别注意基体-夹杂物界面强度的差异,以及不同类型颗粒的大小和分布。
夹杂物和钢之间的界面通常具有非常低的强度或没有强度。另一方面,例如,碳化物和钢之间的界面强度估计在 1,200 MPa 到 2,000 MPa 的范围内。这种差异对夹杂物对钢性能,特别是断裂性能的影响具有重要意义。夹杂物和第二相颗粒之间的区别会变得模糊。在某些钢种中,钛用于固氮,液态时可形成氮化钛夹杂物。另一方面,在电工钢中,硫化锰作为细小的沉淀物形成以控制晶界运动。在一项研究中,使用钢中的氧化铝颗粒,已经证明了颗粒尺寸和体积分数在影响晶界运动中的控制作用。
夹杂物对钢性能的影响
长期以来,人们一直在研究夹杂物对钢性能的影响。夹杂物可以从炼钢过程中定制,用于铸造产品,以改善钢的性能。此外,通过了解锻造产品所需的性能,可以“设计”特定等级钢的夹杂物。为了通过夹杂工程适当地改善钢的性能,重要的是要了解夹杂物在整个加工过程中的现象和行为,从液态阶段到铸造后操作及其在锻造过程中的影响产品。
2009 年,欧盟委员会发表了一项研究综述,其中包括在 4 家主要钢铁生产商进行的研究,其目的是优化和评估不同的二次冶金路线,以通过控制夹杂物来获得高质量的带钢,其中用于批量生产材料是可重复性的问题,而特殊钢则是单独定制的。因此,了解路径对夹杂物数量的影响以及夹杂物对钢性能的影响非常重要。
最近一项关于夹杂物对钢性能影响的研究已在现代炼钢中进行了关键测量,以评估工艺条件对碳铝镇静钢、中碳铝镇静钢、先进高强度钢和先进高强度钢的产品性能的影响。易切削钢,所有这些都考虑到汽车应用对钢性能的严格要求,包括低夹杂物含量和钙改性,以确保更高的成型性和改善汽车零件的机械性能。
对夹杂物的清洁度要求因产品而异。关于夹杂物的清洁度没有统一的定义。这些要求要考虑到钢将用于的特定应用的要求,以及它们在钢部件中的位置、形状和分布等许多其他方面。
对加工的影响(冷热加工和成型) – 有时将加工过程中夹杂物的影响与应用过程中的影响区分开来是很方便的,因为加工条件通常不是钢材应用所设想的条件。即使考虑到与夹杂物相关的大多数问题都与它们的相对塑性及其对钢韧性断裂的影响有关,这也是正确的。在热加工或冷加工过程中占据材料横截面相当大一部分的夹杂物或位于加工变形高的区域的夹杂物会在加工过程中导致断裂。因此,控制夹杂物的体积分数、尺寸和分布很重要。此外,夹杂物工程对于疲劳性能和实现各向异性的合理预测具有重要意义。
对进一步发展提出挑战的重要领域是(i)正确表征夹杂物及其与钢的界面,(ii)表征大型多粒子群的尺寸、形状和分布的适当度量,以及( iii) 考虑多粒子种群的计算方法的相关困难。
对拉伸强度的影响 – 钢的抗拉强度受夹杂物的最终体积分数以及夹杂物的形态和取向的影响。夹杂物相对于加载方向的取向很重要,因为某些夹杂物水平会影响材料的延展性。在横截面较小的情况下,夹杂物的影响较大,因为夹杂物尺寸通过与基体的脱聚或夹杂物的断裂作为微孔的形核位置,这对钢的延展性产生负面影响.目前炼钢实践中的夹杂物体积分数水平已大大降低,以至于它们对抗拉强度的影响在标准测试尺寸中实际上可以忽略不计。一项研究调查了具有不同杂质水平的钢以确定超高强度钢中夹杂物的耐受性水平,发现虽然伸长的硫化锰会降低延展性和弯曲性,但它们对强度没有任何显着影响。
对韧性的影响 – 断裂韧性是材料抵抗裂纹扩展的特性,是设计多个工程部件时使用的关键特性。大多数夹杂物被认为是凝固组织中的应力增加物,并可能通过断裂导致失效。空洞成核粒子的分布被认为涉及两个尺寸尺度,即(i)较大的夹杂物在相对较小的应变下成核空洞,和(ii)较小的粒子在更大的应变下成核空洞。小裂纹的成核通常发生在较大尺寸的夹杂物上,裂纹的扩展是通过在较小夹杂物处产生的微孔的连接而发生的。空隙成核颗粒的尺寸通常在 0.1 微米到 100 微米之间,体积分数不超过几个百分点,尽管这个小百分比在结构合金的抗裂纹扩展性中起主要作用。钢的断裂模式由以下三种主要的不同机制组成。
- 乳沟 – 这是一种穿晶断裂模式,其中断裂通过晶粒内部的晶面传播,断裂面表现为一系列平面。在这种断裂模式中,提高韧性的主要方法是控制产生传播平面的微观结构单元,在铁素体钢中是铁素体晶粒尺寸,而在珠光体和贝氏体中是原始奥氏体晶粒尺寸。
- 低温沿晶断裂 – 这是一种沿晶界发生的断裂模式,因为第二相沿晶界的微偏析或析出。在低合金钢中,由于高温处理通常高于钢的再结晶温度(约 1,250 摄氏度),经常会发现硫化锰沉淀。这些颗粒充当晶间凹坑断裂的空洞形核位点。
- 酒窝破裂 – 它是一种断裂类型,其中空隙在夹杂物处成核,当这些空隙在应变条件下生长和聚结时发生断裂(通常称为“空隙聚结”)。已知硫化锰甚至在应变之前就从基体中分离出来,而大多数氧化物夹杂物在小应变下分离。这与热膨胀系数的内聚力有关。得到的表面是一个相对等轴的凹坑断裂表面。
前两种模式通常发生在韧性到脆性转变温度以下,而第三种模式通常发生在转变温度以上。图5显示了在小应变(5a)、大应变(5b)和钢断裂(5c)下空洞的形核。
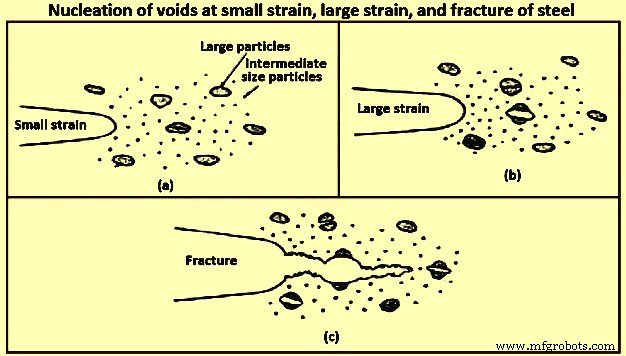
图 5 小应变时空洞的成核、大应变和钢的断裂
韧性断裂和脆性断裂是低合金钢的两种主要失效类型。当材料暴露在高温下时会发生韧性断裂,而脆性断裂通常在低温下发生。图 6 显示了静态和动态断裂模式曲线之间的差异,其特征在于所施加的应变率的差异。有两种测试来评估静态和动态断裂模式。夏比 V 型缺口试验用于评估动态断裂,而“裂纹尖端张开位移”(CTOD)试验用于评估准静态断裂韧性。 CTOD 测试适用于在组件失效之前可能会出现一些塑性变形的材料。这个位移的测量对于工程目的来说是非常重要的,这个测试的重要性依赖于这个参数的准确测量。
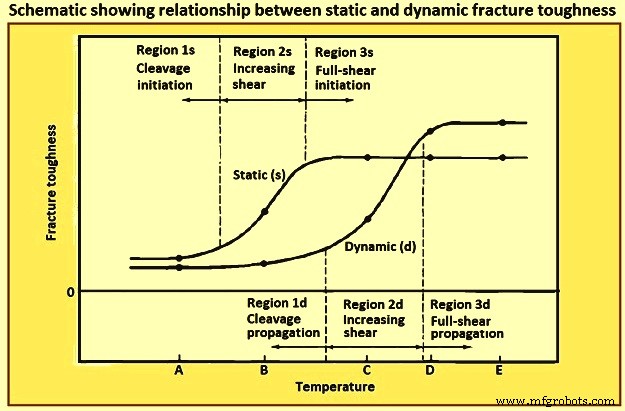
图6 静态和动态断裂韧性关系示意图
影响韧性的另一个重要因素是热轧产品断裂行为的各向异性。这与细长包裹体或包裹体簇的方向有关。 The highest energy absorbed occurs in the samples where the crack plane is normal to the elongated inclusions, and the crack can be deflected along the interfaces of the inclusions. Lower energies are absorbed when a crack propagates along the interfaces of the elongated inclusions. In Fig 7 two steels are compared, to the left conventional rolled steel can be seen, the anisotropy is higher due to the elongation of inclusions parallel to the rolling direction. If the material is loaded in this direction (red arrows) the strength is higher than if the material is loaded in the transverse direction (yellow arrows). In the steel on the right is steel with inclusion control. In this steel, the anisotropy is less due to better inclusion control which produces fewer, isolated and smaller inclusions. If the material is loaded in this case there is not much difference between the most and least favourable loading conditions.
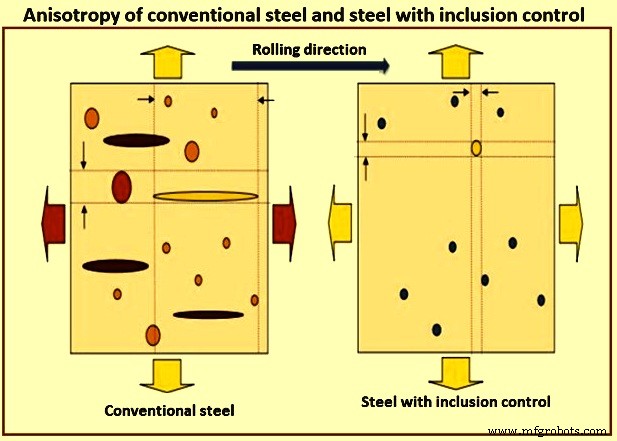
Fig 7 Anisotropy of conventional steel and steel with inclusion control
Manganese sulphide inclusions are a major cause of fracture anisotropy. Due to manganese sulphide inclusions, transverse and through thickness orientations are the most affected by inclusion anisotropy. This can be improved by modifying sulphur containing inclusions to form hard inclusions which remain spherical during working or if the added cost is justified, the sulphur content can be reduced by further desulphurization or vacuum stirring.
Oxide inclusions are associated with ductile fracture which is characterized by linking of dimples. Void formation around oxide inclusions plays a dominant role in shear fracture. With increasing strength levels of the steel, the effect of inclusions especially at low temperatures is highly noticed.
Normally low inclusion levels are enough to guarantee acceptable ductility and toughness criteria in ultra-high strength steels. However, if in the future the demand to develop these properties, the need to avoid elongated manganese sulphide and minimize the number of coarse titanium nitride is to be pursued, as these are the most deteriorating inclusion types for ductility of relatively low impurity levels in ultra high strength steels.
Effect on fatigue – When the failure of a steel component has been due to a repeated number of load applications (cycles) below the yield stress of the material, it is considered a fatigue failure. In this regard, there are very important aspects in which inclusions play a major role. One of the first studies to establish a relationship between hardness and fatigue limit was the one carried out by Garwood and co-workers. Since then, the relevance that non-metallic inclusions have with regard especially to high strength steels has been the subject of several studies. Majority of these studies have pointed out several factors which relate to stress concentration, namely inclusion shape, adhesion of inclusion to the matrix, elastic constants of inclusions, and matrix and inclusion size.
Murakami and Endo developed the area model for evaluating the effect of small defects (holes) in metallic materials. In their study, they demonstrated that the problem of a small defect is essentially a small crack problem and hence this problem is to be solved with stress intensity factors instead of stress concentration. They found that there is a strong correlation of the maximum stress intensity factor with the projected area of the defect in a plane perpendicular to the maximum principal stress. Inclusions in fact can be treated as mechanically equivalent to small defects having the same value of the projected area (square root of crack area).
It is not only those factors which influence the fatigue life of a component, but also the location of the inclusion or defect inside the component. An inclusion of a certain size found close to the surface has a higher impact on the fatigue life than an inclusion of the same size in a location more distant from the surface. Murakami published quantitative equations for the prediction of the fatigue strength of a material with a surface defect, near the surface and an internal defect. Fig 8 gives classification of inclusion by location.
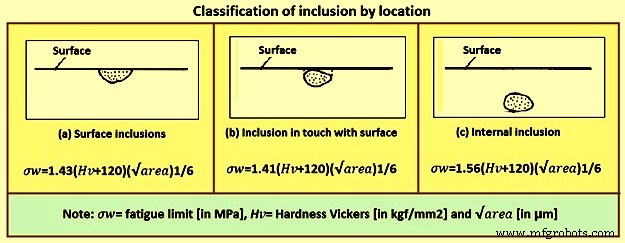
Fig 8 Classification of inclusion by location
The relationship between the harmful effects of inclusions on fatigue life and inclusion size is shown in Fig 9. This figure can help to illustrate that large globular inclusions are most harmful because of their size, not because of their shape. Also, that calcium sulphides compared with oxides of an equal size are less harmful. Finally, that the titanium nitrides are the most harmful type of inclusions over an equal size range compared to other oxides or sulphides.
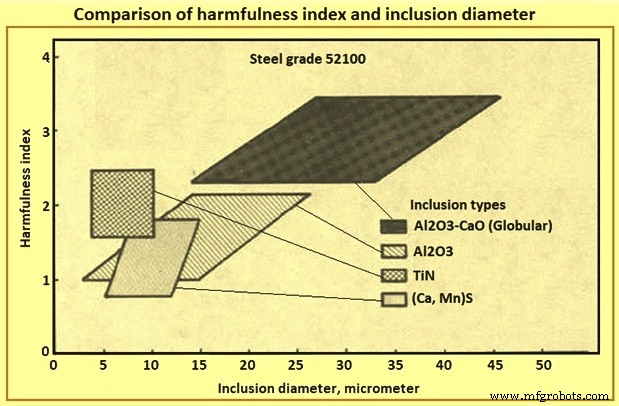
Fig 9 Comparison of harmfulness index and inclusion diameter
The importance of inclusions on the fatigue of steel has been long recognized. However, the effect of type, composition, shape, and size of inclusions on fatigue has been extensively studied without a firm conclusion. A recent study has shed new light on understanding the effects of inclusions on fatigue which is summarized here. The fatigue limit is correlated with the existence of non-propagating cracks. It is not related to crack initiation. The fatigue limit is a threshold stress for crack propagation and not the critical stress for crack initiation. Fatigue limit correlates with hardness, upto around 400 HV. In this region, ‘the fatigue limit is determined by a material property showing the average resistance to plastic deformation of the material’.
As one passes the 400 HV threshold, the ideal fatigue limit, associated with the material properties cannot be reached, in general, due to the presence of defects (such as inclusions). ‘Defects smaller than a critical size are non-damaging (not-detrimental) to fatigue strength and the critical size is smaller for materials having a higher static strength, so that a defect of a given size is more detrimental to high strength steels than to low strength metals’. It has been demonstrated with several experimental examples that since the fatigue limit is a stress at which crack propagation does not occur, small defects can and have cracks starting from them which can or cannot lead to fatigue, depending on size and stresses. It has been argued that, for this reason, when a crack originates at the inclusion-metal interface or through inclusion cracking, the stresses within the inclusion are relieved and the inclusion domain can be regarded as mechanically equivalent to a stress-free defect or pore. Hence, tessellated stresses, for example can be less important than previously thought.
Using this approach, it is possible to find adequate relationships to predict the fatigue limit of high strength steels, reconciling the endurance limit relationship with hardness by including a term related to the cross-section area transverse to the loading, occupied by inclusion. Depending on the loading, position of the inclusions can be important, and this is accounted for. Thus, for inclusions close to the surface in rotation-bending, an empirical relation between the endurance limit and hardness has been proposed.
The effects of these insights on bearing steels development (SAE 52100 or 100Cr6) have been very important. Hence, for example, the results of, where particular relevance has been ascribed to different inclusion compositions, can be reappraised. The results indicate much less importance of inclusion type when analyzed in accordance with Murakami’s formalism, as shown in Fig 9. According to Murakami’s results, the largest inclusion present in the stressed area is responsible for fatigue failure. With the high cleanness of these steels, the classical methods of inclusion evaluation and quantification have been quite ineffective in predicting fatigue behaviour and extreme value statistics has been presented as a solution. In this context, Murakami developed a method for extreme value inclusion quantification.
Later, an ASTM standard was developed, mostly with the bearing community in view. With this method, Murakami and co-workers have been able to predict fatigue properties based on extreme value statistics for inclusions. Also, they showed that, when the inclusion population and inclusion size become exceedingly small, as in extra-clean electron-beam (EB) melted steels microstructural heterogeneities (bainite areas) are larger than the inclusions and act as fatigue nuclei. The importance of inclusions in fatigue is still the subject of frequent discussion, particularly in what is termed very high cycle fatigue.
The developments led by Murakami and co-workers on the understanding of the importance of inclusions in fatigue of high strength steel also had a profound impact in the inclusion engineering of spring and valve steels .Summarizing, when considering the literature on crack origination and propagation in fatigue, a person is to consider size and volume fraction of inclusions. Crack origination can occur ‘in the matrix’ or related to second-phase particles, in special inclusions. It seems that for lower strength steels, a critical crack size larger than the larger inclusions is needed for fatigue to occur. Hence, inclusions play a less important role in low strength clean steels. On the other hand, in high strength steel inclusions can be sufficiently large and play an important role.
Inclusions-steel interface condition also plays a role in fatigue life. On the other hand, the inclusions-matrix interface strength has been considered an important factor in the microscopy phenomena involved in fatigue cracking. Spriestersbach and co-workers, for example, noted that ‘classical’ inclusions (oxides, complex oxides and sulphides) debond easily due to the low inclusions-steel interfacial strength.
Also, differences in CTEs can promote inclusions-matrix separation. Hence, classical inclusions can be considered to behave as holes, as proposed by Murakami. On the other hand, titanium nitride, for example, has a strong bond to the matrix and the Titanium nitride-steel interface shows no separation. When titanium nitride is subjected to high stresses it cracks, and the cracks propagate into the matrix. Hence, the correlation between titanium nitride size and the fatigue behaviour can be different from the one observed for ‘classical’ inclusions.
Effect on machinability – Machinability comprises a wide range of parameters, including chip formation, cutting tool wear, surface properties of the machined work piece and environmental factors. Machining can be mainly described as consisting of two processes, metal fracture and metal removal to produce a certain shape or drilled holes at specific locations on the work piece.
Some oxide inclusions can have a positive effect on the process of chip formation (which is dependent on the ability to create a fracture along the structure) but can have a negative effect on the cutting tool wear which can overcome the initial positive effect on chip formation. Manganese sulphide inclusions also have a beneficial effect on chip formation, and the beneficial effect of high sulphur content on free machining steels have long been reported, because manganese sulphide inclusions do not cause cutting tool wear to the same extent as oxides do. A thorough investigation of the effect of different inclusion types on different steel grades for different applications has indicated that different steel grades have various inclusions with very different characteristics. Hence, these characteristics are to be optimized for each group of steel grades in order to make improvements to the machinability of steel without considerably producing a reduction in their mechanical properties
Perhaps one of the properties most traditionally related to inclusions is machinability. The effects of sulphides are well known and the design of these inclusions for machinability has been quite successful. Computational thermodynamics has been used to design steels with good machinability by tailoring sulphides to substitute lead ‘metallic inclusions’. Lead added steel presents important health hazards during steelmaking and has considerable environmental impact. Presently the automotive industry is defining minimum sulphur content for non-resulphurized steels to improve their machinability. This has posed an interesting challenge to bar manufacturers who need to adjust their processes to prevent nozzle clogging by the use of calcium in presence of sulphur in the range of 0.02 %. Stringent process control is needed, in this case
Effect on the nucleation of ferrite – Inclusions can play an important role in phase transformation. They also play a critical role in the nucleation of fine acicular ferrite in weld metal. This microstructure is important to achieve satisfactory mechanical properties with low carbon compositions without hot / controlled working. Thus, weld metal composition is tailored to cause the precipitation of adequate nuclei for acicular ferrite. Some of the factors considered relevant for an inclusion to act as a nucleus for acicular ferrite are crystal structure, differences in CTE, and depletion in austenite-stabilizing elements such as manganese around the inclusions. The latter is the most favoured explanation, followed by stresses generated by CTE differences between inclusion and the austenite matrix. This gains special relevance with the prospect of thin slab casting, where the extent of hot / controlled working which can be performed to refine the austenite grain is very limited.
One of the first and clearer in situ observations of the nucleation process has been done by Sugiyama and Shigesato who discussed in detail their observations on the importance of manganese sulphide on ferrite nucleation. Li and co-workers have shown experimentally and using first principle calculations that zirconium and titanium oxides promote manganese depleted zones in the inclusion-matrix interface, favouring ferrite nucleation. Also, they have shown that manganese sulphide can nucleate on zirconium oxide. As a result, they have shown the beneficial effect of zirconium-titanium deoxidation in the micro-alloyed steels, promoting finer and more uniform dispersions of manganese sulphide and acicular ferrite microstructures. Grong and co-workers reviewed the possibilities of producing ‘dispersoids’, inclusions with a sufficiently fine size and compositions to affect nucleation in solidification as well as ferrite nucleation. In order to achieve this, these particles, however, are to be formed in a more complex way than just resulting from classical inclusion formation reactions.
Effect on surface finish – Though surface finish can be considered a machinability issue, the case of tool steels for plastic moulds, for example, presents extraordinary requirements. Studies have shown that both microstructure and cleanliness play an important role. Simple forms of cleanliness quantification, however, are not able, in general, to correlate with polishing quality. Inclusion type play a definite role in the process as in the case of ESR (electro slag remelting) of P20 steel, for example, it has been demonstrated that the typical desulphurization of ESR is deleterious for surface finish and inert atmosphere remelting is to be used to prevent desulphurization and ensure that sulphides cover the oxide inclusions allowing a good surface finish. The compared results of VAR (vacuum arc remelting) and the so-called PESR (ESR under inert gas) can be explained in the light of this observation.
Effect on corrosion
Two examples of the influence of inclusions on the corrosion performance of steels are the importance of inclusions on hydrogen related failures such as hydrogen-induced cracking (HIC) and on the formation of pits.
Inclusions and hydrogen related failures – The importance of inclusions as traps and nuclei for HIC has been recognized at least since the 1970s. The importance of the synergistic effect of segregation and inclusions, particularly manganese sulphide was soon also recognized. Nakai and co-workers observed that shape control of sulphides had a high influence on HIC. They showed that higher oxygen in steel with type I sulphides (which do not have high plasticity) has better resistance to HIC than aluminum killed steel with type II sulphides which elongate during rolling. However, they preferred either calcium or cerium sulphide modification in order to ensure good properties.
It has also been clear that simply reducing sulphur and controlling sulphide shape is not sufficient to ensure good HIC resistance since crack propagation is controlled by segregation. Hence, lower carbon and lower manganese steels have been developed, as well as accelerated cooling strategies to promote less segregation, particularly banding, and more uniform hardness in the microstructure.
The interaction of segregation and calcium modification has been demonstrated in a study which has shown that in large segregates normal calcium treatment can be ineffective to prevent the formation of manganese sulphide. Thus, very low sulphur and avoidance of manganese sulphide has become the rule to ensure good HIC resistance. However, inclusions continue to play an important role on HIC crack nucleation. In very clean steels, it has been shown that manganese sulphide promotes hydrogen cracking. When studying the resistance of API X120 micro-alloyed steel, Huang and co-workers have related steel cleanliness to reduced effect of hydrogen, regardless of the inclusion type. However, they did not provide information on sulphur content of their steel.
Jinand co-workers reported that in calcium treated API X100 steel having 50 ppm sulphur, oxides are detrimental to hydrogen resistance. Domizzi and co-workers have not able to correlate sulphide length or sulphur content to HIC resistance in steels with sulphur in the 50 ppm to 150 ppm range. They propose that sulphur content and inclusion size influence resistance to hydrogen. They indicate that a small number of very elongated inclusions can reduce the HIC resistance in the same way as a higher number of shorter particles. They also emphasize the relevance of banding, which in micro-alloyed steels is normally associated with higher manganese contents.
Banding was also shown to be critical to the hydrogen induced failure of AISI 4140 bolts in sub-sea applications subjected to cathodic protection. Du and co-workers have shown the beneficial effects of generating a fine dispersion of oxide and sulphide inclusions through zirconium-titanium deoxidation on HIC resistance, when compared to conventional aluminum deoxidation. In a recent review, Ohaeri and co-workers have confirmed that inclusions in general can be harmful to resistance to hydrogen degradation but confirmed that elongated inclusions apparently have a more negative effect. The importance of elongated sulphides on the extent of hydrogen blistering has also been demonstrated. Hence, inclusions shape, quantity, and type play an important role in hydrogen cracking.
The eventual clustering of inclusions, particularly regions of microstructural banding, has a synergistic effect in promoting issues associated with hydrogen and is to be carefully avoided. Additionally, it is to be noted that Murakami has demonstrated that hydrogen trapping at inclusions has a considerable effect on super long life fatigue phenomena. It is evident from the above discussion that inclusion engineering plays an increasingly important role in the design of hydrogen resistant steels
Pitting – Wranglen reported the importance of manganese sulphide as pitting initiation sites both in carbon and stainless steels. He proposed that in carbon steels, the attack starts in the matrix close to the sulphide inclusion, which is nobler than the matrix while in stainless steels, the attack starts at the sulphide inclusion proper. With the development of characterization techniques, Ryan and co-workers have measured the presence of a chromium depleted region surrounding sulphide inclusions in stainless steels and proposed that these to be the initiation sites. They have not, however, propose a mechanism for the formation of these regions nor have described the thermal history of their sample. Their results were contested by measurements performed by Meng and co-workers in various steels (including Ryan’s original sample).
The observations of Ryan resemble the composition profiles around chromium carbides in sensitized stainless steel. While there a clear explanation exists for the formation of chromium depleted regions in the matrix around carbides in sensitization, it is not the case for the matrix surrounding sulphide inclusions. More recently, Williams and co-workers have observed a layer of iron rich sulphide surrounding the sulphide inclusions in stainless steels. This layer preferentially dissolves and starts the pitting process. In their conclusions, they have suggested that inclusion engineering can be used to control the composition of the manganese-iron-chromium sulphides and prevent this from happening. Park and Kang recently reviewed the issue of inclusions in stainless steels. They discussed the process of solidification of the sulphides which can lead to the situation observed by Williams.
It seems clear that subtle chemical composition differences around inclusions can be of paramount importance for the pitting of stainless steel. Results presently available indicate that the composition variations caused during sulphide formation can play a very important role. Liu and co-workers have recently demonstrated the effect of alumina clusters on pitting of carbon steels. Ma and co-workers have shown the anisotropic behaviour of pitting associated to manganese sulphide inclusions. Hence, it is clear that inclusions, in particular sulphide inclusions, have a crucial role in pitting. Park and Kang have remarked that the presence of oxide inclusions can also play an important role in pitting of stainless steels.
.
制造工艺