

在 CNC 木工中取得成功
制定成功的切割方向策略
有许多因素会影响木工中木材的加工实践。对于某些硬木来说,经常出现的一个问题是切割方向,特别是与木材的纹理图案有关。木材是一种各向异性材料。这意味着在不同的切割方向上表现出不同的材料特性。在木材方面,与纹理取向有关的木材有不同的结构等级。如果纤维素纤维的平均方向与木材的侧面平行,则称这些颗粒是直的。任何偏离这条平行线和电路板的地方都被认为是“横纹”。下面的图 1 描绘了一个大部分为直的纹理板,箭头指示不同的轴。这些轴中的每一个都表现出不同的机械性能集。由于这些差异,人们必须注意木工中的刀具路径,并尽量减少施加在刀具上的切削力,以最大限度地延长刀具寿命。
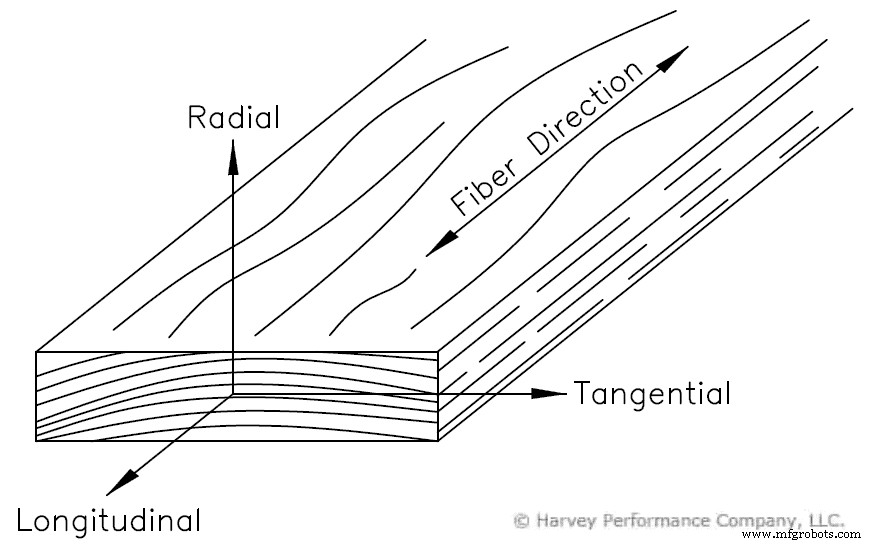
垂直于纹理的切割在木工中被称为“横切”。在上面的图 1 中,这将被视为沿径向或切向方向切割。平行于纹理的切割称为“沿纹理”切割(在图 1 中为纵向)。在任何方向上,您越接近与木纹呈 90° 角切割,切割力就越大。例如,其中心轴平行于切线方向且刀具路径沿纵向方向的刀具将比具有相同中心轴但沿径向移动的刀具具有更少的磨损。第二种刀具取向是切削更多的晶界,因此产生更大的切削力。但是,沿纹理切割时必须小心,因为这会导致撕裂并导致表面光洁度不佳。
用 CNC 木工正确形成木屑
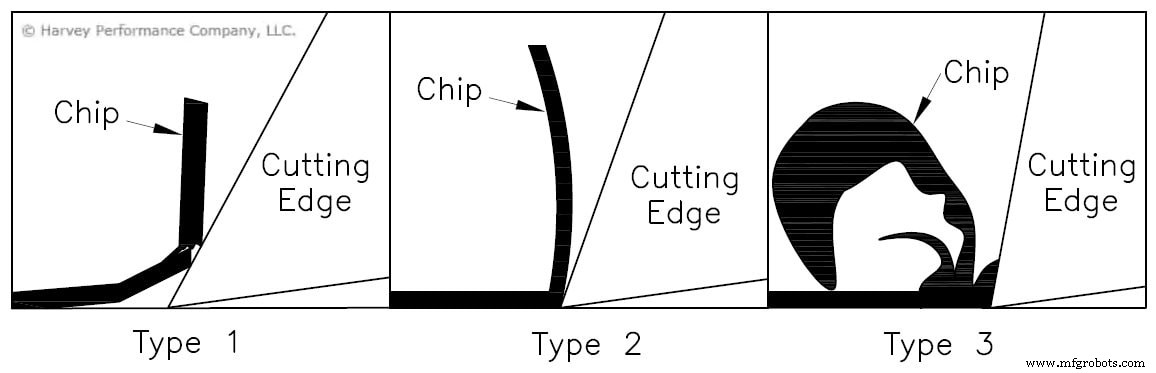
平行于木纹切割木材时,会形成三种基本类型的木屑。当垂直于木纹切割时,木片类型通常属于这 3 类,但由于木材特性相对于木纹方向的范围很广,因此具有更大的可变性。
Type 1 芯片
当木材通过劈裂在切削刃前分裂时形成 1 型碎屑,直到弯曲失效作为悬臂梁发生。产生垂直于剪切面的很大力,导致切削刃前方的木材分裂,形成这个微小的悬臂梁。当向上的力量最终超过了这根细小的光束的强度时,它就折断了。与类型 2 和 3 相比,这些类型的切屑造成的磨损相对较小,因为材料在与尖端接触之前会分裂。具有极高前角或极低前角的立铣刀通常会产生 1 型切屑。在对大于 25° 的晶粒斜度进行加工时尤其如此。水分含量低于 8% 的木材会形成不连续的木屑,并且具有较高的撕裂风险。
类型 2 芯片
就表面光洁度而言,类型 2 芯片是三种类型中最理想的。它们是沿对角剪切平面的材料失效的结果,从切削刃延伸到工件表面。当木材的特性、切割参数和刀具几何形状之间存在适当的平衡时,就会形成 2 型木屑。含水量在 8% 到 20% 之间的木材形成连续 2 型木屑的几率要高得多,同时还能保持良好的表面光洁度。
类型 3 芯片
当刀具的前角太低时,会形成最后一种切屑。在这种情况下,切削力几乎与行进方向平行。这会导致软材料(例如木材)被压碎而不是被剪掉,从而导致表面光洁度不佳。通常,留下的表面看起来像微小的木元素束,这种表面缺陷通常被称为“绒毛”。由于在低密度木材中的破碎情况更加复杂,这种类型的木屑在软木中更常见。
木工时延长刀具寿命
速度和饲料经验法则
数控木工加工时会发生几种不同类别的工具磨损。加工的一般规则仍然适用,因为 RPM 对磨损率的影响最大。过度进给会成倍增加刀具磨损,也会导致刀具破损。与大多数加工操作一样,这两者之间的平衡是必不可少的。如果您希望通过提高速度来提高生产率,则必须按比例增加进给量,以保持平衡,使工具与材料正确啮合。
适当的热量管理
当切削工具暴露在高温下时,由于腐蚀,它们开始磨损得更快。市场上大多数硬质合金工具中的钴粘合剂开始氧化并脱离切削刃。这会引发连锁反应,因为当粘合剂被去除时,碳化钨也会脱落。不同种类的木材和类型的工程木材在高温下具有不同的腐蚀行为。这是加工 MDF 或刨花板时观察到的最一致的磨损类型。磨损是由于粘合剂中发现的氯盐和硫酸盐,因为这会加速高温腐蚀。与铝一样,当木材中的二氧化硅含量增加时,其腐蚀性也会增加。
通常,在水分含量高的木材中观察到工具磨损增加。这种特性是由于木材中的提取物引起的电化学磨损增加。木材中的水分包括树脂、糖、油、淀粉、生物碱和单宁等物质。这些分子与切削工具的金属成分发生反应,会使切削刃变钝。与高速钢相比,硬质合金更能抵抗这种类型的磨损。
延长木材刀具寿命的最佳涂层
如果您想要一种更耐用的工具来保持其锋利的切削刃(而谁没有),您可能需要考虑使用非晶金刚石涂层。这是一种极耐磨的涂层,适用于切削区温度不超过 750°F 的有色金属加工。这种涂层类型是 Harvey Tool 最薄的涂层之一,因此可以最大限度地降低任何边缘倒圆的风险并最大限度地提高边缘的耐用性。
避免常见的木工事故
撕掉
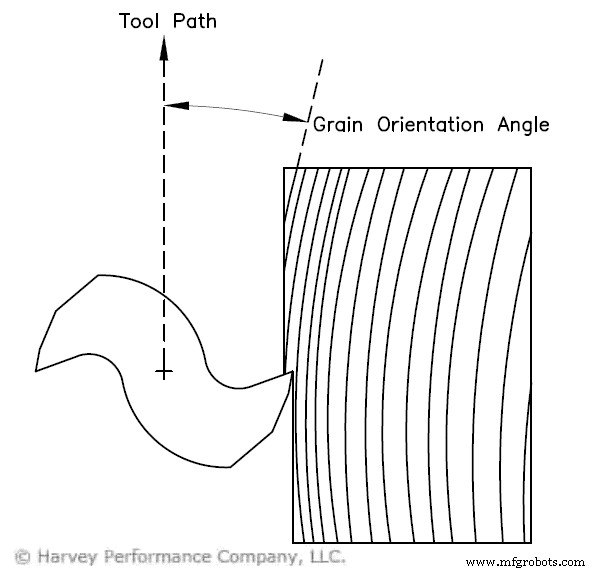
撕裂,有时称为碎粒或碎裂,是指正在加工的一大块木材从主要工件上撕下并在原来的位置留下不吸引人的缺陷。这是加工木制品时最常见的缺陷之一。发生撕裂的原因有很多。材料特性是需要考虑的。如果纹理方向相对于刀具路径小于 20°,木材的含水量太低,或者木材的密度太低,则更容易发生撕裂。图 4 显示了相对于刀具路径的晶粒取向角。在加工参数方面,如果切屑负荷、切深或前角过大,也会出现这种情况。
模糊纹理处理
模糊纹理看起来像附着在新加工面上的小块木头,当木纤维没有正确切断时会出现。低斜度或钝的切割工具使纤维缩进,直到它们从内部的自然图案中撕裂,导致形成 3 型切屑,从而导致光洁度差。低进给或切削深度可能会加剧这种情况,因为工具未正确接合并且正在犁材料而不是正确剪切材料。具有越来越少的颗粒的较软的木材更容易出现这种类型的缺陷。众所周知,幼木因含水量高而特别容易出现纹理模糊。
烧伤痕迹
烧伤痕迹是一种在加工木材时特别重要的缺陷,因为在加工其他材料时通常不会引起关注。在一个地方停留的时间过长,在切割中没有充分接触立铣刀,或者使用钝工具会通过摩擦产生过多的热量,从而留下烧伤痕迹。一些木材(如枫木或樱桃木)更容易产生烧痕,因此应合理编程这些类型的刀具路径。如果您在特定操作中遇到很多烧伤痕迹,您可能需要尝试用商业润滑剂或糊状蜡喷涂立铣刀。注意不要使用太多,因为过多的水分会导致翘曲。增加您的工具参与度或降低 RPM 也可以对抗烧伤痕迹。

芯片标记
切屑痕迹是木材表面的浅压缩,已被喷涂或压入表面。这些缺陷会随着水分含量的增加而膨胀,使饰面更加恶化。这类瑕疵一般是由于排屑不畅造成的,通常可以通过在操作过程中对切削区域施加鼓风冷却液来修复。
凸起的谷物
凸起的纹理是木材的另一个常见缺陷,是工件的一个或多个部分略低于其余部分。当用钝工具加工较软的木材时,这种瑕疵尤其成问题,因为纤维会撕裂和变形,而不是被干净地剪掉。当用慢进给和木材具有高水分含量进行加工时,这种效果会加剧。受损和未受损的木材部分之间膨胀和收缩的变化加剧了这一缺陷。正是由于这个原因,凸起的谷物在饱经风霜的树林中很常见。设置过紧的工件夹持装置也有可能导致颗粒凸起。
区分 Harvey Tool 木材切割和塑料切割立铣刀

https://www.harveytool.com/products/material-specific-end-mills/woodMachinists 经常使用塑料切割立铣刀进行木工加工,因为这种工具的内部几何形状与木材立铣刀非常相似。两种刀具都具有大槽谷和锋利的切削刃,有利于塑料和木材的加工。 Harvey Tool 塑料切割机和伐木机之间的主要区别在于楔角(主后角和前角的组合)。樵夫线具有较低的前角,但仍具有较高的后角,以保持切削刃的锋利度。下部耙子的设计不像塑料切割机在木工时那样“抢手”。它旨在剪切木材并通过不造成撕裂而留下优质的表面光洁度。
Harvey Tool 提供的木材立铣刀包括上切和下切选项。 upcut 选项专为铣削天然木材和工程木材而设计,具有 2 刃样式和楔角,专为剪切木纤维材料而设计,不会导致撕裂或留下模糊的纹理饰面。下切产品针对铣削天然木材和工程木材进行了优化,有助于防止在真空台上抬起。
如需有关实现成功加工操作的更多帮助,或有关 Harvey Tool 提供的木材立铣刀的更多信息,请致电 800-645-5609 联系 Harvey Tool 的工程师团队。
数控机床