

赫克 WinMax 控制增强功能和被忽视的功能
在过去的几个月和几年里,Hurco WinMax 控件有许多增强功能,我们从未真正与客户分享。 Hurco 控制器非常易于使用且易于自学,因此经常存在一些被忽视的功能,如果操作员知道这些功能,这些功能可能会非常有用且非常强大。我认为这将是一篇很棒的博客文章,可以帮助我们的用户找到并理解这些功能(如果他们以前不知道这些功能)。
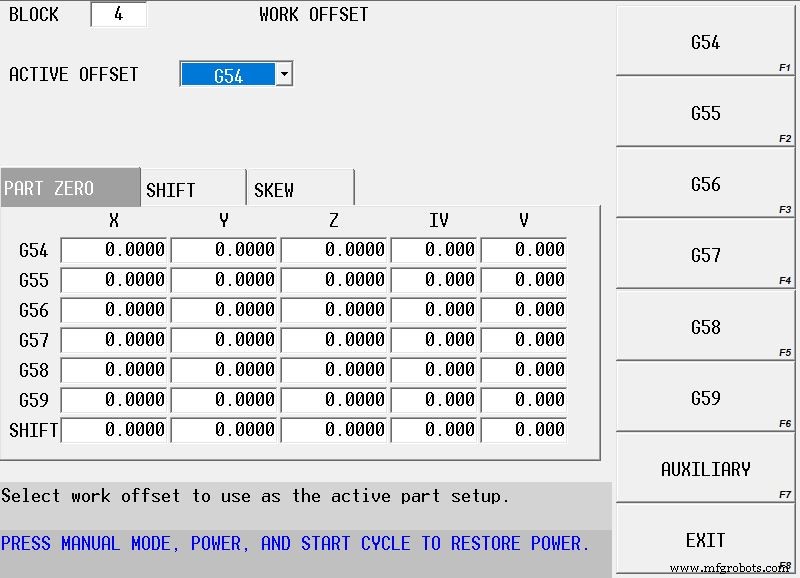
在会话程序中使用零点偏移(G54-G59,93 个辅助偏移):
经常需要在机器上的不同设置之间切换 - 例如当您在桌子上的不同虎钳中设置多个操作设置时。以前,操作员每次想要切换到不同的设置坐标时都必须在程序中输入更改零件设置,然后再切换回另一个设置坐标。这是有问题的,因为如果需要进行小位移,例如在 X 轴上,那么操作员将需要在引用该特定位置的程序中定位每个更改零件设置并进行更改……这可能很容易有几十个整个计划的地方。但是,通过使用零偏功能,可以在一个位置(例如 G55)进行更改,并且在任何称为特定零偏的地方都可以使用更改。
Work Offset 块位于 Miscellaneous 选项卡(Miscellaneous, More>, Work Offset)下的会话编程部分。
库存津贴标签:
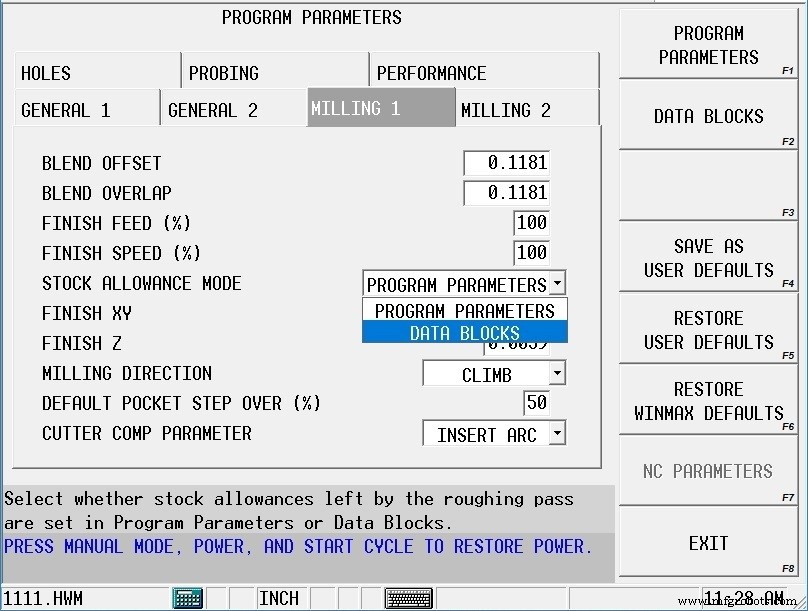
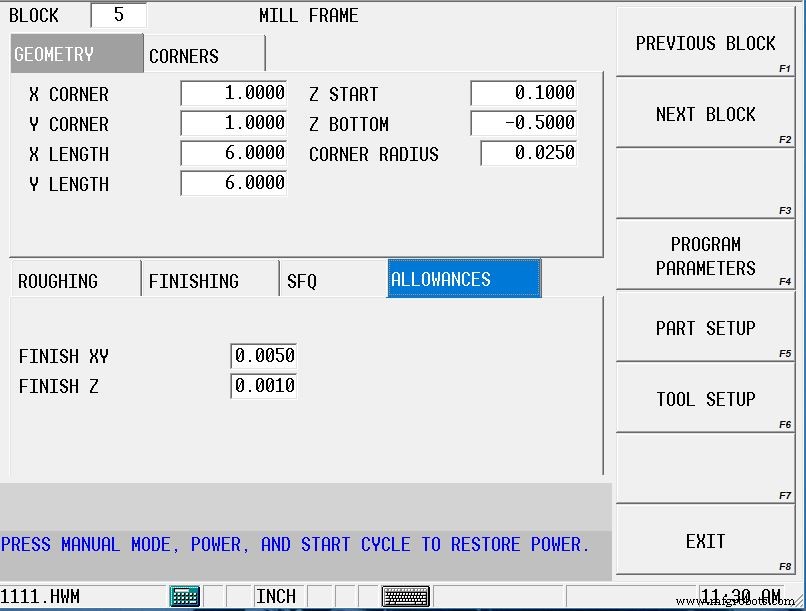
从历史上看,在 Hurco 控制上,留给精加工余量的库存量是一个全局设置,位于任何给定会话程序的程序参数中。当您需要更改特定块的剩余库存量,或者如果您想在热处理之前将磨料留在某个特征上时,这种“全局”设置的挑战就变得很明显——这意味着您需要撒谎工具的直径或特征的大小。但是,通过在程序参数中打开 Stock Allowance 选项卡,可以轻松解决这两个挑战。
在“库存余量”选项卡处于活动状态的情况下,您可以单独设置程序的每个对话块中为完成通过而留下的材料数量;并且,为了减少在离开磨削毛坯时对控制的依赖,如果您不对精加工刀具进行编程,则不会移除余量毛坯。这在加工过程中消除零件应力时也很有帮助。只需现在留下库存,稍后将块复制并粘贴到程序中的其他位置,然后删除余量值。
要更改设置以使控件允许使用 Stock Allowance 选项卡,请转到 Program Parameters,选择页面顶部的 Milling 1 选项卡,然后将 Stock Allowance Mode 设置为 DATA BLOCK。如果您希望此设置成为未来对话程序的新默认设置,请记住将此设置保存为 USER DEFAULT。
设置 NC 程序的参考返回位置 (G28):
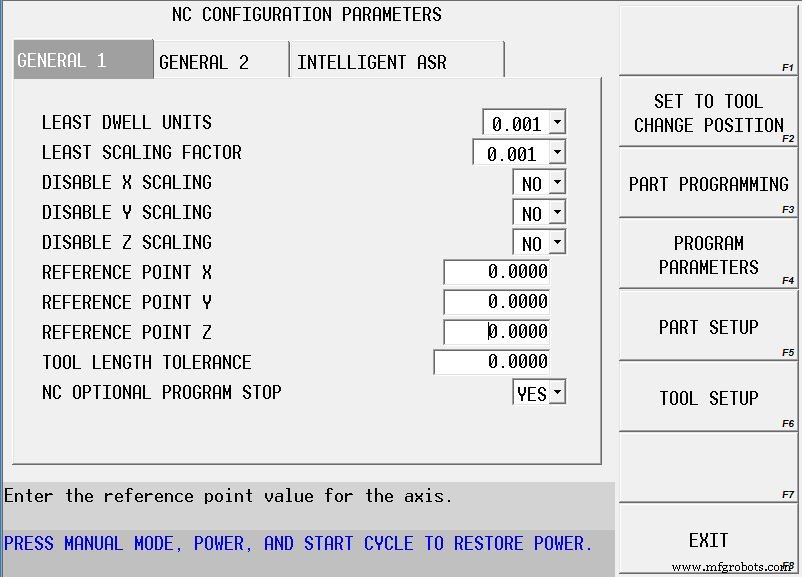
在许多 NC 程序中,G91 G28 XYZ 参考返回位置的使用非常普遍。作为默认设置,此代码会将机器发送到每个轴的起始位置。但是,赫克在 NC 参数中提供了一个设置,允许用户在执行 G28 指令时指定机器的运行位置。
激活 NC 程序时,从 INPUT 屏幕中选择 PROGRAM PARAMETERS,选择 NC PARAMETERS 软键,选择 NC CONFIGURATION PARAMETERS 软键,然后设置 X、Y 和 Z 参考返回点的所需位置。
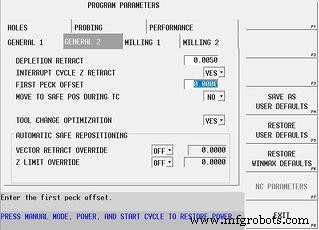
首啄偏移:
每个对话式编程块都有一个 Z START 和 Z BOTTOM 字段,用于指定 Z 轴方向上任何特征的快速点和最终深度。这些块也有一个 PECK DEPTH 字段。有时,根据值的不同,工具在实际接触材料之前会在啄食时切割大量空气。 FIRST PECK OFFSET 的程序参数设置可以帮助减少这种浪费的时间。
例如,当输入 0.100” 的 Z START 和 0.025” 的啄深度时,控件将在零件上方 0.100” 的位置开始啄……因此在工具实际开始之前需要 5 次完整的啄去除材料。通过将 FIRST PECK OFFSET 参数设置为 0.100” 的值,控制器将强制刀具定位在 Z START 位置,偏移或向下移动 FIRST PECK OFFSET 的量,并从该新位置开始啄食。在我们上面的例子中,材料将在第一次啄食时被去除,因此消除了任何浪费的时间。该参数可以在 Program Parameters 的 GENERAL 2 选项卡中找到。
使用默认通用旋转设置显示轴指示符而不是 IV 和 V:
当您创建一个新的会话程序时,程序类型的默认设置是通用旋转……这绝对是我们希望您使用的设置,原因有很多。但是,当程序类型设置为 Universal Rotary 时,零件设置屏幕将显示 X、Y、Z、IV 和 V 作为机器的轴……无论机器类型如何。在 5 轴机器上,这可能会令人困惑,因为它不显示机器的实际轴,而在 3 轴机器上,它会令人困惑,因为没有 4 th 或 5 th 轴可用。
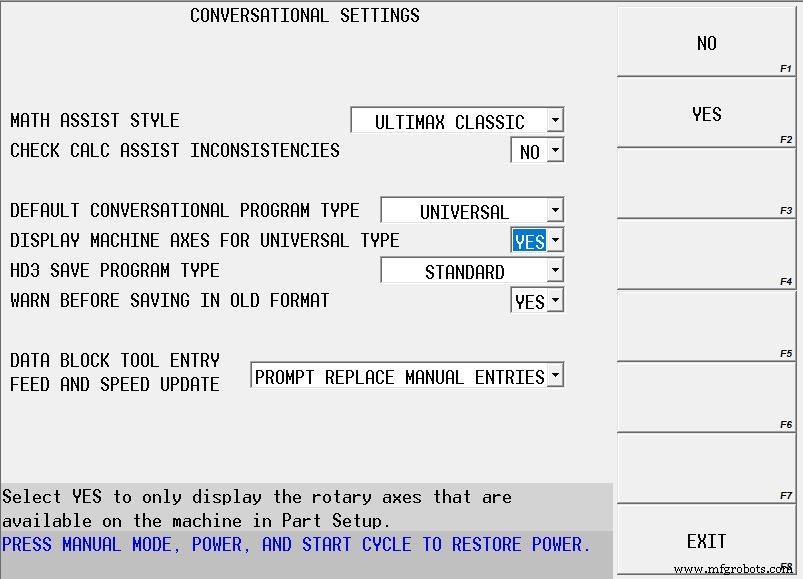
要更改此行为,我们需要更改其中一个用户首选项设置。按控制面板上的 AUXILIARY 按钮,从弹出菜单中选择 UTILITY SCREEN 图标,选择屏幕上的 USER PREFERENCES 软键,选择 CONVERSATIONAL SETTINGS,然后将 DISPLAY MACHINE AXES FOR UNIVERSAL TYPE 设置为 YES。
对于 4 轴和 5 轴机器,这将导致控件显示轴的实际 A、B 或 C 代号,而对于 3 轴机器,它将完全消除附加轴的显示。这不会改变现有程序的行为方式,并且未来的程序无需更改编程。这只会简化显示。
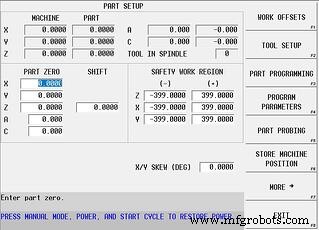
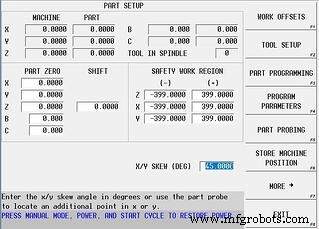
使用零件设置屏幕上的 X/Y SKEW (DEG) 字段:
通过在“零件设置”屏幕上提供的字段中输入一个值,可以将整个程序用于任何所需的目的。例如:如果程序在正常情况下以非旋转方向加工,但零件必须以 45 度角放置在机器上以使其适合我们的设置,则可以输入 45 度的值提供的字段和整个程序将以旋转的方向执行。
尽管该字段的预期目的是探测零件的偏斜,但事实证明它对于手动输入值非常有用,原因类似于我们上面示例中的原因。
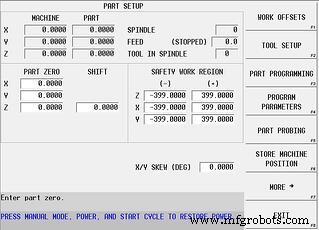
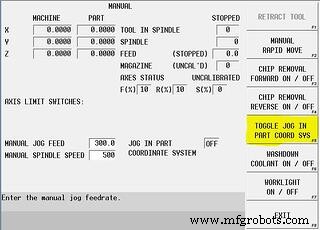
沿当前(活动)工作坐标系点动:
与使用上面提到的 SKEW 角度进行编程类似,有时您可能还需要沿着倾斜的(活动)工作坐标手动点动机器。为此,您只需在手动功能设置屏幕中选择一个模式按钮即可。
按下控制面板上的 MANUAL 模式按钮,选择屏幕上的 MANUAL FUNCTION SETUP 软键,然后选择 TOGGLE JOG IN PART COORD SYS 软键。现在,激活此切换后,只要使用缓动轮或缓动按钮手动微动 X 或 Y 轴,X 和 Y 轴都会相应地微动……沿着零件的相应边缘移动工具。要关闭此功能,只需再次切换软键即可。当变换平面处于活动状态时,此功能在 5 轴机器上的中断循环期间也可用。
数控机床