

使用微型刀具成功开槽
无论您的刀具是直径为 1 英寸的强力粗加工机还是 0.032 英寸的精密立铣刀,开槽是刀具上最难的操作之一。在开槽操作过程中,刀具的整个切削刃都会承受很大的力和压力。这会导致速度和进给速度变慢,并增加刀具磨损,即使对于最好的切削刀具来说,它也成为最棘手的工艺之一。
使用微型工具(就本博客而言,直径小于 1/8 英寸)改变了游戏规则。我们处理微型工具的方式完全不同,因为它与开槽有关。在这些情况下,为这些操作选择正确的工具至关重要。如果您习惯于使用较大的工具,其中一些建议可能会让您感到惊讶,但请放心,这些都是久经考验的建议,它们将大大提高您在微型槽加工应用中的成功率。
尽可能多地使用长笛
在运行传统的槽刀路径时,切削刀具最大的问题是通过使用适当的刃数来获得最佳的排屑效果。传统上讲,您希望使用尽可能少的长笛。在铝/有色金属工作中,通常不超过 2/3 个凹槽,而在钢/黑色金属应用中,建议使用 4 个凹槽。凹槽数越少,为切屑排出留出了空间,因此您不会在深槽中重新切割切屑并堵塞工具上的凹槽。
使用微型刀具进行开槽时,最大的问题是刀具刚度、挠度和核心强度。对于微槽,我们不是在“开槽”,而是在“开槽”。在传统的开槽中,我们可以将 ½” 工具向下驱动 2xD 进入零件以形成完整的槽,并且工具可以处理它!但这种技术根本不可能用更小的工具来实现。
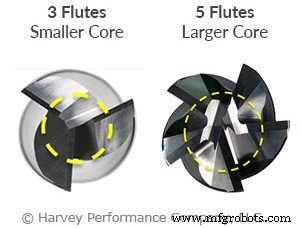
例如,让我们以 0.015 英寸立铣刀为例。如果我们使用该工具制作 0.015 英寸深的槽,我们可能会采用 0.001 英寸到 0.002 英寸的轴向深度每次走刀。在这种情况下,切屑不再是您的问题,因为它不是传统的开槽刀具路径。刚度和核心力量现在是关键,这意味着我们需要添加尽可能多的长笛!即使在铝等材料中,与传统的 2/3 刃刀具相比,4 刃或 5 刃刀具在直径更小的情况下也是更好的选择。通过选择刃数较多的刀具,一些最终用户发现他们的刀具寿命比刃数较少且刚度和强度较低的刀具延长了 50 到 100 倍。
开槽时尽可能使用最强的角
除了在制作插槽时确保您的微型工具具有强大的核心之外,您还需要仔细检查您的角落强度。在您的工具上设置圆角半径是一个很好的步骤,并且与方形轮廓工具相比,它确实大大提高了工具的拐角强度。但是,如果我们想要最强的刀尖几何形状,也应该考虑使用球头立铣刀。
球头立铣刀将为您提供三种最常见轮廓中最坚固的尖端。球头上的端部几何形状几乎可以用作高进给立铣刀,允许在微槽加工所需的轻型轴向走刀上实现更快的进给率。球头上的导程角还允许轴向切屑变薄,这将延长刀具寿命并缩短循环时间。

为微型开槽操作寻找合适的工具
无论您是在开槽、粗加工,还是只是想在零件上打孔,精度和准确性对于微型工具来说都是至关重要的。根据上述指南,提供多种工具选项以满足您的特定开槽需求也很重要。 Harvey Tool 提供 5 种直径低至 0.015 英寸的长刃立铣刀,对于用于开槽操作的具有高刃数的更坚固刀具来说,这是一个很好的选择。

如果您希望提高拐角强度,Harvey Tool 还提供多种具有拐角半径和球头轮廓的微型立铣刀,具有数十种范围、切削长度和刃数选项。还提供所有这些工具的速度和进给信息,让您对这些困难刀具路径的编程更加轻松。

实现插槽成功:总结
总结一下,在微型开槽方面需要关注三个主要项目:槽数、角强度和轴向走刀深度。
确保您使用圆角半径或球头工具并尽可能在工具上放置尽可能多的凹槽至关重要。这样可以保持工具刚性并避免偏斜,同时提供卓越的核心强度。
对于您的轴向通行证,请采用多次降级的轻通行证。将您的刀具几乎用作高进给立铣刀,即使在最微小的直径上也能成功进行开槽操作。
数控机床