

精密加工技术推动车间向前发展
索引MS32-6多轴车床采用公司新的工具滑动平台,该平台使用 W 锯齿接口和快速夹紧系统,可实现快速转换。
我在这里的“追逐线程”专栏列出了本文的推理。简而言之,虽然本月没有举办实体国际制造技术展 (IMTS),但软件和设备供应商一直在加紧准备在这个时候推出新产品,以帮助像您这样的商店提高运营效率。
这就是为什么我联系了我们精密加工行业的一些供应商,他们支持展会,了解他们发现的趋势以及他们的新技术是如何设计来应对这些趋势所带来的挑战的。在我与他们中的许多人讨论之后,最明显出现的两个趋势是自动化不仅仅是机器人技术,而且大批量生产加工设备变得更加灵活。沿着这些思路,以下是介绍技术的片段,这些技术可以使商店在建立业务以最好地满足客户需求时表现出色。
车间自动化有多种形式
当有些人在机械车间环境中听到“自动化”这个词时,会立即想到机器人。当然,机器管理机器人在商店中变得越来越普遍。这种自动化生产的价值尤其明显,因为商店因 COVID-19 而面临人力资源挑战。毫不奇怪,越来越多的机床制造商被问及他们的设备可用的自动化选项。
这包括丸红 Citizen-Cincom。其 Citizen Swiss 型可配备真空顶出、线材顶出和托盘装载/卸载单元,用于自动化零件处理。真空系统将零件从副主轴中弹出并进入真空提取器,然后将其收集在外部托盘或转盘中。非常适合医疗应用,线材弹出系统设计用于弹出长而精致的零件,并包括一个零件收集托盘或桌子。码垛系统可实现过程中收集和组件取样,而在加工过程中可以访问穿梭存储托盘单元以卸载完成的组件。也可以自动将材料装入机器的主轴。

Marubeni Citizen-Cincom 现在提供 B 轴其 L20XII ATC Swiss 型的自动换刀功能可容纳 13 把刀具。
该公司现在还为其 B 轴 L20XII ATC Swiss 型提供自动换刀功能(如下面的视频所示)。刀具安装在排刀架上,可容纳 13 个前加工 B 轴刀具(其中 12 个存放在 ATC 中)。 ATC 刀具可以与现有的车削刀具和交叉加工旋转刀具结合使用。它们可以离线预设以实现快速设置,同时能够像医疗植入物一样对复杂几何形状进行完整加工。
杂志条送料器是易于部署的自动化工具。例如,Edge Technologies 的新型 Edge Patriot 880(直径范围从 8 到 80 毫米,提供 6 英尺和 12 英尺版本)具有快速更换导向通道和可调节滚轮中心架。该公司表示,它满足了市场对大直径棒材的强大、经济实惠的解决方案的需求。据说 6 英尺的版本有利于那些想要比传统短装载机更多功能的用户,因为他们能够通过残余收缩喂入 6 英尺的杆。
CAM 编程也可以实现自动化,DP Technology 一直在改进其人工智能 (AI) 引擎以实现这一目标。目标是使用经验丰富的程序员经过长时间磨练的信息数据库来“构建智能”并集成最佳编程实践。
DP 最新版本的 Esprit 软件包括 Machine Swap 等功能,它利用数字孪生概念,从而在虚拟环境中创建整个加工操作的数字副本。该公司表示,这种功能对于拥有许多不同机器类型的商店很有用。例如,据说可以创建为 VMC 创建的零件程序以在 HMC 上运行作业,AI 引擎会自动生成新代码,因为它知道 HMC 的运动学。同样,借助自动链接功能,人工智能引擎可以创建最佳、安全的切削操作链接,在去除工件材料和刀具间隙距离变化时调整运动以加快循环时间。
Esprit 使用人工智能引擎作为手段为包括瑞士型在内的一系列机床的 CAM 编程“构建智能”。使用机器运动学数据创建实际机器的准确数字双胞胎也是其中的关键部分。
但是,该公司还与机床制造商和经销商密切合作,以便开发不需要手动代码编辑的后处理器。它说这对于程序员来说同样可以节省大量时间。
Star CNC 表示,随着无人值守加工的不断发展,对过程监控和预测分析的需求增加,以支持轻度或完全无人值守操作。据说其新的 SMOOSS-i 软件可以通过实时数据收集以及最新的工作完成状态进行远程监控。其他软件功能可以帮助根据工具寿命和状况、剩余可用原材料和当前机器状态预测操作员所需的注意力。这有助于更好地确定操作员何时需要在特定机器上以更好地管理他/她的时间和存在。鉴于当前因 COVID-19 导致的社交距离建议,这也可以最大限度地减少在任何一个区域聚集的人数。
SPC Innovations 的 Detector 系列采用模块化该设计据说可以根据特定部件轻松校准和配置各种传感器,同时使系统能够安装在其他机器上。
同样,为了建立对无人值守加工过程的信心,必须定期测量零件的尺寸控制和工具,以及检测磨损和破损。 SPC Innovations 现在提供其 Detector 机内破损工具和零件测量系统。该系统由一个通用工业触摸屏组成,可用于对带有编码器的棒型电子接触传感器进行编程和监控,该编码器配置用于工具/零件存在或零件测量。关键零件属性的过程中零件测量可以自动更改刀具偏移以补偿刀具磨损。它还可以自动剔除因误装等异常而发现的不良零件。
新系统可容纳多达 16 个传感器。机器自身的材料处理能力可用于将零件移动到传感器上,或者可以创建横向滑块将传感器带到零件上以测量其直径、长度等。据称,模块化设计可根据特定部件轻松校准和配置各种传感器,并使系统能够安装在其他机器上。此外,这种自动机内检测可以省去大量的人工零件分类和测量,以及与零件的物理接触。
生产设备可以灵活
传送机是用于大批量加工工作的众所周知的选择。然而,像 Gnutti 这样的建筑商也在设计他们的机器时考虑到了灵活性。例如,其 Piccola 机器可加工直径大至 13 毫米的卷材。对卷材进行加工无需更换新的棒材尺寸,并使车间能够实现高材料利用率,因为没有棒材残留。但是,此外,Piccola 机床还有一个新的多工位换刀系统,可以容纳多达六把刀具。这为运行不同的作业或为长时间运行的作业提供了冗余工具提供了多功能性。
Hwacheon 表示对自动化的兴趣正在增加高度复杂零件的解决方案,例如在其 D2-5AX 五轴机床上生产的零件。这种可安装在此类机器上的自动工件更换装置有 8 工位或 20 工位型号,可容纳最大直径为 300 毫米、重量为 80 公斤的零件。
米克朗表示,凭借其 MultiX 旋转传输平台,它已将重点放在其可配置性、可扩展性和灵活性上。这些机器提供真正的车削能力,并且能够在一个工位中切割多达三个刀具(一台机器可以有 4-24 个工位)。所有标准加工单元都是可更换的,并且可以非常精确地重新定位。因此,为一项工作配置的机器可以通过更换加工单元重新配置为另一项工作。此外,还提供不同的刀架,每个单元可以安装多个工具。
Porta 的 PortaCenter 概念也是为满足多品种生产的需求而开发的,因为该公司表示所需的零件总量继续增加,但批量正在缩小。这些标准模型机器具有三个 4 轴加工站和一个装载/卸载站,并在一个单元中提供多个传统 4 轴卧式加工中心 (HMC) 的替代方案。据说这可以降低与夹具、工具、劳动力、占地面积、检查和公用事业相关的成本,同时提供快速转换到新工作的机会。事实上,该公司表示,PortaCenter 的附加 A 轴和 U 轴使其能够在传统 HMC 无法做到的一种设置中加工零件。标准的 PortaCenter ISO40 型号提供 10 英寸的工作范围,而该公司还提供其 ISO50 型号,该型号具有 20 英寸的工作范围以容纳更大的零件。

当棒材尺寸开始推动瑞士型的能力,斗山彪马TT-1300SYYB双刀塔Y轴运动,可分别或同时接近主轴和副主轴。
当工作开始推动或超过这些机器的棒材产能时,熟悉瑞士型的商店也可以做出选择。斗山表示,其新的 Puma TT-1300SYYB 型号为可以用 2 英寸棒料生产的零件提供了生产力、精度和灵活性。本机双刀塔Y轴运动,可分别或同时接近主轴和副主轴,后者可进行夹车等操作。
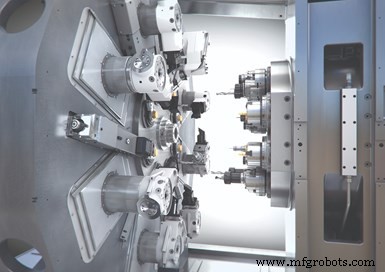
对于较小的零件,Index 现在提供其新的 MS32-6 多主轴车床(显示在本页顶部),据说这为更广泛的商店打开了多主轴技术的选择。这台机器包括该公司的新工具滑动平台,该平台使用 W 锯齿接口来实现快速转换和精确定位。此外,据说新的快速夹紧系统可以轻松引入已离线设置的工具。 Index 表示,这些功能的结合可以将设置时间缩短 90% 以上,从而使车间能够实现以多功能性着称的高生产率多主轴来运行较小的批量。

Tornos 现在提供其占地面积小的 SwissNano 机器在更大的 7 毫米直径模型中。
Tornos 同样通过其更大的 7 毫米直径版本提高了其小尺寸 SwissNano Swiss 类型的灵活性。该模型具有相同的热稳定性和 6 轴运动学设计,后主轴安装在原始 4 毫米模型的三个线性轴上,但主轴功率 (2.5 kW) 的两倍,可加工更多特殊材料。此外,副主轴下方可安装两把、三把或四把刀具,使机器能够并行执行操作。

Horn 提供集成冷却液的 W&F 直线单元瑞士型管理系统。该单元具有专门设计的管道,用户只需将两条管路连接到单元端口即可将高压冷却液输送到刀架。
还可以使用快速更换工具来增加生产机床(例如瑞士型)的灵活性,从而更容易适应较小的批量。例如,Tsugami 表示,它提供了驱动式和静态刀架,可以在机器外部预设并在几秒钟内更换,从而消除了操作员在触发工具时出错的机会。这也可以大大减少二次操作的需要,并鼓励使用冗余工具和熄灯加工。
Horn 与 W&F Werkzeugtechnik 合作,为 W&F 线性单元提供集成冷却剂管理系统,用于瑞士型,以加快设置。霍恩说,虽然这种快速更换产品并不是第一个推向市场的,但它确实解决了瑞士加工的严格要求所固有的稳定性挑战,并解决了紧张的工作范围,否则可能会导致更换工具的额外时间。
据该公司称,更换瑞士型刀具通常意味着修整切削刃并在有贯穿冷却液的情况下为刀架安装管道。修整可能很耗时,而且因为它涉及将工具定位在零件的外径上,过度拧紧刀柄也会使切削刀具的边缘碎裂。取而代之的是,W&F 线性系统是一个直接螺栓固定块,定制用于替换用户特定机器的工具块。该块具有专门设计的管道,使用户只需将两条管线连接到块上的端口即可运行高压冷却剂。冷却液通过缸体和 HSK 冷却液管送入刀架,刀架插入每个刀架底部的管道端口。
管道端口还提供了用于确定切割工具位置的固定距离。这些端口用作止动器,因为即使没有贯穿冷却液,刀架也会靠在它们上。因为刀架的长度是已知的,并且挡块提供了准确的位置,所以用户可以确定切削刃的位置,而无需对其进行校正。换刀只需拔出一个刀架,更换刀片并重新插入。
CNC 铣床的刀具更换不像自动换刀装置 (ATC) 那样有问题。但是,对于希望使用高速主轴来提供转速以使传统机器能够执行微加工的商店——NSK 表示这个市场正在增长——可能需要一些操作员干预。

快换夹具正变得越来越普遍高混合生产环境中的速度设置。 Hainbuch 最近为其系统添加了一个双爪模块,以实现对立方体零件的夹持。
据该公司称,小直径刀具通常需要 15,000 rpm 或更高的主轴速度,这是传统机器通常无法达到的速度。一种安装在机器自身主轴中的高速主轴是电动模型。 NSK 表示,电主轴的优势在于它们可以简单地与机器的 CNC 连接,并提供长寿命、一致的速度、高精度和良好的可重复性。传统电主轴的缺点是,虽然它们可以存放在 ATC 口袋中,但操作员必须停止机器以断开用于冷却和吹扫的电信号和气动空气管路,然后才能将主轴装入 ATC。该公司的最新型号完全可以更改,无需手动连接或断开这些元素。这为低转速机器提供了灵活性,以便在需要时实现微加工所需的高转速。 NSK的电主轴转速可达80000转。
更多关于地平线(一如既往)
这种技术抽样就是——抽样。没有一篇文章能如此全面地触及精密加工行业的所有新事物。一如既往,生产加工 将继续在开发过程中引入有用的新设备、软件和概念。我们还期待继续深入探讨本文中提到的主题,以及制作描述先进技术如何成功应用于像您这样的商店的故事。订阅您的印刷版。
八轴剖析
不久前在参观 Schütte 的德国总部时,Production Machining 了解到该公司的八轴 ACX CNC multi 是其六轴 Generation SCX CNC multi 的变体。一个挑战是为一台可以控制多达 85 个轴的机器提供直观的操作界面。了解更多。
工业设备