

注塑模具抛光工艺:完整指南

工业和消费塑料产品现在朝着提高质量和多样化的方向发展。因此,提高模具质量的任务就落在了制造商身上。这是因为模具直接影响产品质量。这就产生了对注塑模具抛光的需求。
抛光新模具的型腔和型芯是模具制造商采取的最后步骤之一。许多人认为这一步是理所当然的。然而,模具抛光是提高模具质量的重要工序,了解模具抛光方法至关重要。本文将解释这些模具抛光技术。您还将学习最佳实践,以帮助您充分利用模具抛光过程。
什么是模具抛光 ?
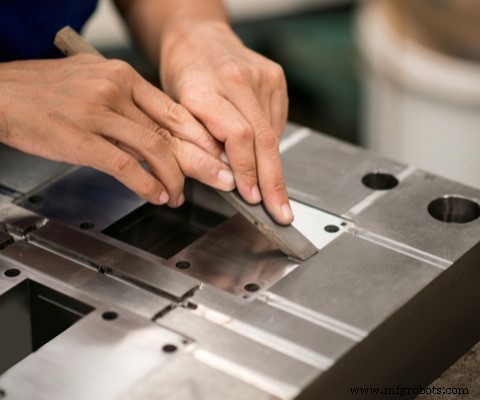
注塑模具抛光是一种有助于获得光滑模具表面的技术。它通过塑性变形和切割去除模具的凸出部分来做到这一点。模具抛光技术一般使用羊毛轮、油石条和砂纸进行手工抛光。

在其他情况下,制造商对需要高质量表面光洁度的材料使用超精密抛光方法。为此,特殊的模具抛光工具以高速将含有磨料的液体紧紧地压在工件表面上。因此,这项技术有助于获得Ra 0.008微米的表面粗糙度。
抛光表面光洁度与其他行业的表面光洁度有很大不同。这种类型的抛光通常与绰号“镜面处理”相呼应。对抛光工艺、光洁度、几何精度都有很高的要求。
注塑模具抛光的重要性
模具抛光技术对于制造塑料模具非常重要。它不仅影响模具的质量,而且对塑料件的质量起着至关重要的作用。
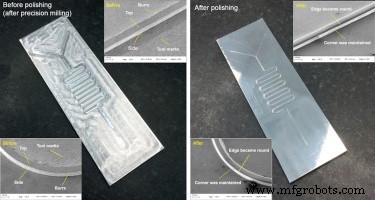
通常,模具抛光有两个主要目的。首先,它确保了塑料材料的轻松和平稳的弹出。模具具有光滑的表面光洁度,模具制造商可以轻松移除和脱模塑料部件。因此,您可以确定塑料不会粘在模具上。这样可以防止注塑缺陷的发生。
此外,光滑的模具表面提高了工件的美观度。同时,有助于提高塑料表面的耐磨性和耐腐蚀性。一般来说,有效的塑料模具抛光技术可以缩短注塑周期。
注塑模具抛光工艺的种类
1.机械模具抛光
机械抛光是主要的模具抛光技术,涉及去除工件表面的突出(凸)部分以获得光滑的表面。砂纸、羊毛轮、油石等,有助于执行此手动操作。
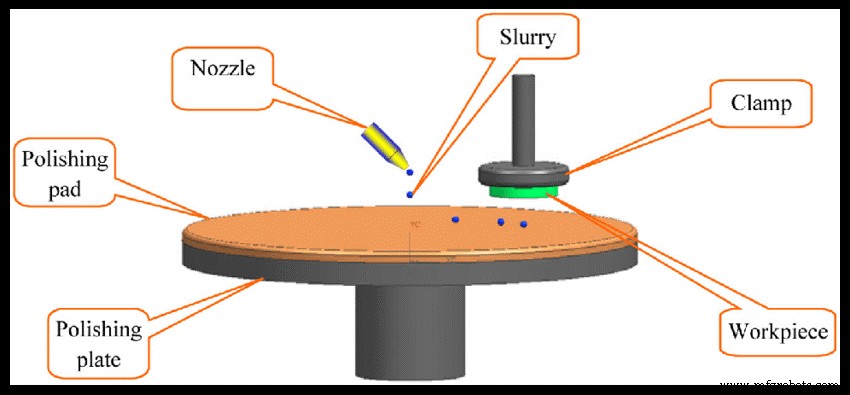
然而,具有高表面要求的操作使用超精密抛光技术。在这种情况下,将包括磨料在内的专用模具抛光工具压在工件表面上进行高速旋转。该技术的表面粗糙度为Ra 0.008微米,代表了模具抛光的最佳值。
2。化学模具抛光
这种类型的抛光涉及将材料浸泡在化学介质中。该过程能够溶解材料表面的微突起。
因此,该过程获得了光滑的表面。对于形状复杂的零件,这是一种有效的工艺。此外,制造商可以同时处理多个工件以提高效率。
3.电解模具抛光

电解抛光的工作原理与化学抛光相同。也就是说,它选择性地溶解工件表面以产生光滑的光洁度。但是,它消除了阴极反应的影响,产生了更显着的效果。
4.超声波模具抛光
这种注塑模具抛光技术使用磨料悬浮液来抛光脆硬材料。

在这种情况下,将材料浸泡在磨料悬浮液中,然后将其置于超声波场中。悬浮液使用超声波对工件表面进行研磨和抛光。由于其宏观力小,超声抛光不会产生工件变形。
5.流体模具抛光
这个过程依赖于使用流动的流体,携带磨粒来腐蚀工件表面。液压系统有助于驱动流体动力磨削。介质中的聚合物在低压下流动。磨料颗粒多为碳化硅粉末。
6.磁性模具抛光
磁力抛光是利用磁性磨料在磁场的影响下形成刷子。
这种方法磨削工件,提高了加工效率。这是一个易于控制的过程,可提供卓越的质量。合适的磨料提供大约 Ra 0.1 微米的表面粗糙度。
注塑模具抛光 提示
模具抛光是塑料制造中的关键工序。因此,正确处理它至关重要。以下提示将帮助您充分利用注塑模具抛光工艺:
- 在加工新型腔之前,您必须确保检查工件表面是否有污垢。使用煤油或其他合适的溶剂进行清洁将确保油石切割功能正常工作。
- 抛光粗糙的模具表面应从最具挑战性的部分开始,到最简单的部分。一些死角可能难以打磨。因此,在移动到侧面和平面之前,您应该先打磨底部较深的部分。
- 在对组装好的工件进行平滑处理之前,最好分别对具有多个组件的工件进行抛光。
- 使用油石打磨大侧面或平面工件上的粗糙线条。用直钢板检查咬边和不平整。因此,您可以确保轻松释放部件并防止对它们造成任何损坏。
- 在接触面的边缘贴上砂纸或锯片有助于达到理想的保护效果。
- 使用水平油石手柄进行模具抛光有助于获得最佳效果。过大的坡度会将力压在工件上,导致产生粗糙的线条。
- 模具工具面积应大于砂纸,尤其是使用竹砂纸或铜砂纸抛光模具时。
- 模具抛光工具的形状应与模具的形状非常相似。这将确保您在抛光过程中不会使工件变形。
RapidDirect 塑料注射成型能力
每当您需要最好的注塑成型服务时,RapidDirect 都是您的首选公司。在 RapidDirect,我们拥有高质量的制造标准以及经验丰富的专家团队。我们的工程师对塑料注塑成型有全面的了解,您一定能得到最好的服务。
您可以选择数百种材料,并搭配各种精加工技术。我们的注塑模具精加工能力使我们能够生产出最高质量的塑料零件。所有这些,以及更多,都以具有竞争力的价格提供。立即上传您的设计文件,您将在几秒钟内获得报价。
SPI 注塑模具抛光指南
塑料工业协会制定了模具抛光饰面标准。 SPI 抛光表面光洁度图表指定了不同塑料零件和应用所需的模具表面纹理。以下是根据 SPI 指南的规格:
| SPI 标准 | 指南 | 典型饰面 | 典型表面粗糙度 |
| A-1 | 3 级钻石 | 镜头/镜子 - 需要 420 SS 材料 | 0.012 至 0.025 |
| A-2 | 6 级钻石 | 高抛光零件 | 0.025 到 0.05 |
| A-3 | 15 级钻石 | 高抛光零件 | 0.05 到 0.10 |
| B-1 | 600 砂纸 | 中等抛光零件 | 0.05 到 0.10 |
| B-2 | 400 砂纸 | 中等抛光 | 0.10 到 0.15 |
| B-3 | 320 砂纸 | Med – 低波兰语 | 0.28 到 0.32 |
| C-1 | 600 石 | 低抛光零件 | 0.35 到 0.40 |
| C-2 | 400 石 | 低抛光零件 | 0.45 到 0.55 |
| C-3 | 320 石 | 低抛光零件 | 0.63 到 0.70 |
| D-1 | 干式喷砂玻璃珠 | 缎面处理 | 0.80 到 1.00 |
| D-2 | 干式喷射 #240 氧化物 | 无光饰面 | 1.00 到 2.80 |
| D-3 | 干式冲击 #24 氧化物 | 无光饰面 | 3.20 到 18.0 |
注塑模具抛光的注意事项
在考虑模具抛光之前,您需要考虑一些基本因素。这将帮助您在模具抛光技术之间做出正确选择。主要考虑因素包括:
成型工艺注意事项
随着塑料材料冷却,它们会收缩。收缩将这些部件拉离型腔,以帮助它们更紧密地抓住核心。在这种情况下,需要最大的脱模力才能将塑料部件从型芯中弹出。如果模具的内表面没有平滑抛光,则顶出力和循环时间会显着增加。注塑成型的拔模斜度通常与模具抛光密切相关。
绘制零件的侧壁将减少将其推离型芯并将其拉出型腔所需的力。但是,在某些情况下,塑料部件的功能要求并未规定拔模斜度。在这种情况下,光滑的注塑模具抛光变得更加重要。因此,最好指定模具抛光要求,尤其是对于需要最小或没有拔模角的零件。
材料考虑
一些塑料材料往往会产生更光滑的表面。例如,无论模具表面处理如何,聚苯乙烯零件的外观都比低密度聚乙烯更亮。此外,软质聚氯乙烯和聚乙烯、聚氨酯和一些热塑性弹性体往往会粘附在高度抛光的表面上。对于此类材料,轻微喷砂模具抛光就可以解决问题。
坚固而柔韧的塑料可以承受粗略抛光的表面。此类材料包括 ABS、聚丙烯和抗冲苯乙烯。另一方面,像丙烯酸树脂这样的刚性和脆性材料不能容忍粗糙的饰面。拉丝抛光对这类材料更有利。您必须足够小心,为正确的塑料材料指定合适的模具精加工。
模具抛光 成本考虑
模具抛光是一个逐步的过程,从粗抛光开始到逐渐精细抛光。要求的光洁度越高,需要的抛光步骤就越多。因此,每一步都代表其各自的成本。
透明注塑件需要对型腔和型芯进行高度抛光。这也代表价格上涨。据一些行业专家称,模具上光剂约占模具总成本的 10%。但是,这可能因不同的注塑公司而异。
结论
模具的质量对于注塑件的最终质量至关重要。注塑模具抛光是提高成型零件美观度和保证产品质量的极好手段。因此,请使用上面提供的技巧来充分利用您的注塑成型。如需可靠的注塑成型服务,请立即联系 RapidDirect!
复合材料