

3D 灯丝玻璃化转变温度
在这篇文章中,我将讨论什么是玻璃化转变,最常见的灯丝类型达到玻璃化转变状态的温度以及它们的熔化温度,这绝对不一样,如何达到更高的玻璃化转变温度在 3D 打印模型上使用具有低玻璃化转变温度的灯丝(例如 PLA)打印,等等!
所以,废话不多说,我们直接进入吧!
什么是玻璃化转变温度?
在化学中,玻璃化转变温度 (Tg) 是材料从刚性结晶态转变为玻璃态非晶态的温度。换言之,玻璃化转变温度是固体的物理性质从坚硬的结晶固体变为无定形固体(橡胶态)的温度。
玻璃化转变温度是分子运动基本冻结的温度。这是范德华力等分子间吸引力强度的直接结果。
范德华力是由于分子中电子的积累。如果热能过多,分子间的吸引力就会被破坏,发生玻璃化转变温度。
对于那些不会说“化学”的人:材料的玻璃化转变温度是它从坚硬、有点脆的固体变成更柔软、有点橡胶/粘稠的材料的温度。我不是指口香糖或糖浆意义上的“粘稠”,只是你可以挤压但不会破裂或破坏任何东西。
3D 灯丝的玻璃化转变温度和熔化温度
| 灯丝 | 喷嘴温度 | 玻璃化转变温度 Tg (C) | 熔化温度 Tm (C) | 加热床 温度 | 翘曲风险 | 易于使用 | 费用 |
| 解放军 | 180°C – 230°C | 60-65°C | 155°C | 60°C 但不是必需的) | 低 | 简单 | $10 – $25 |
| ABS | 230°C – 250°C | 105°C | 无定形 | 大约。 100°C | 中等 | 中级 | $15 – $25 |
| PETG | 230°C – 250°C | 80-82°C | 210°C | 大约。 100°C | 低 | 简单 | $15 – $20 |
| 尼龙 | 230°C – 260°C | 70-80°C | 217°C | 80°C – 100°C | 中等 | 中级 | $50 – $65 |
| ASA | 220°C – 250°C | 100°C | 250-260°C | 大约。 100°C | 低 | 中级 | $30 – $50 |
| 聚碳酸酯 | 270°C – 310°C | 147°C | 260°C | 90°C – 110°C | 高 | 困难 | $30 – $60 |
| HIPS | 230°C – 250°C | 88-92°C | 180 – 270°C | 大约。 100°C | 低 | 中级 | $20 – $60 |
| TPE | 210°C – 230°C | 60-130°C | 150–210°C | 不需要 | 低 | 简单 | $80 – $100 |
灯丝的玻璃化转变温度和熔化温度之间的差异?

奇怪的是,玻璃化转变温度(Tg)和熔化温度(Tm)是密切相关的物理性质,但它们根本不是一回事,虽然都涉及状态变化,但这两个术语代表的东西却截然不同。
玻璃化转变是一种与粘度有关的现象,不一定是固体和液体之间的交叉点;它是刚性固体和橡胶状固体之间的交叉点。从科学上讲,它们的区别如下:熔化温度是固体开始熔化成液体的温度,而玻璃化转变温度代表固体变成橡胶状而不是液体的温度。
要理解这一点,让我们假设您正在制作比萨饼;当奶酪片从冰箱中取出时,它们很硬,但在室温下几分钟后,它们会变得柔软和有弹性。这可以被认为是奶酪的玻璃化转变温度(Tg)。
当您将奶酪涂在比萨饼上并在烤箱中烘烤时,它会融化,这将被视为奶酪的融化温度 (Tm),即奶酪从橡胶状固体融化成粘稠粘稠液体的温度。
较高的玻璃化转变温度意味着什么?
较高的玻璃化转变温度 (Tg) 意味着当您加热时,材料需要更长的时间从固体转变为柔软的材料。例如,如果你对 Tg 为 200 C 的东西加热,它会在 200 C 时变软。
Tg 为 390 C 的材料在 390 C 时变软。我所说的软是指它失去了拉伸强度、刚度和刚度。如果温度高于其玻璃化转变温度Tg,物体甚至可能在自重作用下变形。
当灯丝高于其玻璃化转变温度时会发生什么情况?
高于其玻璃化转变温度(Tg)的灯丝处于热力学不稳定的玻璃态,它会表现出液体的所有特性。
您可以参考我之前提到的关于您的特定灯丝类型的玻璃化转变温度的表格,但我总是建议您检查您购买的灯丝的规格,因为制造商会有更深入的说明来说明如何用它打印。
为什么这与设置加热床的温度有关?
可能会出现两个主要问题,它们与挤出长丝的温度有关,或者更确切地说,与床的温度以及允许它冷却的快/慢有关。这些问题是;翘曲和象脚。
翘曲
“翘曲”是指打印部件在打印过程中向上翘曲的趋势。翘曲的主要原因是底层印刷在冷板或构建平台上,当它们冷却时,它们比顶层收缩得更多。
因此,顶层在冷却时会向外弯曲,从而在零件上产生不均匀的应变,从而导致翘曲。
为了减少 3D 打印的翘曲,制造商在他们的一些 3D 打印机上引入了加热床,可以用来避免底层的这种快速冷却。
因此,现在底层将打印在加热床上(根据您使用的灯丝已经加热到特定温度),并且随着打印逐渐冷却,不会比顶层收缩更多。因此,如果不完全避免,翘曲将大大减少。
现在,这就是了解灯丝的玻璃化转变温度如何发挥重要作用;在使用灯丝对物体进行 3D 打印之前,不是将床加热到随机温度,如果我们将其温度设置为非常接近灯丝的玻璃化转变温度,翘曲将完全消除,打印部分也会粘附最好上床。
只是一个额外的提示,在您要打印的温度下调平床,因为这将产生最佳效果。
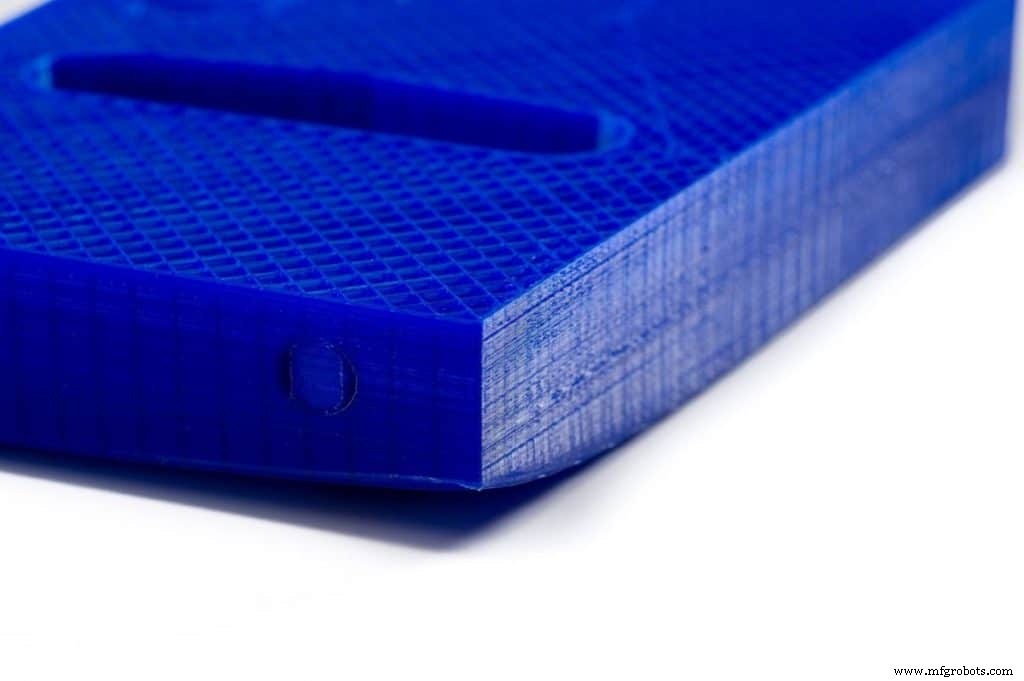
象脚
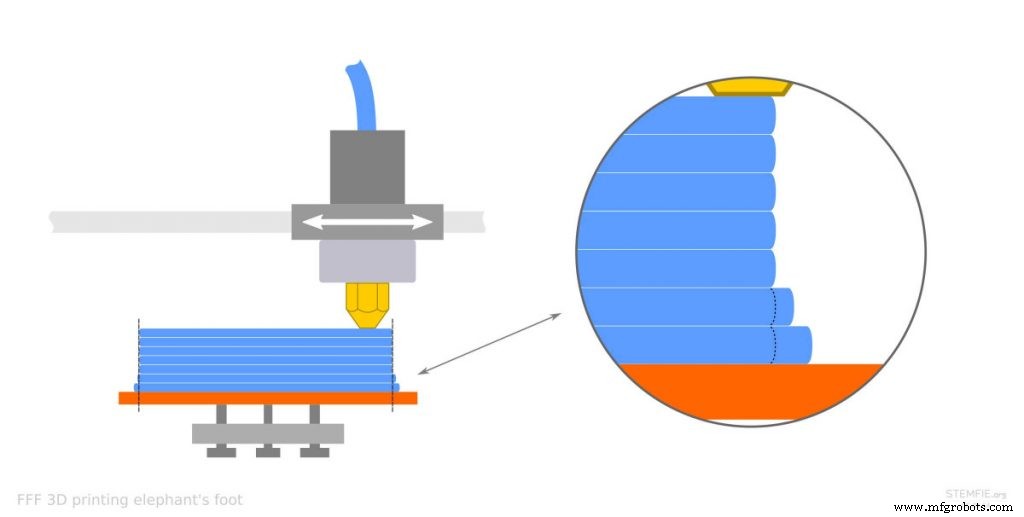
象脚最常发生在未冷却的第一层。如果打印床温度过高,或者冷却不充分,可能会导致第一层冷却不够快,造成象脚。
这个问题往往主要出现在较大的印刷品中,因为它是由向下推第一层的物体的重量引起的。如果没有适当冷却,这个重量会导致第一层鼓起。
由于床层温度高于灯丝的玻璃化转变温度,导致底部无法正常冷却并向外凸出。
因此,了解灯丝的玻璃化转变温度,然后将床的温度设置得稍低一些,可以帮助您消除可怕的象脚。
什么时候更高的玻璃化转变温度很重要?
玻璃化转变温度可以提供关于 3D 打印部件从固体“打印”有用物体直接转变为柔软“橡胶”无用物体甚至可能在自重下变形的温度的近似估计。
这就是为什么了解特定灯丝的玻璃温度可以让您对如何使用 3D 打印部件做出更明智的决定,因为某些塑料(如 PLA)如果放在阳光下或暴露在阳光下会很快开始变形。车。
户外用灯丝
如果您要 3D 打印户外使用的物体,可能更适合使用灯丝状 ABS,因为即使在炎热的夏日,它的玻璃化转变温度 (105C) 也比室外温度高得多,就像我刚才提到的, PLA 放在室外受热可能会变形。
还有许多其他可以在户外使用的灯丝,例如 PETG、ASA 等。然而,我写了一篇关于这个主题的整篇文章,所以一定要检查一下。
要求材料耐高温的用途
如果您要打印会暴露在高温下的物体,那么您必须使用具有较高玻璃化转变温度的灯丝类型,否则它可能会变形。
比方说,您使用 PETG T (82C) 3D 打印了一个会经历 85C-95C 高温的零件,它肯定会失败并浪费您的精力。
PLA 的玻璃化转变温度非常低,这就是为什么我不建议将它用于任何会使塑料接近该热量水平的东西。
另一方面,适合在高温下使用的灯丝有很多,比如ABS、Polycarbonate、ASA等(再次参考文章开头的表格)。
PLA 会在汽车中融化吗?
PLA 或聚乳酸是一种热塑性塑料,来源于玉米和甘蔗等可再生资源。 PLA 是一种全能的 3D 打印材料,打印质量非常好,层附着力好,强度适中,事实上,它是我对齿轮的首选之一,仅次于尼龙。
您甚至可以找到可生物降解的大豆基和玉米基 PLA 长丝!
但是,PLA非常不适合用于3D打印汽车零件,因为它的Tg为(60-65C),并且在炎热的晴天,用PLA打印的汽车零件会变形。
当然,如果您正在考虑使用 PLA 在发动机舱中打印一些替换零件,那就别想了!
这就是为什么汽车零件通常由 ABS 制成,因为它不仅是一种更坚硬的塑料,而且它的 Tg 也显着更高,即 105C。
是否可以提高 PLA 部件的玻璃化转变温度?
是的,您可以通过引入添加剂来提高 PLA 印刷品的玻璃化转变温度,但您需要注意在强度和不熔性方面的潜在权衡。
TPLA 或 HTPLA 等 PLA 衍生物具有标准 PLA 的优点,但可以在打印后进行热处理。与标准 PLA 相比,这有助于它们在明显更高的温度下保持其形状和刚度。
更高的玻璃化转变温度使零件更加坚硬和坚韧,提高从标准 PLA 灯丝打印的 3D 物体的玻璃化转变温度的最佳方法是对它们进行退火(将它们加热到玻璃化转变温度并低于熔化温度)点)。
退火有什么好处?
3D打印的热处理称为“退火”。
对3D打印物体进行退火的常用方法有大气炉、烘箱和间接加热源。
这将重组内部晶体结构并导致形成更大的晶粒,这将导致更不易发生层分离的更坚固的物体,并且测试表明,对 3D 打印部件进行退火可以使强度和整体电阻增加 40% .
唯一的缺点是,如果操作不当,模型最终会在 X 和 Y 方向上变形和收缩,同时在 Z 方向上扩展。
在对对象进行退火之前要考虑的另一件重要事情是,它要求对象以 100% 的填充量打印。我知道这听起来并不理想,但对填充率为 20% 或 30% 的印刷品进行退火处理会导致其以不可预测的方式收缩,几乎总是产生糟糕的结果。
在这个过程中,需要填充物来支撑它,否则如果物体内部有随机或不规则的空隙,它就会变形。
最适合退火工艺、成本更低、速度更快的填充方式是线填充。
更具抵抗力
3D 打印是一种具有成本效益的技术,用于制造具有复杂细节的复杂零件和结构。然而,一些 3D 打印物体的结构完整性不如注塑成型的物体,尤其是在高强度等苛刻条件下。
退火是改善 3D 打印部件物理性能的一种方法,使它们更耐用,因为这些层更牢固地融合在一起。
提高玻璃化转变温度
退火过程还增加了 3D 打印物体的耐温性。这背后的科学原理很简单,标准的 3D 打印物体具有无定形的随机分子结构,它们没有熔点,相反,当加热时,它们会逐渐变软,直到完全融化成液体。在退火过程中,当我们加热 3D 物体时,它们的分子会重新排列成部分有序的半晶体结构。
这导致更强的分子间键和更高的玻璃化转变温度。
我进行了一项实验,以弄清楚从 PLA 灯丝 (Tg 60C) 打印的物体在 90C 退火后的玻璃化转变温度会发生什么变化。结果表明其玻璃化转变温度已升至110C。
这几乎是 100% 的增长,因此消除了使用标准 PLA 进行 3D 打印物体的最大挑战之一。
更轻松的后处理
FDM 3D 打印在打印对象的外部产生粗糙表面。模型不光滑,这意味着后期处理会更加困难,例如喷漆或上漆。
退火工艺可用于使打印件表面光滑,填补缺失的孔洞,生产出具有专业外观的模型。
因此,退火可以最大限度地减少为您的新打印添加最后润色所需的时间,并且还可以使其更坚固!
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印