

哪个灯丝直径更好:1.75 毫米还是 3 毫米?

以下文章试图阐明直径为 1.75 毫米和 3 毫米的灯丝之间的差异 (3mm 灯丝是相同的直径和 2.85 mm),这是许多 3D 打印用户在购买 3D 打印机之前往往会遇到的问题。
许多专业和工业 3D 打印机 大多数使用鲍德系统来减少电机重量在 HotEnd 轴上产生的惯性力矩,从而提高打印精度)使用 3 毫米直径的灯丝 .
在这种类型的机器中使用 3 毫米而不是 1.75 毫米的原因之一是因为挤出机电机的工作量要少得多 .接下来我们解释一下为什么:
如果假设在理论条件下,带小齿轮的 3D 打印机移动半径 R=10 mm 的灯丝,转动 10 圈 使用 1.75 毫米的灯丝 (例如 PLA 1.75 毫米)将取代 1511.29 立方毫米的塑料体积。为了用 3 毫米灯丝 移动相同的体积 (例如 PLA 3 毫米),挤出机小齿轮只需要 3.4 圈 .
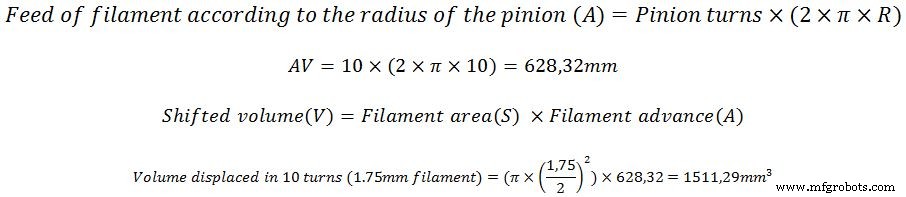
现在我们将前面的操作逆序进行,得到3mm长丝的挤出机电机同一个小齿轮必须转的圈数:

这种减少有利于制作持久的 3D 打印 ,因为使用 1.75 毫米的灯丝,电机可能会因推动和缩回材料所需的快速运动而过热,失去步骤并毁坏要打印的整个作品。减少长丝进给的另一个优点是小齿轮在缩回时标记较少的长丝 .

图 1:挤出机电机标记的长度差异可以看出挤出相同体积的 1.75 毫米和 3 毫米长丝
使用柔性材料(Filaflex 或 TPU)或易碎材料 (Lay-Woo3D) 时,3mm 细丝 具有更耐弯曲的优点 比 1.75 毫米的相同灯丝。此外,由于这种阻力,材料在缠绕时会保持更大的张力,这有助于制造商获得几乎完美对齐且无重叠的线圈。
一开始,灯丝是 3 毫米,因为制造起来很容易,公差可以接受,但随着技术的发展,大型 3D 打印机制造商要求改为 2.85 毫米(nº 4 英寸)作为工业制造界的标准量具,有这种直径的工具,而且非常准确。
这种变化也有利于使用 Bowden 系统的 3D 打印机,因为这些系统使用内径为 1/8 英寸(3.175 毫米)的 PTFE 管,因此如果使用公差为 ± 0.05 的 3 毫米灯丝(注意低质量灯丝可能有 3.2 毫米的区域)材料可能会非常顺利地穿过 PTFE 管 , 导致高摩擦,这将导致挤出机跳动,甚至完全堵塞不符合制造商指示的公差的低质量长丝 .
使用直接系统,灯丝会立即引入热端,因此无论使用 2.85 毫米还是 3 毫米,都不会出现此问题。这种 3 毫米的尺寸也有利于将其用于比正常直径大的喷嘴 (0.8 毫米、1 毫米、1.2 毫米或更多)能够很好地控制 入口和出口之间的材料 喷嘴。很明显,喷嘴的直径比平常小 (0.35 毫米、0.3 毫米、0.25 毫米或更小)使用 3 毫米长丝是一种不便,被迫使用低挤出速度,这会导致工件中出现材料痕迹。在前一种情况下,最好的选择是使用 1.75 毫米灯丝 结合小喷嘴直径,可以获得非常小和详细的模型。
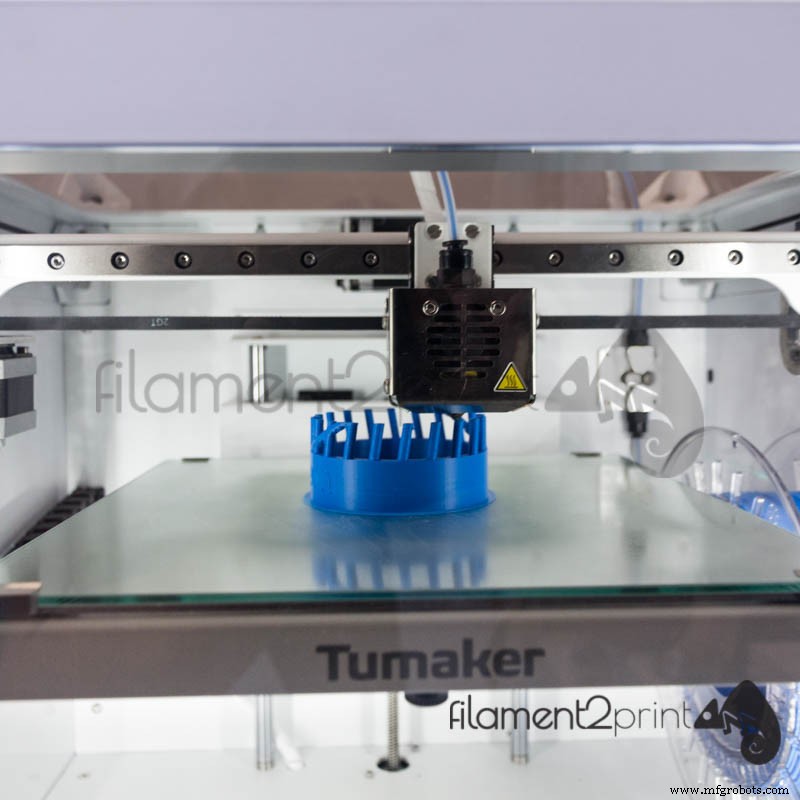
图 2:Tumaker Voladora Bowden 系统
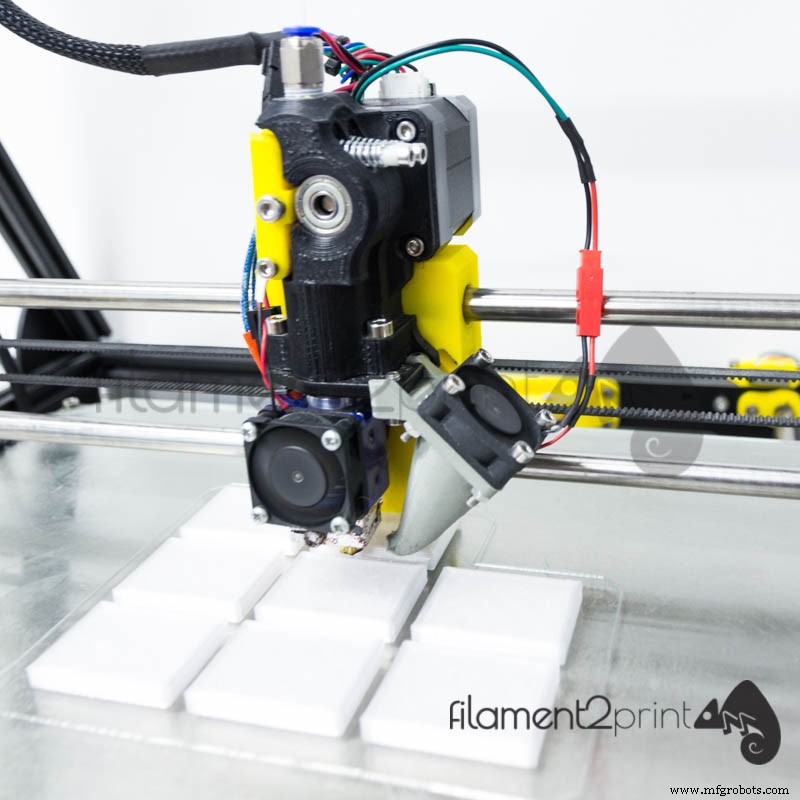
图 3:直接系统 Mendel Max XL
此直径 1.75 毫米 , 对弯曲的抵抗力更小,需要更少的压力被挤出机取代 ,这意味着挤出机设计比 3 毫米灯丝更简单,电子元件更简单,并且可用于任何 3D 打印机 与任何类型的挤出机都没有很大的困难(不要与任何类型的驱动系统混淆)。
作为本文的最后结论并考虑到这不是一件小事,我们可以说 1.75 毫米灯丝更适合非专业使用,使用桌面 3D 打印,其中 3D 打印通常需要数小时或天。另一方面,3 毫米的灯丝更适合专业或工业 3D 打印机 通常进行偶数天的 3D 打印,输出直径较大。
3D打印