

角部过度挤压(卷曲):如何轻松解决!
新手和有经验的 3D 打印爱好者都必须定期处理打印问题,才能最终获得有价值且美观的打印件。两种类型的用户之间的主要区别在于,有经验的用户通常可以查看打印并快速排除故障并确定出了什么问题以及应该更改什么以解决问题。正如我们将在本文中发现的那样,了解问题的根本原因是最困难和最重要的一步。
让我们切入正题,看看我们如何解决拐角处的过度挤压(卷曲)问题!
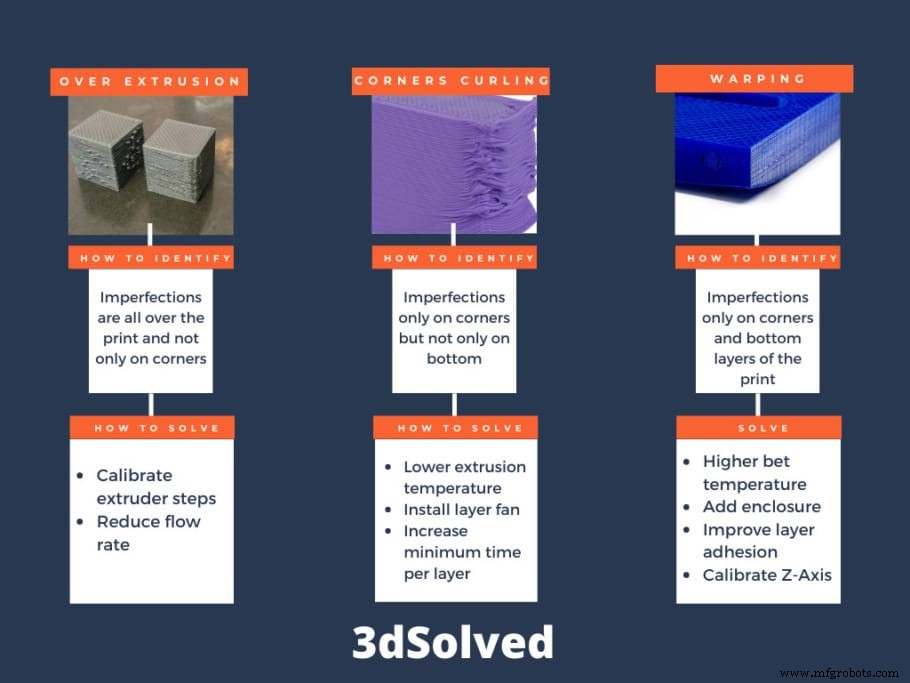
为了解决过度挤压或边角卷曲的问题,建议降低挤压温度,将层扇打开至最大容量,并将每层的时间最短时间增加到15秒左右,从而降低移动速度在较小的层上。拐角处的卷曲通常被误认为是过度挤压,但与该问题相比,该问题仅发生在对象的拐角处,而不是整个外壳。
通过区分这两个问题,可以隔离问题并确定角部卷曲的原因不是过度挤压,而是沉积的热塑性塑料冷却缓慢。
由于此问题的性质,很容易错误地确定问题的原因。这就是为什么我会尝试帮助您区分角落的卷曲与一般的过度挤压,以及前几层的翘曲。开始吧!
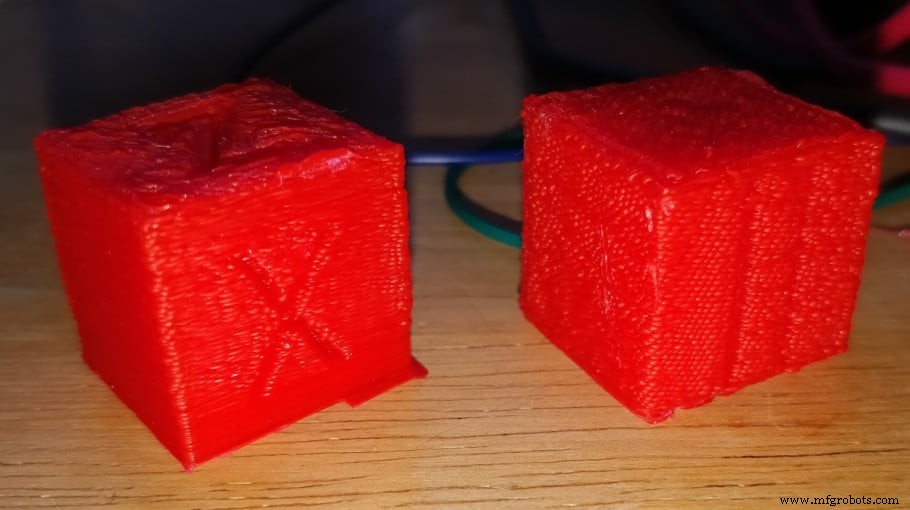
只在角落卷曲而不是到处过度挤压
角落卷曲的问题通常与过度挤压有关,尽管这并不总是原因。许多人试图通过修改流动参数来解决这个问题,使打印机挤出更少的材料,但这有时会有所帮助,但并不能完全消除卷曲。
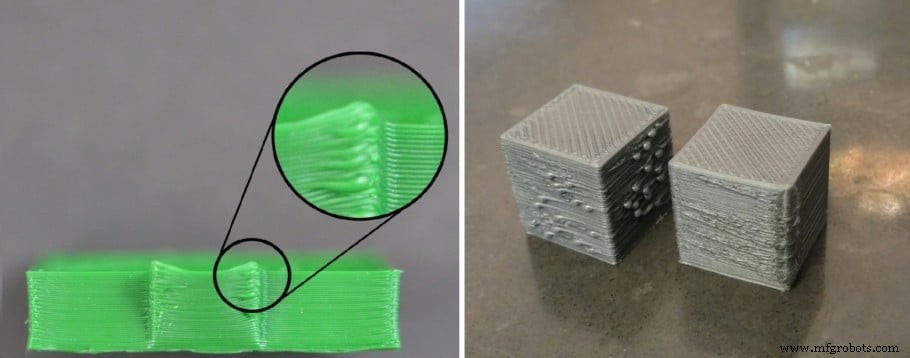
在哪种情况下通过过度挤压来区分卷曲的一种方法是验证物体垂直壁的大小和形状。当挤出机提供的材料超出所需时,这种缺陷可以在整个零件中观察到,而不仅仅是在角落。
现在我们知道如何区分这两个问题,让我们专注于冰壶。最大的区别是整个工件都会发生过度挤压,而卷曲则发生在物体需要更多材料供应的区域,例如尖角。
卷曲包括最后印刷层的提升,这发生在某些尖锐区域。发生这种情况是因为材料在冷却时会收缩,并且材料较多的区域会将角落拖入,导致它们上升。
当挤出机再次通过凸起区域时,每一层的问题逐渐增加,因为热端与弯曲角的接触会在零件的周边产生不希望的变形。
最糟糕的是,如果塑料在下一层之前卷曲并冷却下来,喷嘴可能会撞到那个角落并使整个零件脱开。此外,步进电机可能会丢失步数并取代打印的下一层。由于3d打印机没有闭环控制系统,所以没有办法解决这个问题。
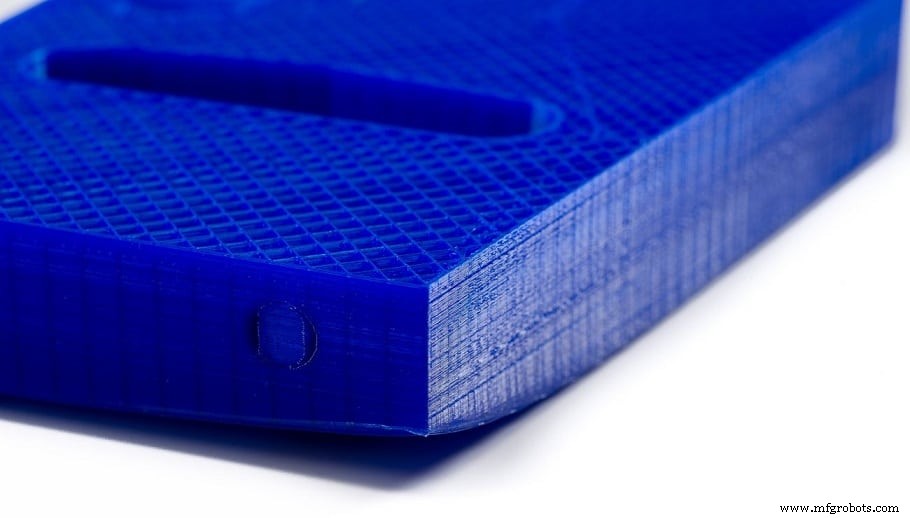
弯角与翘曲
卷曲和翘曲很容易混淆,虽然它们有共同点,但产生的原因和解决方法不同。
翘曲只发生在零件的底部,因为这是与加热床粘合的问题。这和卷边很像,因为两者都发生在拐角处,而且越尖锐,这个缺陷就越明显。
当发生翘曲并开始抬起物体的一个角落时,零件从床上脱落的机会要高得多。翘曲的解决方案相当简单:提高加热床的温度,或封闭您的 3D 打印机。冷气流也非常有害,会导致翘曲问题。
另一方面,卷曲也发生在上层,因此加热床的温度对这个问题影响很小或没有影响。为了修复它,您必须考虑其他事情,例如降低喷嘴温度、安装层风扇或降低打印速度。
如何解决边角卷曲问题
可以说,卷曲主要是由于长丝挤出温度过高造成的。由于从喷嘴中出来的材料非常热,它会长时间保持柔软。这段时间过长,再加上材料的收缩,导致边角翘起。
出于这个原因,我们将重点关注热端的温度参数,以便最终解决它。为了防止卷曲,我们将在切片机软件上修改以下参数:
喷嘴温度
很多时候,当我们遇到卡纸或挤出不足的问题时,有人建议提高打印温度。此操作有时会改善我们的打印效果,但不能解决原始问题。虽然长丝流动性更好,但挤出机可能还有另一个问题,我们只是通过提高温度来隐藏问题。
从长远来看,过度提高打印温度会带来其他缺陷,例如卷曲或燃烧内 PTFE 管。为避免这种情况,我们将尝试使用尽可能低的温度,从而减少材料收缩的时间。该测试将帮助我们确定打印机针对特定灯丝类型的最佳温度。
另一种了解使用 PLA 打印时是否设置过高温度的方法是注意打印件的亮度。随着温度的升高,物体会变得更亮。如果这件作品看起来太闪亮,请减少它。
冷却
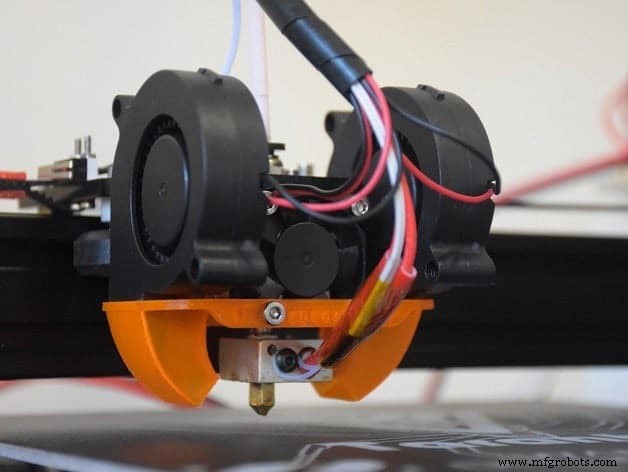
如果您的打印机没有安装分层风扇,那么是时候安装一个了。该风扇显着减少了材料冷却时间,防止角落有时间弯曲。你只需要注意不要在第一层激活它,因为它可能会导致变形。
这些风扇可以在打印过程中改变它们的速度,因为它们由 PWM(带调制的脉冲)控制。此功能可让您在需要时以精确的速度打开它们。
使用层扇时要记住的一件事是它的方向。可能位置不正确,这会冷却喷嘴,导致温度错误和打印停止。
也可能发生这种情况,由于对象的方向,层风扇仅冷却对象的一侧。当卷曲总是发生在层扇的另一侧时,您可以判断是否是这种情况。有径向管道,可将空气均匀地吹向各个方向。如果您拥有 GeeTech i3 Pro B,您绝对应该打印并安装此风管。这是另一个与 Tevo Tarantula 兼容的产品
打印速度
在一些小块中,新层可能会开始在仍然很热的层上打印,因此它永远不会完全固化。为了帮助防止这种情况,切片器提供了一个选项来确定生成每一层所需的最短时间。通过这样做,在较小的层期间打印速度会降低。典型值是每层大约 15 秒。
如果仍然存在卷曲问题,请将打印速度降低 10 毫米/秒,直到获得更好的效果。
如何修复过度挤压
如果墙壁看起来“喷出”,就好像材料从物体上掉下来一样,那么您很可能必须正确设置挤出参数。
这种配置主要包括校准挤出机步骤,以便提供所需的准确材料量。过程很简单,网上有好几个教程教。
您可以进行的一项简单测试包括在细丝挤出之前沿细丝绘制标记。然后加热热端,并命令 3D 打印机挤出 10 厘米的材料。如果步骤正确,在灯丝上绘制的下一个标记应该正好位于挤出机的入口处(与上一个标记所在的位置相同)。
如果此标记最终出现在挤出机内部,则表示打印机认为它正在挤出 10 厘米,但实际上挤出的材料更多(过度挤出)。发生这种情况时,沉积的多余材料会挤压前一层并滴落到物体外壳的侧面,留下难看的表面。
在校准挤出机步骤之后要检查的另一个参数是流速。这使您可以增加或减少供应的灯丝数量。这是一种更直接地控制挤出机提供的流量的方法,具体取决于每种材料的不同密度。与步进校准不同,此参数是可变的。在您的打印机中使用 ABS、PLA 或 TPU 是不一样的,因此建议根据使用的材料改变流速。您可以使用此测试快速调整流量。
它包含使用卡尺或千分尺进行测试的说明。请务必在开始测试之前阅读它们。
这些问题是否同样影响所有灯丝类型?
3D打印中使用的所有材料都有一个共同的特性:它们在加热时膨胀,在冷却时收缩。所以从技术上讲,任何灯丝都可能出现翘曲或卷曲问题。不同之处在于,并非所有材料都以相同的速率或相同的速度膨胀和收缩。
PLA 是当今使用最广泛的材料,因为除了价格便宜之外,它的收缩率也是最低的材料之一,这使得它比大多数细丝更容易在更广泛的条件下打印。 PETG还具有收缩率低的特点,但需要加热床才能打印。
其他塑料(如尼龙或 ABS)收缩很多,因此如果您想获得可接受的结果,实际上必须使用封闭式打印机。
为什么 ABS 需要加热床?
ABS 是一种热塑性塑料,冷却后肯定会收缩很多。如果没有加热床将第一层保温在 90°C,沿工件的温度差异将导致收缩,从而抬高工件的角落。
ABS 翘曲非常常见且难以消除。您可以通过适当调平床和封闭打印机来最大程度地降低风险。此外,当 ABS 卷曲并冷却时,它会变得比 PLA 更硬,如果喷嘴碰到物体,则会增加丢失整个打印件的风险。
请记住,除非有技术方面需要使用 ABS 制作打印件,否则您的大部分问题都可以通过切换到 PLA 自动消失!
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印