

树脂比灯丝强吗?简单解释!
3D 打印社区就树脂和灯丝打印机的优缺点进行了广泛的辩论。最常讨论的话题与打印质量、材料成本和每种技术的打印时间有关。
也可能是这样的情况,我们需要打印一个需要一些特定结构特性的物体,比如抗拉强度和抗冲击性,我们需要找出树脂部件比长丝打印的部件强还是弱。
在强度方面,FDM 打印部件往往比树脂打印部件更坚固。在抗冲击性和抗拉强度方面都是如此。几乎所有流行的灯丝,如 ABS、PLA、PETG、尼龙和聚碳酸酯,其性能都优于普通树脂印刷品。值得一提的是,Tough Resin 比 ABS、PETG 和 Nylon 更坚固。
树脂与长丝拉伸强度比较
不同长丝和树脂的拉伸强度(兆帕斯卡)
| 材质 | MPa |
| 聚碳酸酯 | 67 |
| 解放军 | 64 |
| 强韧树脂 | 55 |
| PETG | 50 |
| 尼龙 | 48 |
| ABS | 38 |
| 树脂 | 23 |
拉伸强度测量特定材料在拉伸到断裂点时可以承受的应力量。材料的抗拉强度是在断裂点处测量的,用于制造相同组件的不同材料会有所不同。
这是在大多数行业中进行的相当普遍的测试;然而,为了产生相当准确的结果,实际的构建过程必须作为一个变量来考虑和考虑。
共识是 3D 树脂打印不那么耐冲击。此外,对于定期暴露在紫外线下的树脂产品的持续固化,还有一个很大的问号。而另一方面,PLA 是一种相对便宜的耐低温材料,装在标有“最后手段”的盒子里。
这些假设与事实相去甚远,而真相在公平和精确的测试中得以揭示。以下是对不同 FDM 细丝类型进行的拉伸强度测试的基本概述,这些测试由符合 ISO 527* 标准的 Airwolf 3D 进行。用不同的材料制作了一个钩子并进行了测试。
*:这些指南规定了在特定条件下确定热塑性塑料拉伸性能的一般条件。

解放军
将打印床设置为 60°C,并且在没有外壳的情况下打印挂钩以将热量保持在中等水平。 PLA 钩子设法承受了 285 磅的重量,这相当于 64.4 MPa 的抗拉强度,但一如既往地有一个钩子。
PLA会随着时间的推移而失去其抗拉强度,因此只能用于其指定用途,即制造玩具和装饰品,而不能用于需要高抗拉强度的用途。
PETG
PETG 在 50.0 MPa 下测得,这令人惊讶,因为人们预计它会比 PLA 更强。 toms3d.org 进行的一项不同测试将 PLA 与 PETG 进行对比,但每个测试结构都打印了两个测试结构以确定层方向的影响。这两个样本是垂直和水平打印的。
进行的测试是弯曲测试以确定样品折断的点。首先测试垂直印刷样品,这也将测试层粘附性。 PLA 样品经受住了不到 8 公斤,而 PTEG 则为 5.9 公斤。第二个样品测试材料强度,PLA重16.6kg,而PETG样品没有失效,因为它根本没有断裂,只是弯曲了。
本质上,PETG 更灵活,不会像 PLA 那样在一定的力下折断,但就拉伸强度而言,PLA 更强。
ABS
在 ISO 527 测试中,ABS 的额定值为 38.6 MPa,大大低于 PLA 和 PETG。在挂钩测试中,ABS 表现不佳,在同样的 285 磅负载下立即折断。
尽管 ABS 被认为是日常应用中使用的真正工程材料,但这些应用不需要抗拉强度。 ABS的抗拉强度为4700 psi (32.4 MPa)。
聚碳酸酯
基础勾线试验中,聚碳酸酯长丝在高温下印刷,床温不低于145℃,挤出机温度不低于290℃。
重要的是要记住,普通的爱好者打印机无法达到这些所需的温度。 685 磅从钩子上悬挂下来,测量值为 9800 psi (67.6MPa),使聚碳酸酯在抗拉强度方面无可争议地成为赢家。
尼龙
尼龙不是均匀的长丝,因此,不同类型的尼龙长丝具有不同的拉伸强度,但估计强度设定为 7000psi (48.3 MPa),这大大优于 ABS,但低于 PLA。在挂钩测试中,使用尼龙 910 并在 250°C 下打印,床温在 70-100°C 之间。尼龙开始弯曲,直到数百磅重达 485 磅后才开始弯曲。
从本质上讲,与 PETG 类似,尼龙比 PLA 更容易弯曲。
树脂
虽然拉伸强度测试不是由之前测试的同一个人进行的,但重新创建了相同的条件,这意味着结果不仅有效而且具有可比性。
当归结为拉伸强度时,树脂通常被认为是一种非常脆弱的材料,结果在某种程度上与这个概念一致。普通树脂测得的压力仅为 23.4MPa,远低于所有测得的长丝。
尽管普通树脂的效果很差,但我应该提到的是,SLA 打印取得了令人难以置信的进步,而拉伸强度绝对是受到很多关注的一个维度。
各大树脂制造商也都推出了他们的“坚韧”树脂,这不仅仅是一种营销策略:以eSun的抗拉强度为55MPa的坚韧树脂为例。
这表明制造商正在努力满足3D打印行业不断增长的要求。
普通树脂和韧性树脂的区别
常规树脂类型被认为太弱而无法承受压力,由于太阳紫外线的持续固化过程,因此不建议在户外使用。但是,市场上有些树脂的配方非常坚固。
树脂开发中引入了快节奏的技术,并且不断发现不同的应用。可浇铸树脂被用于制造首饰,并广泛用于牙科。
普通树脂和韧性树脂的主要区别在于拉伸强度,韧性树脂的拉伸强度大约是普通树脂的两倍。
Anycubic 的彩色 UV 树脂被选为常规树脂,针对一些坚韧的树脂进行了测试,即 Formlab 的 Tough 2000、eSun 的 Hard-Tough 和 Siraya Tech 的 Blu。结果一点也不令人惊讶,因为标准树脂的测量值为 23.4MPa,而坚韧树脂的 Foamlab 为 46MPa,eSun 为 55MPa,Siraya Tech 为 44MPa。
正如您从测试结果中看到的那样,坚韧的树脂确实比普通树脂强得多,但测试结果不会自动转化为您的项目。主要原因是结构设计和应用,所以虽然韧性树脂更强,但不一定能反映这些测试结果。
树脂与长丝冲击强度比较
不同材料和方向的冲击强度(焦耳/米)
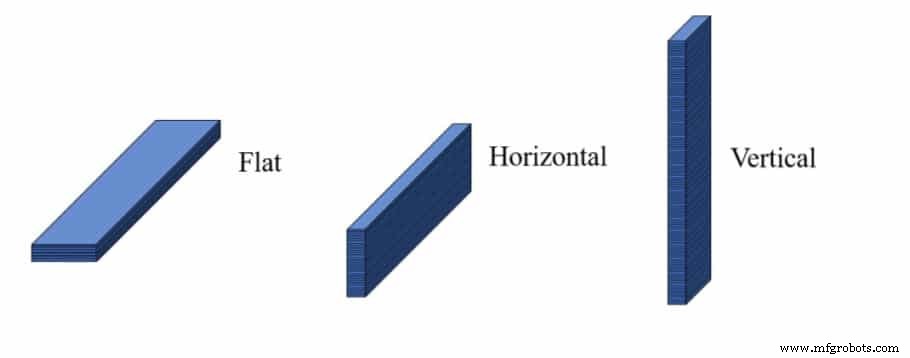
| 扁平 | 水平 | 垂直 | |
| 聚碳酸酯 | 354 | 515 | 42 |
| 尼龙 | 325 | 249 | 60 |
| Prusa Tough Resin | 280 | 280 | 280 |
| PETG | 239 | 178 | 35 |
| 解放军 | 153 | 113 | 77 |
| ABS | 129 | 149 | 55 |
冲击强度与抗拉强度的不同之处在于它衡量标准模型可以承受多少冲击以及从力中吸收多少冲击能量。用于进行测试的方法是 IZOD 冲击强度测试。使用平面、垂直和水平方向三种不同方向的测试样品进行测试。
解放军
- 平:152.52 焦耳/米
- 水平; 113.21 焦耳/米
- 垂直:77.42 焦耳/米
PETG
- 平:238.98 焦耳/米
- 水平; 178.09 焦耳/米
- 垂直:35.45 焦耳/米
ABS
- 平:128.69 焦耳/米
- 水平; 149.14 焦耳/米
- 垂直:55.14 焦耳/米
聚碳酸酯
- 平:354.15 焦耳/米
- 水平; 514.90 焦耳/米
- 垂直:42.03 焦耳/米
尼龙
- 平:324.90 焦耳/米
- 水平; 248.86 焦耳/米
- 垂直:59.61 焦耳/米
正如您从结果中看到的那样,灯丝类型以及测试样品的方向之间存在混合数字。 PLA 在垂直测试中得分最高,为 77.42 j/m,PETG 得分最低,为 35.45 j/m。聚碳酸酯和尼龙的测试样品相当均衡,但聚碳酸酯在水平测试中的得分为 514.90j/m,而尼龙的得分为 248.86 j/m。
普通树脂和坚韧树脂的区别
使用 IZOD 冲击强度测试和 Filaeen 评分进行常规树脂与坚韧树脂相比的冲击强度。在 Tom 的测试中,他使用了类似 Elegoo ABS 的透明红色树脂和 Prusa 栗色“Tough”树脂,结果不言而喻。
作为一种各向同性材料,树脂测试样品每个只需要一个样品。 Prusa Tough 树脂的结果为 280mJ。该树脂与PLA结果相当。
什么是最强的灯丝?
我认为在制造商、评论家和最终用户中,聚碳酸酯被评为最强的灯丝类型是相当普遍的结论。
如果在正确的温度下正确打印,聚碳酸酯(或 PC)可以生产出极其坚固和持久的组件;但是,使用 PC 打印可能会出现问题,因为它不能很好地处理悬垂和精细的细节。 PC具有较高的耐热性,并且还具有相当的抗冲击性,如上面的测试结果所示。
尼龙的评价也很高,与 PC 相媲美。 Airwolf 测试的尼龙 910 长丝在 7000 psi 下显示出强大的强度,而打印的夹子能够承受 485 磅的重量。MatterHackers 进行了类似的测试,但使用了他们自己的尼龙长丝,称为 Nylon X 长丝。他们打印了一个钩子,在它断裂之前可以容纳 364 磅。尼龙获得了好评,许多评论家认为它的强度和耐用性远高于 PLA。
由于尼龙具有吸湿性,这意味着它容易吸收水分,因此确实会造成印刷困难。它必须是 100% 干燥的;否则会出现打印错误。另一个痛点是打印温度必须在220-270°C之间,并且容易翘曲。尼龙的优点是耐冲击、耐疲劳、耐热,蛋糕上的樱桃比PC更容易印刷。
以下是一些推荐的尼龙和聚碳酸酯长丝:
如何让 FDM 部件更坚固?
强大的 FDM 打印是理想的打印。有几种方法可以增加打印的强度,包括使用直线填充、减少冷却、增加挤压宽度、增加周长以及使用更薄的层。这些可以帮助您提高 FDM 打印强度的指针已经过许多 3D 专家和爱好者的尝试和测试。
使用直线或蜂窝填充图案
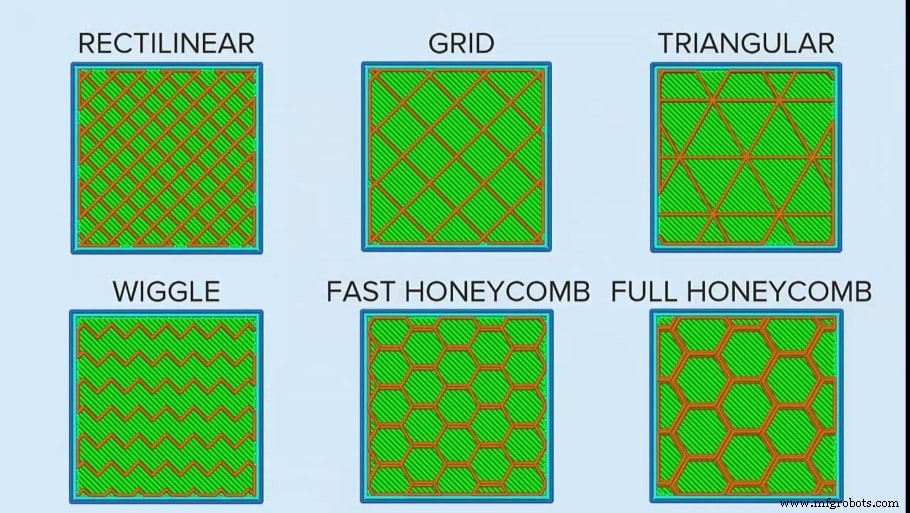
填充图案无疑是加强印花的加分点,但不幸的是,并非一种尺寸适合所有人。蜂窝结构以其强度而著称,甚至用于连续爆胎的汽车轮胎。从技术上看,直线型是最强的形态,但只有考虑到受力方向时,反方向会变弱。
使用直线填充图案可以节省塑料的使用并因此打印速度更快。它的打印速度比蜂窝图案快 30%。直线图案在一个方向上最强,而蜂窝在各个方向上同样强,使其成为一种全方位可靠的图案。
退火您的 3D 打印件
退火是制造金属或注塑塑料部件的常见过程。简单地说,就是通过提高温度来提高牢固度、抗拉强度和耐热性的过程。虽然在 3D 打印领域并不那么流行,但该过程仍然适用,但需要一定程度的实验才能获得最佳温度。
在家里,您可以将打印件放在烤箱中,但您必须密切监控温度并确保打印件周围的热量分布均匀。
退火基本上是将塑料加热到其玻璃化转变温度,因为此时物体仍将保持其形状,但分子将重新排列成更流动的状态,从而在此过程中降低内部张力并加强结构。
聚合物具有由无定形和半结晶分子结构组成的长而重复的分子链。这些分子结构构成聚合物并且随机分布,没有明确的分界线。晶体结构坚硬而坚硬,而非晶结构则更具弹性和柔韧性。
当灯丝在喷嘴中加热时,它很可能是无定形的,并且会通过快速冷却过程保持这种结构。退火的目的是将非晶态塑料的特性转变为结晶态塑料。
PLA 和 PETG 长丝在退火时显示出可喜的结果,而 ASA 和 ABS 在此过程中除了翘曲外没有表现出真正的变化。 PLA长丝的抗拉强度有很大的提高,而PETG的耐冲击性得分很高。
底线是退火是一种有效的工具,但在使用具有详细打印的技术时可能会导致并发症。
其他注意事项
您应该考虑打印的应用以确定其优势和劣势。除了正确的灯丝或树脂外,其他几个因素也会影响您的打印效果。
各向异性与各向同性
当从不同方向测量材料的属性时,各向异性基本上会达到不同的值,直线填充就是这种情况。另一方面,各向同性意味着无论测量方向如何,数值都是一致的,在这种情况下,我们可以使用蜂窝结构作为一个很好的例子。
使用 FDM 3D 打印,打印或构建方向将有助于产生各向异性结果。 This becomes more obvious with lower adhesion between layers in the Z-axis, which causes a lower pull strength compared to the X and Y-axis. So, if anisotropy is not considered, then the printed product will not last when pressure is applied to its weakness.
With SLA printing, there is no need to worry about structural weaknesses from certain directions because the resin is isotropic, meaning that the object has the same strength from all directions. For added strength resin model should not be hollow to save on resin.
Slicer Settings
A strong print begins with a good design that focuses on structural integrity by allocating more material to areas with concentrated stress. Topology optimization allows the process to be automated and is frequently used in creating functional designs.
The fabrication process also has a strong influence on the strength of the final product, and this is determined by the printing setting during slicing. For example, the layer height being higher will account for greater print strength, both in FDM and SLA prints. The infill structure and settings also contribute to the print strength, as do the speed, thickness of the extrusion, and optimum temperatures.
With SLA resin, printers usually print with 100% infill, but some slicers allow you to drain excess resin from interior pockets as a resin-saving option; however, in order not to compromise the integrity of the print, the design should not be hollow.
How the objects are printed
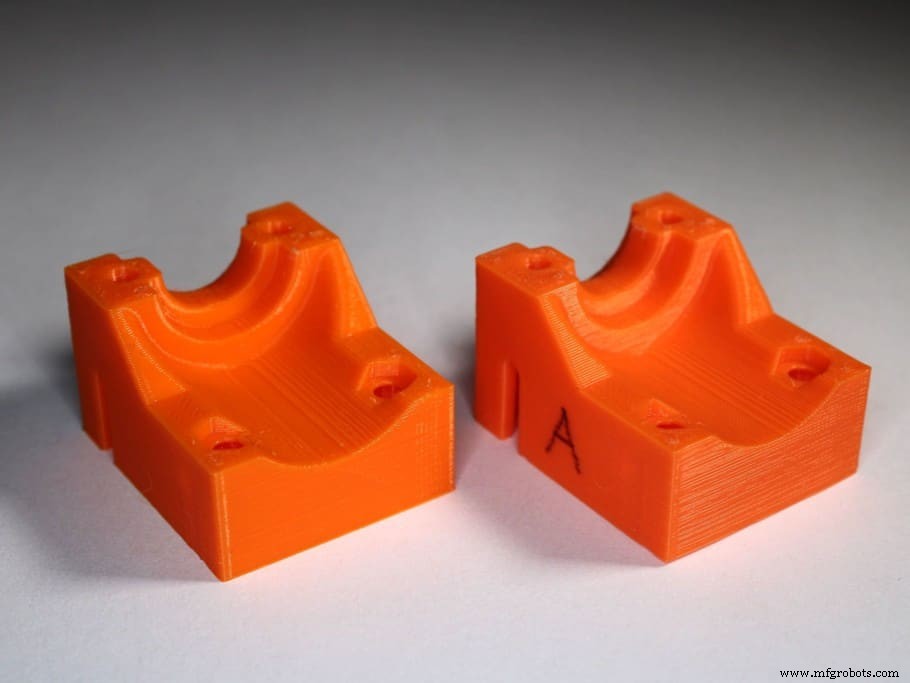
Layer thickness and adhesion play a dominant role in the overall strength of a printed object. In a test conducted to point out the effects of layer thickness and print orientation, several hooks were printed with different layer thickness as well as being printed vertically and laying down.
The results of the test were unanimously in favor of the hooks printed laying down, which indicates that structural integrity is influenced if the print layers are in the same line as the force applied to the object.
A 0.4mm nozzle was used for the printing, and the hooks were printed from 0.05 to 0.4mm. In both print orientations, the hooks that were printed with between 0.1mm and 0.2mm performed the best, whereas the 0.3mm and 0,4mm hooks performed the worst.
From this test, we can conclude that the layer thickness should not exceed half the diameter of the nozzle being if part strength is relevant for our application. For details on the test, check out the video from CNCKitchen
查看我们的推荐产品部分

我们创建了一个推荐产品部分,可以让您消除猜测并减少研究打印机、灯丝或升级所花费的时间,因为我们知道这可能是一项非常艰巨的任务,而且通常会导致很多混乱.
我们只选择了少数我们认为对初学者、中级甚至专家都有好处的 3D 打印机,使决策更容易,并且列出的灯丝和升级都经过了我们的测试和精心挑选,因此您知道您选择的任何一个都会按预期工作。
3D打印