3D 打印中的翘曲 – 如何修复它!
当开始用 3d 打印时,特别是当我们购买一台完全组装好的打印机时,第一部分可能打印没有问题,给我们一种掌握机器的感觉。一般来说,我们从不会造成重大不便的小物体开始体验。然而,迟早我们会想要扩大视野,这就是问题的开始。最常见的错误之一是翘曲,这可以通过将打印对象提升到一个或多个角落来证明,在某些情况下会导致它与热床完全分离并破坏整个工作。
原因多种多样,在许多情况下取决于我们打印机的校准、制造灯丝的材料以及要打印的物体的几何形状。所有变量的微调将使我们能够克服这个障碍并获得高质量的作品。
那么我们如何避免翘曲呢?
首先,通过确定其原因。然后,为每个特定情况应用最佳解决方案。作为主要规则,正确校准加热床至关重要,因此我们会在继续之前指出这一点。
为什么会发生翘曲?

发生翘曲是由于所有材料的尺寸变化都随温度变化 .灯丝受热时体积增大,即膨胀并占据更多空间。当它冷却时,这个过程会逆转,塑料会收缩。在长物体中,一个方向的细丝比垂直方向的多,收缩不均匀。收缩过程中的不平衡导致工件的一部分比其他部分“拉”得更多,如果与加热床没有良好的粘合性,则会导致角落向上弯曲。
在这一点上,有必要澄清床的平整对于避免翘曲是决定性的 .如果未校准,则物体的某些部分几乎没有或没有附着力,而正是在那里,零件将开始抬起。
此外,必须验证床身没有变形,因为在某些情况下它会翘曲,导致无法正确调平。
另一方面,我们用于打印的材料也会影响翘曲。一些细丝比其他细丝膨胀和收缩更多,容易产生这种不需要的变形。 PLA是产生翘曲较少的材料之一,因此使用这种灯丝可以方便地完全消除这个问题,因为如果我们使用PLA失败,将完全无法开始使用ABS或更高要求的灯丝。
另一个要考虑的因素是要打印的零件的几何形状。锐角很容易翘曲,因为它们将大的拉力集中在一个非常小的点上。有一些方法可以通过层压机软件中的选项或使用 3D 编辑程序来减少翘曲对这些“锐角”的影响。目的是增加与热床的接触面,以更好地分布准时力。
最后,外部因素在打印过程中也有影响:即使我们已经确定了最佳打印参数并详细校准了我们的机器,冷气流也会导致翘曲。保护打印机免受这些因素的影响是避免问题的关键。
3D 打印中如何避免翘曲的指南
通过遵循这一系列步骤,完全可以避免翘曲。其中一些依赖于机械问题,例如床校准和清洁,而另一些则依赖于层压机程序的解决方案。检查所有这些以确保正确遵守非常重要。
1。使用 3D 打印机外壳
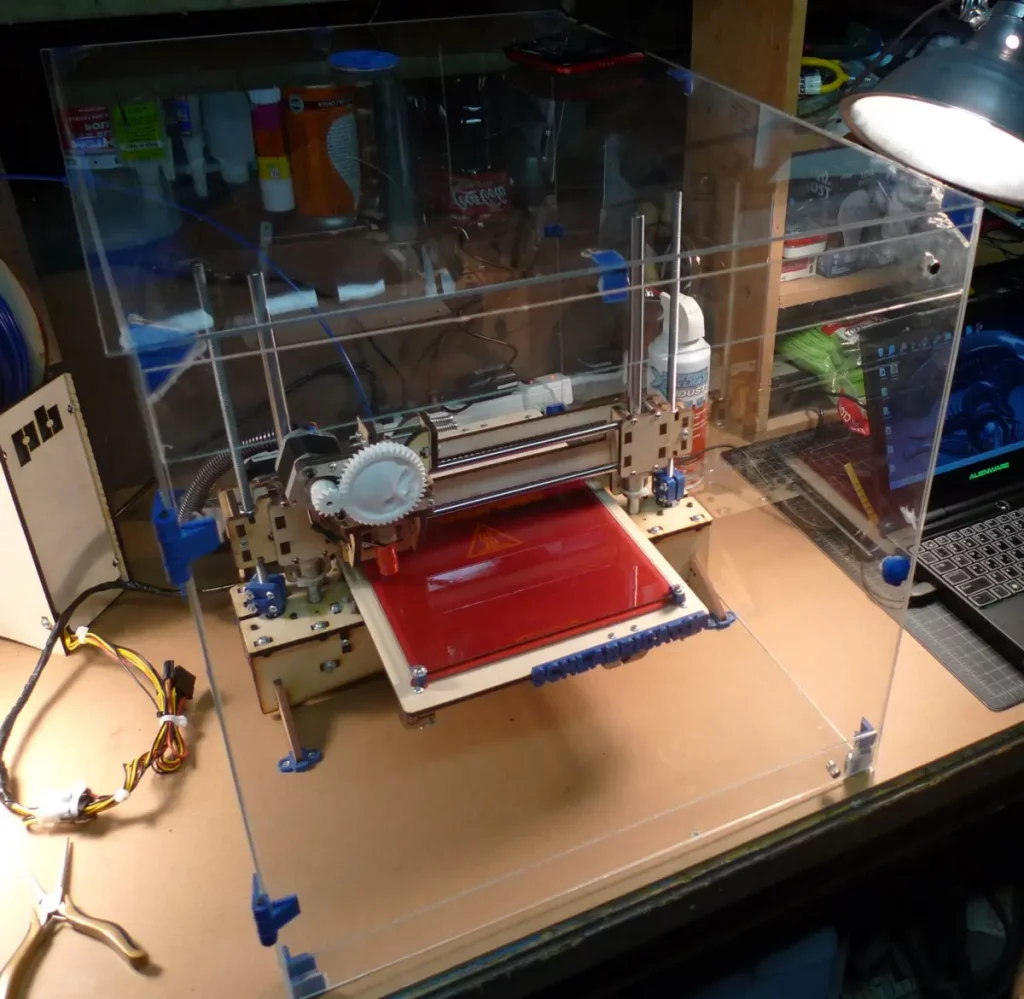
虽然有些打印机已经带有盖子,但绝大多数都是开放式的。这些外壳的功能是在打印过程中保持零件周围的温度流动尽可能稳定。突然的热冲击导致灯丝突然收缩,无法补偿形状的变化并产生翘曲或局部分层。
封面不一定必须是专业类型,有时只需在打印机周围放置几块大纸板以阻止传入的草稿。有关于如何在家里用普通廉价物品制作甲板的指南,或者可以多花点钱购买组装。
不言而喻,在运行 3d 打印机的环境中不鼓励使用风扇或空调,因为它们会导致难以抵消的大电流过冷空气。
2。把床调平

床层平整是最重要的步骤,因此只要第一层印刷层的厚度明显不同,就应该彻底而有条不紊地完成。在下图中,您可以看到水平不佳的床的样子:
在左侧,打印机喷嘴远离床,因此灯丝线松散,没有粘连。预计该部分会在该区域发生故障,因为没有任何东西可以将对象固定到位。
在右侧区域,床太高,导致喷嘴压在底座上。灯丝无法从热端喷嘴中出来,或者以非常强制的方式出现。当第二层启动时,错误会蔓延,基层的不一致会导致附着力不足。
在中间区域,层是均匀的和同质的。细丝在床上适当地展平,为物体提供坚实的基础并促进附着力。
床应该多久调平一次?
我们没有强制执行此校准的频率,但方便的是经常进行,以避免在几个小时的打印过程中遇到翘曲的令人不快的意外。
一种建议是在打印 10 次后检查床校准,或者每周至少通过执行如下校准测试一次:

在构建平台的不同区域打印一层薄薄的材料。因此,可以验证床的哪一侧或角落比其他位置高。
用纸或测厚仪测量水平
调平床的最快(也是最有效)的方法之一是使用一张纸。我们在办公室使用的纸张厚度非常适合确保灯丝正确流动。
该技术包括将热端置于 Z 轴的 0 位置,关闭电机并穿过床的中心和 4 个角,同时调整每个点的调平螺钉。这样做时,我们必须确保纸张在喷嘴和床之间滑动,并带有一定的摩擦力。一开始可能很难在所有点上实现相同程度的摩擦,但通过重复该过程 2 或 3 次,床几乎可以完美校准。
需要牢记的一个非常重要的细节:要执行此过程,床和热端都必须处于打印期间使用的温度 ,因为正如我们所见,材料在受热时会改变它们的大小。
如果您家里有塞尺,则使用塞尺会有所帮助,但使用一张纸就足以进行适当的校准。
考虑使用自动水平传感器
自动调平系统使用不同类型的传感器来检测热端与床的距离。开始打印作业时,我们可以在 G 代码中添加一行以在开始打印之前进行自动调平。这个过程在各个点测量到床的距离,创建一个“地图”,然后用于补偿水平差异并确保良好的第一层。
有时,使用这些系统是正确打印的唯一方法,因为一些打印基地容易翘曲,使整平任务变得不可能。
3。每次使用后清洁床铺
用于提高第一层附着力的污垢、细丝或物质的累积残留物会聚集在床的区域并防止物体粘牢。为避免这种情况,始终保持床铺清洁很重要 ,使用酒精或不会损坏工作台面的物质。
4。提高床温
在这项研究中,对热床的温度进行了实验,试图确定哪个是达到最佳粘附性的最佳温度。结论中提到最佳温度是稍微超过所用灯丝转变温度的温度 .例如,对于 PLA,其转变温度为 60 ºC。根据这个提议,我们必须在我们的软件中建立一个介于 60 和 65 ºC 之间的温度。
最常见灯丝的理想温度:
- 解放军 :60°C
- PETG :80°C
- ABS :105°C
- TPU :由于其成分,建议不要加热印刷基材,因为这种灯丝本身会产生足够的附着力。
5。使用胶水或发胶
有几种经常被推荐的“家庭疗法”,例如使用胶棒、发胶甚至糖水。目的是创造一种可以提高印刷基材附着力的物质。
哪个更好?
在附着力方面,固定剂喷雾通常在玻璃或镜子底座上产生非常好的效果。它们的问题在于,它们的气溶胶形式会将固定剂散布在难以清洁的不需要的区域,例如风扇或电子设备。
一个更清洁、更实用的替代品是胶棒。按时涂抹,易于清洁。它的缺点是它的价格和需要更频繁地清洁床。
6。关闭早期层的冷却时间
层冷却器或层风扇 ,它会在第一层产生太突然的热冲击,使与基底的结合变弱并最终在打印中间脱落。
大多数覆膜程序都可以选择在几层中禁用冷却器,甚至在打印更高时使其逐渐消失。
7。使用边缘或筏
这两种选择都非常有效,因为它们增加了与加热床接触的表面。裙子的线条越多,效果越好,只要与物体之间不留空隙即可。
就其本身而言,筏板特别推荐用于打印第一层面积过小的小物体。
8。使用纸胶带
画家的纸带,尤其是蓝色的,具有粗糙度,特别适合在打印过程中固定零件。此外,它不受温度影响,可重复用于多次打印。作为一个缺点,当移除碎片时,它可能会脱落或断裂,因此必须将其移除并放置新的胶带,这是一个有点麻烦的过程。
什么是最好的解决方案?
一旦床被正确调平,3 个元素的组合使翘曲成为过去:
- 使用温度略高于所用材料转变温度的加热床。
- 使用喷胶或胶棒。
- 放置一个盖子以在整个打印过程中保持温度稳定。
作为个人建议,尽管许多打印机通常都带有一个放置在加热床上的柔性磁性底座,但玻璃是用作底座的最佳材料之一 .其巨大的平整度得到保证,其硬度意味着它不会随着使用而变形。此外,它易于清洁且更换成本低廉。它与头发定型喷雾配合得特别好。
如果您正在考虑更换其中一种已经变质的特种底座,我建议您至少试用一段时间。
附加问题:层分离
使用具有高膨胀收缩幅度的材料时可能出现的另一个问题是层分离。这种情况发生在与基体的附着力良好但热稳定性条件不充分的情况下。细丝收缩不均匀,有些层比其他层“拉”得更厉害,导致它们最终彼此分离。
如何解决层分离:
- 使用封面 :通过保持物体周围的温度恒定,热梯度更小,各层均匀冷却,同时以相同的方式收缩。
- 降低行高 :如果层数太高,新挤出的长丝无法正确压平最后一层。降低层高有助于提高层间的附着力。
- 预热打印机 :开始工作前,盖子内的外壳需要处于稳定的温度,因此建议将床的温度提高到打印时使用的温度并等待至少10分钟。
- 在部件完全冷却之前不要打开打印机门: 即使在打印完成后,快速冷却也会导致层分离。
结论
在新手和有经验的用户中,翘曲是一个非常常见的打印问题,尤其是在使用在冷却过程中会急剧收缩的灯丝时。它包括在某个角落弯曲和抬起零件,通常它们会破坏整个工作。可以通过遵循一种方法来避免这种情况,该方法从正确调平床体开始,到确保整个打印过程中物体和底座的牢固附着力结束。使用盖子和使用某种类型的胶水可以最大限度地降低翘曲的风险。
3D打印