

什么是挤压-详解 |机械帖子
机械帖子的问候!今天我们来看看什么是挤压?它的工艺、优点和局限那么让我们从挤压的定义开始吧 .
拉伸的定义
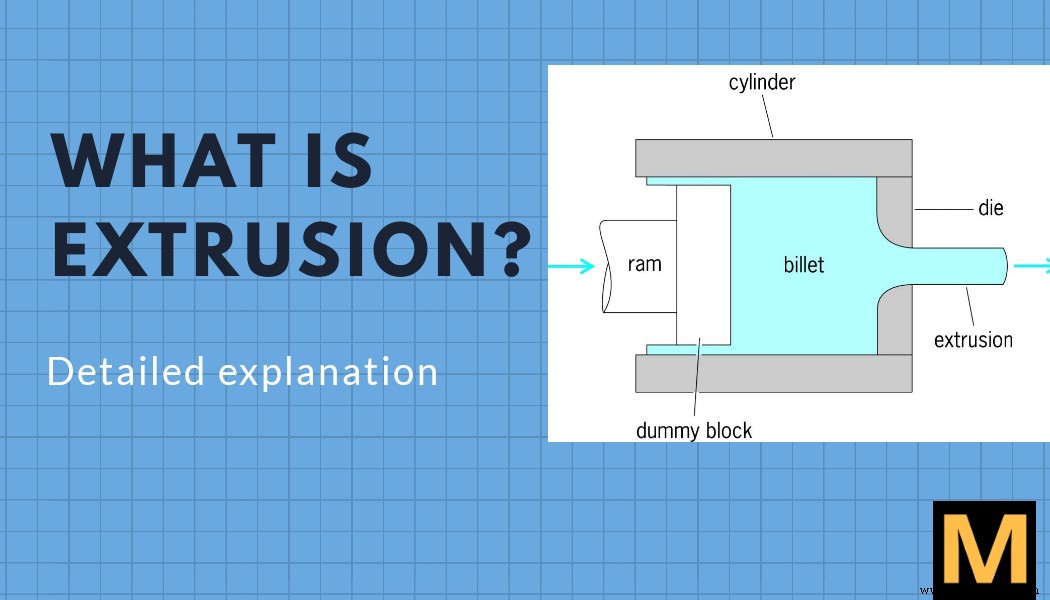
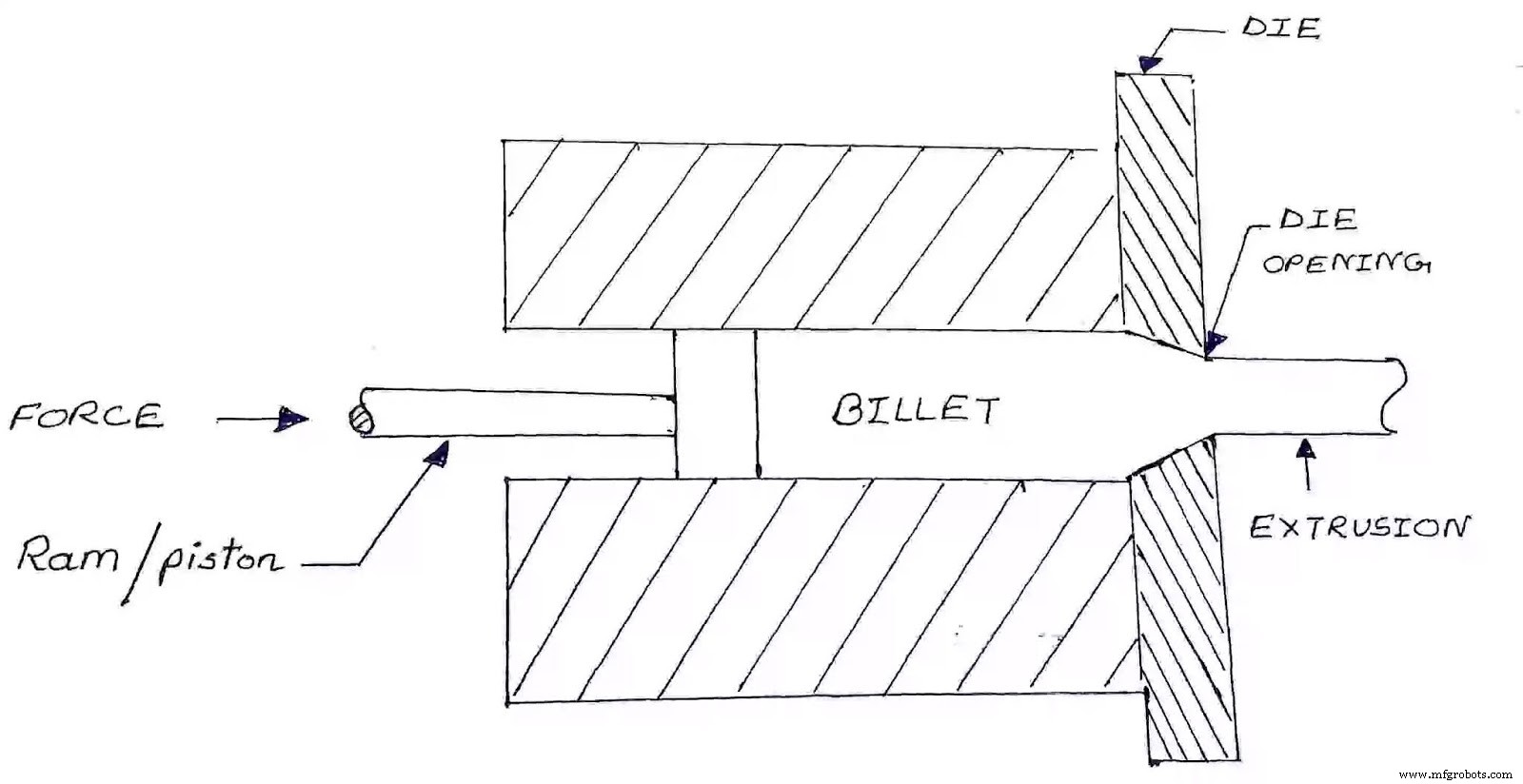
挤压可以定义为制造过程,其中将一块金属封闭在容器中并被迫流过一个特定形状和尺寸的小开口,称为模具。
你必须知道的挤压相关术语
钢坯 坯料是待挤压材料的均匀块(例如 铝挤压件 )。这些块的大小取决于用于挤压的机器。然后使用这些块挤出所需的产品。
 |
| 挤压模图片 |
死了
挤压模具是具有相当厚度的圆形钢板或圆盘,并具有一个或多个开口以形成所需的轮廓。它们由 H-13 模具钢制成,并经过热处理,因为它们必须承受由于迫使热钢坯通过模具而引起的高压和高温。
Ram 挤出机
柱塞是一种活塞或柱塞,质量很重,用于通过施加巨大的力将坯料推过模具。 ram 的一个例子是医生的注射器,当医生对 ram 施加力时,其中的液体被迫流出。挤压过程
挤压过程从坯料的加热开始。坯料通常被加热到使材料变得容易延展和延展的温度。
挤压更广泛地用于制造有色金属及其合金(铝合金、铜、黄铜和青铜等)的实心和空心型材,但随着熔融金属的发展,钢和其他铁合金也可以成功加工。玻璃润滑剂。
挤压中的初始材料是铸坯或轧坯。挤压制品的范围很广:直径3-25mm的棒材,直径20-400mm、壁厚1mm及以上的管材,以及其他机械加工方法无法获得的更复杂的形状。除了金属塑料挤出 也是可以的。
您可能还想阅读
- 什么是 GTAW 或 TIG 焊接
- 什么是钢材及其种类——详细分类
- 什么是灰口铸铁
- 工业自动化及其类型
挤压类型:
直接挤压:
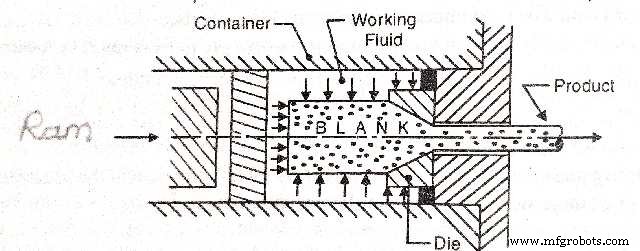
加热的坯料被放置在容器中。它被冲压机推向模具。金属受到塑性变形,沿容器壁滑动并被迫流过模具开口。在挤压操作结束时,一小块称为对接废料的金属留在容器中,无法挤压。为了获得空心截面,通常在心轴周围使用空心坯料。在某些情况下,坯料是实心的并且在挤压循环开始之前被心轴或通过钻孔机在其中钻出的轴向孔刺穿。心轴可以固定在柱塞上。当柱塞朝模具方向移动时,金属被迫通过环形间隙并从管中流出。
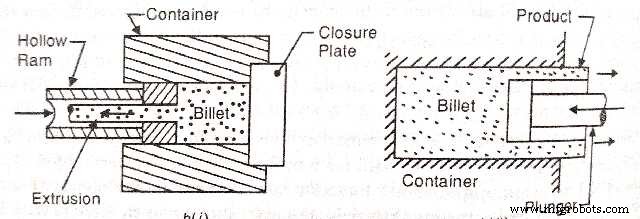
间接挤压:
在间接挤压过程中,金属以与柱塞运动相反的方向挤压。为此,使用了空心柱塞(如上所示)。空心柱塞包含所需产品形状的模具。对于零件的生产,模具安装在空心柱塞的一端,而容器的另一端是封闭的。当柱塞移动时,模具对坯料施加压力,变形的金属流过与柱塞运动相反的模具开口,产品通过空心柱塞挤出。
热挤压:
热挤压 是在挤压之前加热坯料的过程 .热挤压是在材料的再结晶温度以上进行的,这不仅有助于材料加工硬化,而且更容易将材料推过模具。
冷挤压:
与热挤压工艺相反,冷挤压工艺在室温下工作。冷挤压优于热挤压,因为它不会引起氧化,通过冷加工提供更高的强度,可以以更小的公差、更好的表面光洁度和更快的挤压速度进行加工。通常是冷挤压的材料包括:
- 领导,
- 锡,
- 铝,
- 铜,
- 锆,
- 钛,
- 钼,
- 铍,
- 钒,
- 铌和钢。
该工艺生产的产品示例有:伸缩管、灭火器箱、减震筒和齿轮坯。
这个过程类似于热挤压,只是加工的金属具有无需加热即可成功成型所必需的塑性。通常,这些金属具有高度的延展性。还进行冷挤压以改善金属的物理性能并生产成品零件。
挤压的优点:
- 挤压产品的范围非常广泛。轧制无法实现的横截面形状可以挤压成型,例如带有凹角的横截面。
- 更改形状不会浪费时间,因为模具可以很容易地拆卸和更换。
- 挤压件的尺寸精度通常优于轧制件。
- 挤压自动化更简单,因为物品是一次性生产的。
- 型材比铸件更轻、更坚固、更坚固。
- 挤压比铸件更精确,并且需要较少的挤压后精加工工序。
挤出工艺限制:
- 挤压中的工艺浪费高于轧制,后者仅为 1% 至 3%。
- 模具成本相对较高,由昂贵的合金钢制成。
- 在生产力方面,挤压远不如轧制,尤其是其连续品种。
- 与其他技术相比,挤压的成本通常更高。
- 由于高接触应力和滑移率,挤压工具的使用寿命较短。
- 只能生产具有恒定横截面的形状。
如果您喜欢这篇文章,请在评论中告诉我们,并通过下面给出的社交链接与朋友和家人分享。也请告诉我你接下来想读什么主题🙂
也请考虑点击订阅按钮进行订阅,千万不要错过我们的帖子!
工业技术