

什么是塑料挤出:权威的工艺指南

塑料无处不在,因为它们的多功能性、使用寿命和更简单的制造要求。塑料挤出以及注塑成型是大批量生产中最常见的工艺之一。通常,挤压对于使用管道、管材、门型材和其他大件物品的连续型材很常见。
塑料挤出的工业应用始于一个多世纪前,并随着时间的推移不断发展。即使在今天,它仍然是许多塑料制造项目的首选方法,因为它简单、高效且结果准确。
以下文字介绍了塑料挤出工艺的基础知识。它的优点、局限性、类型,最后是跨不同行业的共同应用。
塑料挤出概述
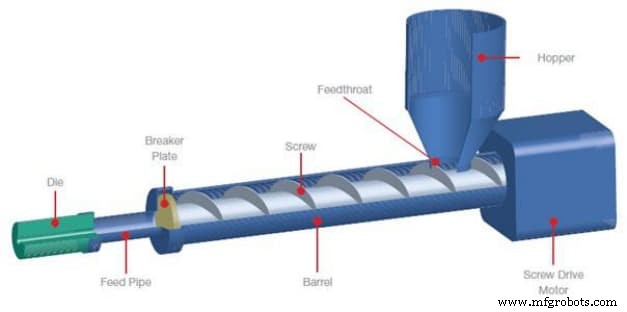
塑料挤出是一个过程,其中颗粒状塑料通过挤出机的不同组件在热量和压力的帮助下最终形成连续的轮廓。为了更好地了解这个过程,首先要了解挤出机及其工作原理。
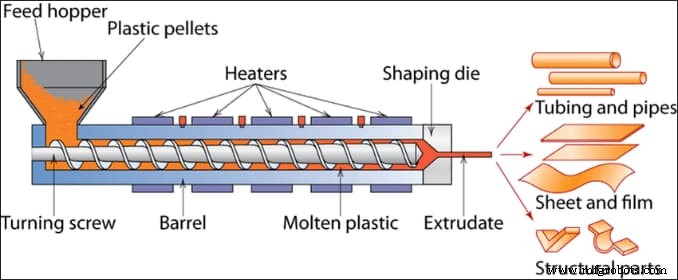
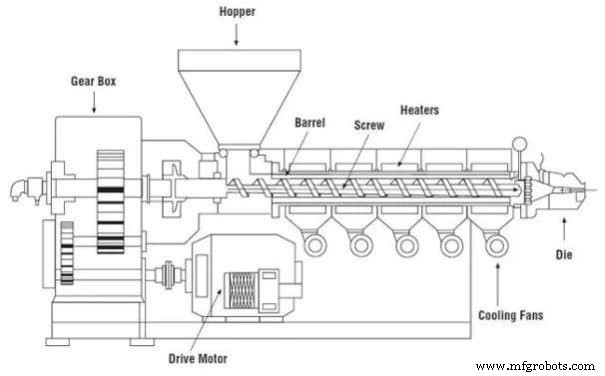
上图是普通的塑料挤出机,有以下几部分:
- 料斗: 这是塑料挤出机的第一阶段。料斗将塑料储存在颗粒中,并为下一阶段的工艺做好准备。
- 食道: 进料喉将来自料斗的塑料导向料筒。
- 隔板: 该组件充当桶的过滤器,有助于保持压力
- 桶: 这是一种加热组件,可软化塑料并使其接近熔点。此外,机筒中的旋转螺杆将物料推向进料管。
- 进料管: 充当来自机筒的熔融塑料的导管
- 死亡: 这是刚性金属部件,材料被推入其中以获得所需的轮廓。
- 冷却系统: 最后是挤压型材通过快速冷却固化的最后阶段。
塑料挤出是如何工作的?
塑料挤出过程首先用更易于加工的较小塑料件填充料斗。进料口利用重力将塑料转移到料筒中进行进一步加工。
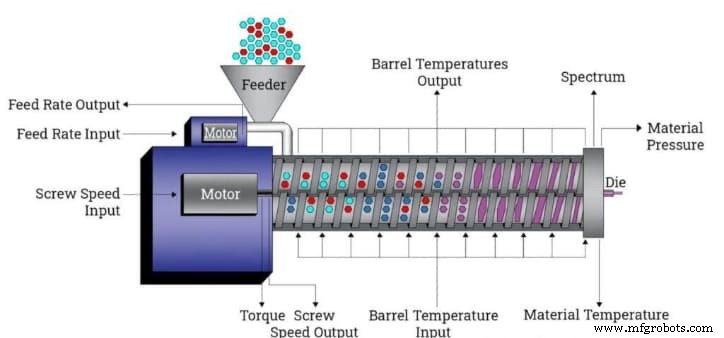
当物料进入料筒时,它开始通过至少三个强度区加热,当您远离进料喉时,温度强度会增加。
随着温度的升高,机筒使用连续旋转的螺杆将熔融塑料推向机器的下一个部件。螺杆和压力额外产生热量,因此强度区本身基本上不需要像预期的挤出温度那样热,从而节省能源并促进挤出过程。
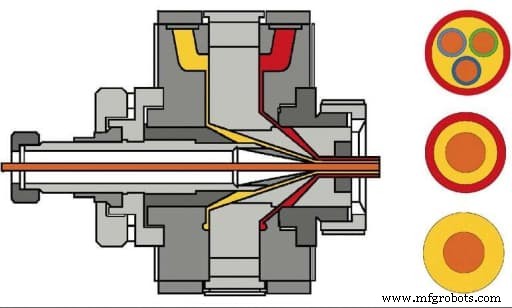
液体塑料通过破碎板支撑的筛网离开枪管。该筛网可消除材料中的异物并保持内部压力。材料通过进料管进入独特制造的模具,该模具的形状与您想要从项目中获得的挤压型材相同。
在通过模具约束的点,熔融材料形成与模具开口相同的形状,从而完成挤压过程。
当完全通过模具时,挤出型材在水淋中或通过一组冷却辊冷却,以确保热塑性挤出型材的形状永久化。
塑料挤出的历史
挤压一直是一种大批量制造工艺。它始于德国,当时 Paul Troester 创造了第一台塑料挤出机。从那时起,该过程的基本原理并没有太大变化。
但是,就其效率和材料处理能力而言,该过程有很多改进。过去,挤出机只能处理特定类型的塑料,并且有很多要求。随着时间的推移,这一点得到了改进,如今,塑料挤出变得更加通用、灵活,并且能够同时处理不同种类的塑料。
挤出塑料的另一个常见问题是它们不具备正确的机械性能和强度。这在过去是一个重大问题,但技术的新发展改善了情况。如今,定制塑料挤出工艺已成为首选工艺,因为它可以提供您期望从现代工业应用中获得的质量、一致性和功能。
不同类型的塑料挤出工艺
您处理的挤压工艺类型取决于模具形状。虽然塑料挤出的基本工艺保持不变,但不同类型的工艺可以让您有效地处理处理不同形状的复杂性和复杂性。
以下是当今行业使用的 4 种主要类型的塑料挤出工艺。
1 – 管材挤压
此过程适用于长管、管道和其他类似物品。一般来说,加工中空设备变得更加困难。尽管如此,在您到达模具之前,这种挤压过程保持不变。在那个阶段,该工艺使用正内压来克服处理中空零件的更高功率要求。
2 – 吹膜挤出
吹膜挤出工艺非常普遍,因为它可以制造许多日常用品,例如购物袋和其他包装材料。再一次,该过程就像任何其他类型的挤压(如铝挤压过程)一样。但是,主要区别在于模具阶段,材料在离开模具之前要经过冷却。
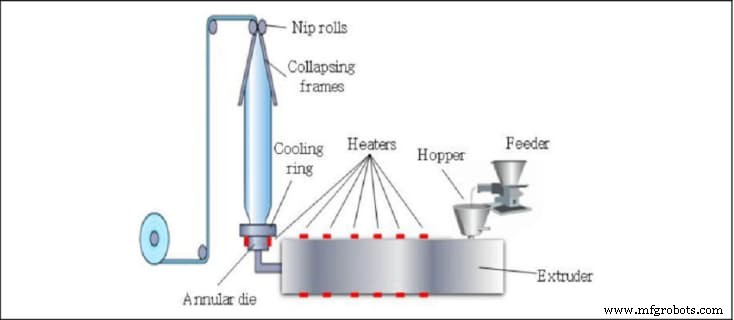
在那个阶段,材料还没有完全凝固。这就是为什么它后来通过吹气经历了一个额外的膨胀过程。该工艺仅限于较薄的塑料薄膜。对于较厚的床单,您将不得不经历一些其他过程。
3 – 片状薄膜挤出
这个过程与前面提到的吹膜挤出非常相似。但是,它适用于太厚而无法吹制的工件。在这种情况下,材料会经过拉伸和滚动过程以获得您需要的形状。
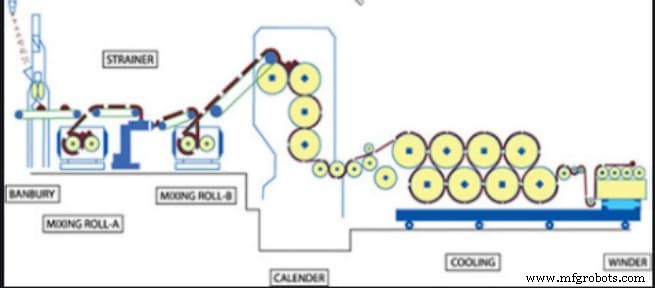
轧制过程还可以冷却塑料并使其永久固化。通常,此过程可让您轻松制作冰淇淋盒、果汁盒、酒盒和其他较厚的塑料包装。
4 – 外护套挤压
下一种类型的挤压是用于绝缘线和其他类似的应用,在这些应用中你完全用塑料覆盖东西。过程很简单。你将需要涂层的材料从模具中拉出来,给它一个塑料盖。
根据您的要求和应用,您可能还需要塑料和材料之间的粘合。在这种情况下,您需要做的就是使用压力工具。这种简单的添加对材料施加了足够的压力,以提供持久的出色附着力。
塑料挤出机的种类
如果您正在考虑投资塑料挤出机,您可以选择使用单螺杆或双螺杆挤出机。两种设备都具有执行前面讨论的所有过程的相同能力。但是,挤出机的类型会影响您的生产速度、混合能力和操作的整体灵活性。
以下是每种挤出机带来的详细信息。
单螺杆挤出机
顾名思义,单螺杆挤出机是一种简单的装置,机筒中有一个旋转螺杆。通常,单螺杆挤出机非常适合需要简单型材(如管道和片材)的情况。虽然单螺杆机器工作得很好,但它们有点慢,混合不好,可能不是任何复杂形状的最佳选择。
双螺杆挤出机
正如它们的名字所暗示的那样,双螺杆挤出机的机筒中有平行螺杆。根据应用的不同,双螺杆可以同向旋转,也可以不同向旋转。由于其设计,双螺杆挤出机提供更高的稳定性、排气性能、速度和混合性能。
塑料挤出的优点
挤压是一种流行的大批量生产方法,它提供了多功能性、灵活性和一致性的完美结合。以下是塑料挤出工艺的一些主要优点。
- 成本效益: 与其他工艺相比,挤压是相当具有成本效益的。通常,塑料零件是通过注塑成型服务或挤出成型来开发的。然而,挤压没有复杂的工具要求,而且更简单,从而降低了成本。此外,挤出机还可以不间断地连续运行,提供 24 小时生产,以减少库存短缺的机会。
- 无与伦比的灵活性: 只要有一致的横截面,您就可以使用塑料挤出工艺创建任何形状或轮廓。从复杂的形状到板材、管材和其他产品,挤压可以提供几乎所有类型的设计。
- 改动: 在冷却过程之前,热塑料仍然具有相当的延展性。这意味着您可以轻松地执行其他成型操作,以确保最终产品具有您需要的尺寸。
塑料挤出的主要应用
作为制造塑料零件的主要方法之一,挤压工艺的整体应用过于广泛。然而,以下是塑料挤出技术发挥重要作用的一些最突出的领域。
管道和管子
管材和管材是最常见的塑料挤出产品之一。模具要求也是最简单的,因为您只需要一个简单的圆柱形轮廓。 PVC 管道在行业中也非常普遍,但您也可以找到其他替代品。无论您使用什么材料,管道和管材都极有可能通过塑料挤压成型。

电线绝缘
塑料天然具有优良的电绝缘性能。此外,它们天然的柔韧性和热稳定性使其成为绝缘带电电线和护套的完美选择。一般来说,大多数护套和绝缘工作都使用挤压工艺,因为它最简单且效果持久。
窗口
窗框是挤压塑料的另一种常见应用。许多人为此使用 PVC,因为它可以使用很长时间,并且对来自太阳的紫外线辐射具有天然的抵抗力。
门
就像窗户一样,门框是挤压的另一种常见应用,因为它们具有连续的轮廓和恒定的横截面。再一次,PVC 因其稳定性和卓越的机械特性而在门框和其他家居配件方面非常受欢迎。
百叶窗和窗帘
这是另一个常见挤压的经典例子。百叶窗和窗帘通常具有多个相同的插槽,这些插槽结合在一起以实现功能。聚苯乙烯挤出成型,一种流行的塑料选择,可以为您提供常见百叶窗中常见的仿木外观。
清洁设备
擦拭器、刮刀和其他清洁设备的手柄使用塑料。有些产品甚至有一种类似橡胶的塑料,可以提供更好的清洁效果,您需要通过挤压来大量生产它们。
RapidDirect:优质塑料挤出服务的最佳选择
塑料挤压是一种常见的选择,因为它相对简单、成本效益和多功能性。然而,这并不意味着任何人都可以开始这个过程。挤出技术有多个先决条件、设计要求和其他重要考虑因素,以确保一致的结果。此外,您还需要投资多种类型的设备和其他设置才能开始使用。
对于中小型企业来说,投入如此多的时间和资源是不切实际的。对他们来说,像 RapidDirect 这样全面而有经验的挤压服务是最好的选择。
在 RapidDirect,我们的目标不仅仅是成为一个简单的服务提供商。从设计阶段到优化,我们是满足您所有制造需求的一站式商店。我们拥有最新的机器和最有经验的团队,可以在尽可能短的时间内提供质量、可靠性和性能的最佳组合。
RapidDirect 与众不同的一件事是完整的在线报价平台。我们拥有最先进的系统,可为您的项目提供即时报价。
只需为项目添加您的设计和其他规格,我们将与您联系并告知您开始的预期成本。不仅如此,我们还提供免费的制造设计 (DFM) 报告,以帮助您优化设计并简化整个流程以获得最佳结果。
奖金:塑料与铝挤压
挤出不仅限于塑料。您也可以将该工艺用于具有连续轮廓的金属零件。一般来说,由于材料的强度、密度、可回收性和其他机械特性,铝是经过挤压过程最常见的金属之一。
今天,铝挤压是一种常见的制造工艺,可以生产棒材、轨道、管道、散热器和许多其他物品等产品。一般来说,铝材同样要求材料具有连续的轮廓和均匀的横截面。
此外,塑料挤压工艺和铝挤压工艺的一个重要区别是温度。
与塑料不同,铝挤压可以是热的也可以是冷的。冷挤压通常会提供高强度的材料,但需要更多的动力。相反,热挤压发生在 350 o C 到 500 o C,它变得更容易加工,但以牺牲机械性能为代价。
工业技术