

Bullet
背景
子弹是一种射弹,通常是一个带尖头的金属圆柱体,是从枪械中射出的。子弹通常是弹药筒的一部分,弹药筒是包含子弹并插入枪支的物体。弹药筒通常称为子弹,但本文将仅讨论从小型或个人枪支(例如手枪、步枪和霰弹枪)发射的弹丸。
历史
几千年前,虽然有铅弹与吊索一起使用,但现代子弹的历史始于枪械的历史。 公元后的某个时间 1249 年,人们意识到可以用火药从管子的开口端发射射弹。最早的火器是大炮,但个人火器出现在十四世纪中叶。早期的弹丸是可以装入枪管的石头或金属物体,但到 1550 年铅和铅合金(金属混合物)是首选材料。随着制造技术的改进,枪械和铅子弹的尺寸变得更加均匀,并且以不同的口径(子弹的直径)生产。
工业革命带来了进一步的改进。带有膛线枪管(枪管内的螺旋槽,使子弹具有稳定的旋转运动)的枪支导致了人们熟悉的锥形子弹。更强大的无烟火药在 19 世纪后期取代了火药(现在称为黑火药),但它们也需要更坚固的火器和子弹材料。铅弹在枪管中留下铅残留;夹套子弹(较硬的金属层围绕较软的铅芯)被开发来阻止这种情况。熟悉的金属弹药筒(包含子弹、外壳、底火和大量推进剂)在第一次世界大战中很常见。
原材料
子弹由多种材料制成。铅或铅合金(通常含有锑)是传统的子弹芯材料。传统的防弹衣由铜或镀金金属(铜和锌的合金)制成。今天还有许多其他材料用于制造子弹,包括铝、铋、青铜、铜、塑料、橡胶、钢、锡和钨。
子弹润滑剂包括蜡(传统上由巴西棕榈制成的巴西棕榈蜡)、油和二硫化钼(钼)。现代蜡和油的配方一般不公开。 Moly 是最近的一项创新;这种天然存在的矿物质在接触时会粘在金属上。子弹制造过程还可以在加工和压制步骤中使用油脂和油来润滑子弹。这种润滑允许子弹和机器相互移动而不会粘连,从而防止对子弹或机器造成损坏。之后,溶剂用于去除子弹上的油脂和油。
设计
弹药有几种不同的用途,例如军事、执法、狩猎、射击/目标射击和自卫,每种用途都需要不同的子弹性能。还有法律和公共关系设计方面的考虑,例如杀伤力、对无辜旁观者的威胁、环境影响和外观。
子弹设计取决于枪支设计,反之亦然。子弹必须正确装入枪管。太小的子弹不会与枪管中的膛线接合,或者它会在枪管中弹跳而不是直线退出。太大的子弹会卡在枪管中,可能会导致枪械因压力而爆炸。子弹重量还必须与弹药筒中的粉末量相匹配,以便以正确的速度发射。
子弹的设计使用从先前的子弹测试(发射)中收集的计算和数据。这些数据可以包括诸如准确性(是否击中目标)、精确度(是否超过一种相同类型的子弹产生类似结果)、子弹速度、给定范围内的有效性(与目标的距离)、穿透力等变量进入目标,并对目标造成伤害。然后针对一个类似于它们将被使用的目标的目标对子弹进行测试。有多种材料可用于模拟预定目标,包括子弹明胶,这是一种最近开发的用于模拟肉体的材料。
现代子弹可以有许多不同的特征。其中一些特征与子弹的形状有关,而另一些则与结构材料有关。大多数子弹看起来像一个带有尖端的圆柱体。子弹后部的圆柱形部分是枪柄,子弹前部的尖头部分是尖端,尽管尖端可能是平的而不是尖的。子弹可以由一种或多种材料制成。
仅由软材料(例如铅)制成的子弹在撞击时会膨胀,从而对目标造成更大的伤害。仅由较硬的材料(例如钢)制成的子弹可以进一步穿透较厚的目标,但不会膨胀太多。较软的核心可以封闭或部分封闭在称为护套的较硬金属层中。这件夹克可以完全包住子弹,也可以将较软的尖端暴露在外以进行膨胀。改变护套量会改变渗透量与膨胀量。
刀柄可以有平底或锥形底(船尾)。平底更重,提供更大的穿透力,但船尾提供更高的距离精度。枪柄的底部也可以有一块较硬的金属底板,以防止子弹在发射过程中变形。底座有时有一个锥形凹痕(气体检查),它在射击时会膨胀,以将子弹底部密封在枪管上,并收集射击时的所有能量以推动子弹向前。枪柄也可能有凹槽,用于容纳润滑脂,帮助子弹在枪管中自由移动。有时,在子弹中切出一个称为套管的凹槽,以标记子弹要插入弹药筒的距离,并提供将弹药筒压接到子弹的特征。
子弹的尖端通常是尖的。该点可能是弯曲的(称为 ogive)。更锋利的尖端提供更大的穿透力。 Wadcutters 是一种没有尖端或在尖端后面有尖锐肩部的子弹,用于目标射击,用于干净地切割纸目标。 Semiwadcutter 子弹具有平尖的锥形尖端,可用于目标射击、狩猎或自卫。目标子弹很轻,专为在射击场中的速度和准确性而设计。它们通常不适用于其他目的。
一些技巧旨在扩大影响。这种子弹被禁止用于军事用途,但可用于执法、自卫和狩猎。尖端或整个子弹可能由软材料制成,例如铅,但还有其他设计特征可以帮助子弹膨胀。较软尖端后面的硬质材料可提供更多穿透力,并将较软尖端向前推动以扩大更多。较硬的材料可以是刀柄、刀尖的一部分、刀尖和刀柄之间的硬质金属隔板,或者甚至是刀尖上的硬点,该硬点在撞击时向后驱动以扩展较软的刀尖材料。
提供膨胀的另一个特征是空心尖端(或空心点),尖端中的空锥体指向子弹的后部。当子弹击中目标时,空心尖端的薄边向外膨胀。甚至更硬的金属也会膨胀,特别是如果它们被刻痕(在其中切割凹槽)以提供分开的地方。
很少有子弹具有可分离的部分。有些子弹有弹壳,即在发射时围绕子弹的套筒,但在离开枪械后会脱落。与小型枪械相比,弹壳允许大型枪械以更高的速度发射较小的子弹。子弹也可以包含多个弹丸或其他粒子,它们在撞击或离开目标时以喷雾形式离开子弹。这提供了更高的击中物体的机会(来自许多粒子),或者可能在容易损坏的目标上造成许多伤口。
霰弹枪通常从未开膛的枪管中发射子弹(许多小圆形弹丸)或实心弹丸(大的,通常是软子弹),尽管有些猎枪有膛线。气枪发射实心圆形或沙漏形弹丸。
军用子弹具有特殊功能,有时也用于执法和自卫。为了绕过禁止扩大子弹的限制,军用子弹可以设计成比正常的后端更重,这样它们在撞击时会滚落到目标中,造成更大的伤口。它们也可以设计为在撞击时分解,具有类似的效果。一些军用子弹在子弹底部有燃烧(易燃)材料,会留下可见的痕迹。这被称为示踪子弹,因为它允许射手跟踪子弹。燃烧材料也可以放在子弹的尖端,这样它就可以在撞击时起火。军用子弹通常由较硬的材料制成或完全带有夹套。它们通常是为渗透而设计的。 “非致命”塑料或橡胶子弹有时被军方和执法部门使用。这些子弹旨在暂时使暴乱者和示威者丧失行动能力,但它们具有杀伤力。
执法和自卫子弹应该使目标丧失能力。这些子弹中有许多被设计成在击中目标后膨胀或破碎,造成最大伤害。这些子弹可以由更硬的材料制成,这些材料对厚衣服和防弹衣等材料具有更大的穿透力。警察和自卫子弹不应过度穿透(穿过目标)并危及旁观者。
猎人对不同类型的目标有不同的要求。快速移动的目标需要更快、通常更轻的子弹。带有厚皮和大骨头的较大目标需要可以穿透并造成足够伤害以快速击落动物的子弹。有几种不同的设计可以解决这些相互冲突的需求。许多狩猎子弹的设计目的是扩大。分区子弹和部分夹套子弹对于较大的目标很常见。
制造
过程
子弹制造商有很多种,从大公司和政府到较小的定制弹药制造商,再到使用一些简单工具装填和重新装填弹药的个人。也有许多不同的子弹设计,并且对于哪种最有效缺乏共识。因此,没有统一的弹药制造方法。包括美国政府在内的大型弹药制造商将某些制造步骤自动化。在制造过程中的适当时刻,可能会添加特殊功能。
实心子弹或子弹核心
两种最常见的子弹成形方法是铸造和型锻。空心点可以通过任何一种方法形成。硬(比铅硬)实心子弹可以冲压(金属冲头从棒材或较软的金属板上切出子弹形状的碎片)并用金属原料加工。机械加工包括使用机器通过切掉部分来使金属成形的任何过程。用于子弹的典型机器是车床。车床将子弹金属旋转到钢凿上,以逐渐切掉材料。
发射子弹
- 铸造是将熔融金属倒入模具中。这个模具是铰链式的,关闭时有一个子弹形状的中空空间。金属在坩埚(可以安全盛放熔融金属的金属或陶瓷锅)中熔化,然后倒入模具中。
- 金属冷却后,模具打开,子弹落下或被撞出。通过切割或锉削去除任何缺陷。如果子弹极度变形,可以将其熔化并重复该过程。
- 用不同材料的多个部分铸造子弹,将第一种材料倒入模具中以部分填充它。在该材料冷却并部分或完全固化后,将第二熔融材料倒入模具中以部分或完全填充它。这可以做几次,但最常见的是做两次,以在较软的部分(用于扩展)后面创建具有较重部分(用于穿透)的子弹。
挥舞子弹
- 1 模锻是一种冷成型工艺,这意味着它涉及在不加热软化或熔化金属的情况下对金属进行成型。将适量的待型锻材料(以晶粒度为单位)放入模具中。模具是一种较硬的金属容器,带有一个空腔(一个空的空间),形状像没有后端的子弹。模具是较大的静止物体的一部分,或者固定在平台上。
- 2 将适合模具开口端的金属冲头压入模具适当的深度。当冲头将子弹金属压入模腔时,材料就形成了模腔的形状。压力可以来自手动或液压机、反复锤击或拧紧的螺纹冲头。多余的金属从放气孔中挤出。
- 3 冲头从模具中取出,子弹被推出或拉出型腔。通过切割或锉削去除任何缺陷。
- 4 多个型锻步骤可用于插入隔板、从多种材料中创建子弹,并进一步定义子弹的形状。有时需要执行几个步骤才能添加空心点等特征。
防弹衣
有些子弹在较软的核心周围有较硬的金属外壳。
- 5 从带材或片材上冲压出硬币形的金属外壳。冲头通常是一个圆形的金属圆柱体,通过护套材料将其推入工作台的凹陷处。一些冲头是圆形的,这样金属片的形状就像一个杯子。有时,使用管道代替硬币或金属杯。
- 6 如果护套材料太硬而不易成型,可以对其进行退火处理。退火是加热金属,通常使用气体火焰,使其软化并使其更易于加工。
- 7 然后将护套材料放入模具或冲头上,然后将冲头压入模具中。可能有几种不同的冲头和模具用于在护套中形成特定特征。通常的步骤之一是确保夹克的厚度均匀。厚度通常为 0.03-0.07 英寸(0.08-0.17 厘米)。有些子弹在核心上镀有一层薄薄的外套。
子弹组装
- 8 护套和多个子弹部件可以通过模锻在一起、将一个部分浇铸在另一个部分上、焊接、胶合或电焊等方法连接起来。焊接是用焊料将两块金属连接在一起的过程,焊料通常是锡和铅的合金。焊料熔化并粘在两块金属上,在冷却和凝固后将它们粘合在一起。用于连接多部分子弹的胶水通常是环氧树脂,这是一种由两种不同的流体形成的塑料,在结合时会变硬。环氧树脂流体从管中分配并混合,然后将部件连接在一起并固定到位,直到环氧树脂硬化。电焊是将强电流通过两个接触的金属部件,使它们软化并粘在一起的过程。如果连接方法不够牢固,子弹可能会过早地散开。
- 9 接下来,可以在子弹的柄上切割或压入凹槽。凹槽可以通过在金属轮上的脊上旋转子弹来压成软子弹,或者它们可以在车床上切割成子弹。许多铸造子弹已经有凹槽。
- 10 子弹有时涂有 I O 润滑剂,通常是蜡、油或钼,这可以减少软子弹造成的膛污垢。夹套子弹和硬子弹通常不润滑,尽管它们可以,尤其是钼。在涂抹润滑剂之前,子弹通常会被脱脂(放入溶剂浴中以去除先前制造步骤中的油脂)。
- 11 蜡和油润滑剂可以通过用软材料(例如布轮)摩擦、喷涂、倾倒或浸渍来施加。通过将子弹放入盛有钼粉的容器中并旋转容器,使子弹和钼颗粒翻滚,直到子弹被涂上涂层,从而施加钼。
- 12 然后手动移除和打包完成的子弹。
质量控制
许多枪支用户希望他们的弹药具有一致的性能。较大的弹药制造商在 1980 年代和 1990 年代制定了质量控制计划作为回应。这些程序包括统计过程控制 (SPC)、全面质量管理 (TQM) 和随机测试。 SPC 涉及测量制造过程并从统计上确定如何优化它,以便它产生正确和一致的结果。 TQM 是将这种质量控制应用于整个业务,而不仅仅是业务的制造部分。
随机测试包括定期取出制造的零件并对其进行测试。完成的子弹装入弹药并发射以确定它们是否按预期执行。可以检查未完成的子弹,以确定它们是否在制造过程中正确生产。成品和未成品的子弹都可以称重,测量对称性(子弹在从尖端中心到底部中心绘制的假想线的各个方向上都应该相同),并切开以确保没有空气空间以及内部特征是否正确(例如隔板或夹克的厚度)。商业子弹的尺寸可以相差千分之一英寸,但军用和高质量子弹更均匀。
副产品/废物
在弹药生产中发现了多达 24 种有毒材料。溶剂(通常用于去除油和油脂)吸入是危险的,可以被捕获以进行处置或净化和再利用,任何油都可以。废金属可以重复使用或处理。
最危险的原材料是铅。生产工人和枪支使用者可能会接触到危险水平的子弹铅,包括军事射击场在内的射击场正在关闭,因为高 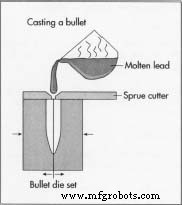 子弹的投射。铅水平。铅还会渗入地下水,进一步污染环境。高水平的铅会导致政府干预清理过程,需要多年的工作才能达到可接受的水平。
子弹的投射。铅水平。铅还会渗入地下水,进一步污染环境。高水平的铅会导致政府干预清理过程,需要多年的工作才能达到可接受的水平。
未来
公司不断提高子弹性能以吸引买家,但社会和政治考虑变得越来越重要。健康、安全和环境问题正在导致用钨、钢、铋和塑料等材料替代铅等有毒材料。较新的材料与较旧的材料不具有相同的性能特征,这导致了更新的弹药设计。
几十年来,关于警察和自卫武器的杀伤力的法律斗争一直存在。在美国,公众对旨在穿透防弹衣的所谓“警察杀手”子弹的强烈抗议,例如警察使用的防弹衣,以及诸如“黑爪”之类的膨胀子弹,它的尖端可以打开成六个锐利的影响的“爪子”。
其他创新可能更为激进。例如,坦克可以发射带有弹出式尾翼的炮弹,以稳定枪管膛线的速度。这项创新可以缩小到个人枪支的规模。自行式带鳍火箭也可以从手枪大小的发射器中发射,尽管这种类型的射弹可能不再被称为子弹。
哪里可以了解更多
书籍
Barnes, Frank C. 世界墨盒。 第 9 版。埃德。 M.L.麦克弗森。罗拉,威斯康星州:克劳斯出版社,2000 年。
Grennell, Dean A. 重新加载的 ABC。 第 5 版。伊利诺伊州诺斯布鲁克:DBI Books, Inc.,1993 年。
期刊
“黄铜帽导致钨。” 经济学人 352,没有。 8130(1999 年 7 月 31 日):68。
Petzal, David E. “步枪:2000 年及之后”。 场和流 103,没有。 5(1998 年 9 月):87。
Stolinksky, David C.“制动力:神话还是科学?” 手枪 14,没有。 4(2000 年 4 月):38。
祖茨,唐。 “温彻斯特无上努力背后的故事。” 射击行业 34,没有。 12(1989 年 12 月):90。
其他
枪炮网络网页。 2001 年 12 月。
哈森纳,海克。 “一蒲式耳子弹。” 士兵杂志在线。 1998 年 11 月。2001 年 12 月。
安德鲁 道森
制造工艺