

弹药
背景
小武器弹药或弹药筒用于各种枪支,从手枪到步枪和霰弹枪,再到有时称为机枪的重型自动武器。术语“子弹”通常用于描述弹药筒,而实际上,它实际上仅指弹丸。弹药筒组件的正确术语是子弹、外壳、底漆和推进剂或火药。每个组件都是单独制造的,然后组装到墨盒中。大多数军用和民用弹药的尺寸、形状、点火类型和弹道性能规格已经标准化,但仍有许多过时且独一无二的“野猫”弹药筒。小武器弹药包括子弹直径或口径最大为 0.75 英寸(.750 口径)的弹药筒。大部分产品用于生产 0.45 口径或更小口径子弹的弹药筒。
直到 19 世纪,装载武器的唯一方法是先将火药倒入枪管中,然后在铅子弹周围放一块抹了油的布块,然后用推杆将子弹从枪管中撞击到火药上。燧发枪会产生小火花,或者火枪帽会产生小的爆炸性闪光来点燃发射修补子弹的火药。这是一个非常缓慢的过程,并且经常会产生不准确的镜头。反复射击后,枪管被粉末残留物弄脏,以至于无法装载。
在 1800 年代初期,枪支制造商意识到只有通过重新设计子弹、火药和点火器装入武器的方式才能提高准确性和射速。第一个成功的新设计是由 Christian Sharps 于 1848 年完成的。他的设计在最靠近发射武器的人的枪管底部使用了一个开口或后膛。后膛可以手动关闭以密封末端。按照夏普的设计,子弹被装入敞开的后膛,然后装在纸袋中的火药。当后膛合上时,袋子被切开。这暴露了粉末,然后可以被冲击帽点燃。
1852 年,英国的查尔斯·兰开斯特 (Charles Lancaster) 研制出带有金属外壳的弹药筒。它把粉末装在盒子里,子弹在一端。大约在同一时间,另一位英国人 Boxer 上校和美国人 Hiram Berdan 也开发了一种金属外壳弹药筒,其中包含一个点火器或底火,插入外壳底部的中心。底火包含少量撞击敏感炸药,当被作为武器一部分的销钉(称为撞针)击中时可以引爆。 Boxer 和 Berdan 开发的中心开火金属外壳弹药筒的概念一直沿用至今,并且是现代轻武器弹药设计的基础。
原材料
子弹由铅合金制成,通常含有锡和锑。一些子弹的外侧有一层厚厚的铜套,以提高性能。
外壳由黄铜、钢或铝制成。黄铜是最常见的。霰弹枪弹壳通常由聚丙烯制成 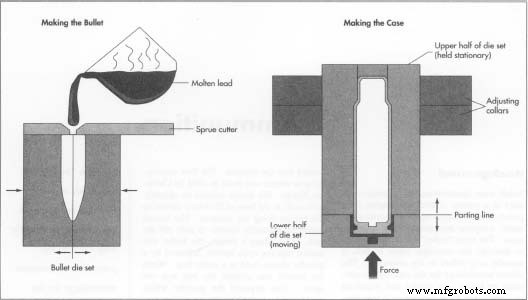 许多用于比赛射击的手枪和步枪子弹是使用常规成本计算方法进行成本计算的。将熔化的铅倒入子弹模具型腔中,迅速冷却,然后从模具中取出。典型的黄铜外壳是由退火板通过多冲头和模具组拉制而成。塑料外壳固定在金属底座上。一些手枪弹壳由塑料制成,但并未得到广泛接受。
许多用于比赛射击的手枪和步枪子弹是使用常规成本计算方法进行成本计算的。将熔化的铅倒入子弹模具型腔中,迅速冷却,然后从模具中取出。典型的黄铜外壳是由退火板通过多冲头和模具组拉制而成。塑料外壳固定在金属底座上。一些手枪弹壳由塑料制成,但并未得到广泛接受。
底漆由带有黄铜砧的铜或黄铜合金杯制成,并装有对冲击敏感的丁烷酸铅点火器。底漆的金属部分通常镀镍以抵抗腐蚀。
推进剂可以从黑色火药到更现代的含有硝化纤维的无烟火药。推进剂经过精心配制,可点燃并产生膨胀气体,加速子弹向下射入枪管。粉末颗粒的膨胀率、物理尺寸和形状以及推进剂的稳定性都是用于生产它的化学式的重要因素。
子弹设计和
制造
子弹可以通过几种不同的工艺制造。较小的 .22 口径子弹通常是 铅 并被压制或冷成型。将一小段粗引线切割成正确的长度,并在自动压力机中通过模具组成型为子弹形状。通过这种类型的自动化过程可以实现高生产率。许多用于比赛射击的手枪和步枪子弹都是使用传统的铸造方法铸造的。将熔化的铅倒入子弹模具型腔中,迅速冷却,然后从模具中取出。当子弹被取出时,引线进入空腔(或“浇道”)的点被修剪掉。冷成型和铸造子弹都可以通过镀铜进一步改进。电镀工艺在子弹的外部沉积一层薄薄的铜,保护铅不被氧化,并提供更坚硬的表面以接合枪管中的凹槽或膛线,使子弹旋转以提高精度。铜还可以减少射击后膛线的铅污染,使枪支在射击多发后仍能保持准确性。
为了提高子弹的性能和准确性,开发了“夹套”子弹。这是一系列子弹,使用坚固的黄铜或铜外壳,通常通过铸造或冷成型填充铅,并具有针对特定性能标准的几种不同配置。一些例子是 FMJ(全金属护套)、JHP(夹套空心点)和 JSP(夹套软点),每个都有选项,如船尾设计、受控膨胀、示踪剂、燃烧和穿甲。这些子弹的黄铜外壳在发射时与膛线紧密接合,提供紧密配合以提高准确性。为了进一步提高精度,船尾子弹的底部直径减小,以改善气流和飞行稳定性。软弹头和空心点子弹的设计目的是在击中目标时膨胀以增强其冲击力。
有时在军事应用中会发现专用子弹。穿甲弹可以是实心黄铜或铜套钢芯。这些可以穿透发动机缸体和飞机框架,损坏内部机构并使之丧失能力。示踪剂的底部含有少量磷化合物。燃烧时,磷会点燃并发出明亮的光。到了晚上,可以看到它们从射击位置朝着目标裸奔,使射手能够跟踪飞行中的子弹并进行瞄准调整。燃烧弹含有少量镁,与磷一样,在点燃时会燃烧,但会燃烧更长时间,并在撞击目标时导致燃料或弹药着火。
机箱设计与
制造
几乎所有的小武器弹药箱都是黄铜合金制成的。有些使用铝、钢或塑料,但黄铜外壳最受欢迎且最容易制造。
外壳的设计由使用弹药的枪支决定。典型的黄铜外壳是由退火板通过多冲头和模具组拉制而成。多模组的第一阶段形成金属,第二阶段将金属拉伸得更深,第三阶段形成边缘,依此类推。每一步都将金属稍微拉伸得更远,直到最后阶段产生精确成型的外壳。箱子被修剪成一定长度,底漆孔被打孔。对选定类型的外壳进行热处理和应力消除,以提高耐用性。这是在大批量烤箱中完成的,在那里,一篮子箱子被加热到足够的温度,以温和地软化金属而不会使它变形。冷却后,金属会“松弛”,并且能够更好地承受烧成的惩罚。一些手枪口径外壳镀镍,以提高重新加载、耐腐蚀性和外观的耐用性。每个箱子都印有诸如口径、制造商、弹药代码和制造年份等信息。
底漆设计与
制造
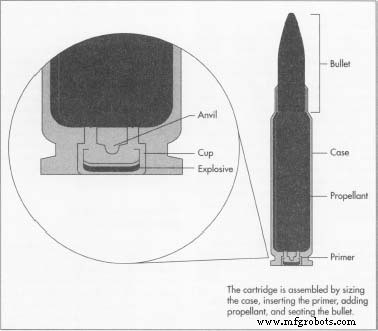
底漆由两个金属部件和少量爆炸性化合物组成。根据枪支的不同,底漆有不同的尺寸。以小型手枪底漆为例,杯子通常直径约 0.125 英寸(0.32 厘米),高 0.125 英寸(0.32 厘米),由软铜或黄铜制成。里面放着少量的冲击敏感炸药丁苯酸铅,压入开口的是一个三角形的块,叫做铁砧。当被撞针击中时,杯子的中心塌陷,将炸药挤压在其内表面和铁砧之间。炸药点燃并通过闪光孔射出火焰,点燃推进剂以点燃弹药筒。
制造
过程:墨盒
组装
墨盒组件的组装过程始于使用振动抛光机彻底清洁和抛光外壳。修整器的工作原理是在外壳周围用抛光剂振动玉米副产品(干燥和磨碎的玉米芯),从而产生高光泽。这样准备好,它们就可以进行最后的组装了。这是典型的中心火金属弹药筒的组装方式:
调整案例大小
- 1 箱子被送入装载压机,该压机首先对箱子进行尺寸调整。这个尺码
 形成标准尺寸的金属外壳。外壳必须在 0.001 英寸以内才能正常工作。
形成标准尺寸的金属外壳。外壳必须在 0.001 英寸以内才能正常工作。
插入引物
- 2 然后将底漆压入与底座齐平的外壳底漆孔中。底漆必须齐平,否则弹药筒将无法正确装入武器弹匣,从而导致“卡纸”。与此同时,箱子的口部微微张开,准备接收子弹。
充电盒
- 3 箱子已“装填”,或装满了正确数量的推进剂。这一步至关重要,因为计算错误或重复收费可能是灾难性的。
组装子弹
- 4 子弹牢牢地插入外壳的开口端。子弹有一层润滑剂,以防止腐蚀并协助组装过程。然后将子弹卷曲到外壳中以提供正确的弹药筒总长度。卷边减小了外壳开口端的直径并紧紧地捕获子弹,将组件密封在一起,这样湿气就不会侵入粉末。
用于组装墨盒的印刷机必须以正确的顺序准确地送入每个组件。否则,箱子可能没有底漆、粉末被遗漏或子弹安装不正确。这些中的任何一个都可能至少导致失火或精度损失,最坏的情况是导致枪支在开火时爆炸。在过程的每个阶段,特殊模具执行重要的装配功能。模具由刀具硬质合金制成,使用寿命长,并经过密切调整以生产优质弹药。
组装完成后,完成的弹药筒被包装,通常50到一个盒子,并准备运送给射手。
质量控制
大多数制造商在他们的质量控制程序和流程中会拍摄数千个自己的墨盒。准确性、压力、可靠性、速度和一致性都被记录下来。为此使用的武器是特制的、高度精确的,并配备了数据收集电子设备。特定墨盒的每次生产运行都会被赋予一个“批次代码”。该编号印在弹药箱上,便于对弹药进行盘点和追踪。如果特定批次在现场出现问题,则可以使用批次代码系统召回和更换该组。
未来
在可预见的未来,小武器弹药将以目前的形式提供。它的功能将继续是将射弹推进一段距离以击中目标。这种弹药的材料和设计的变化将响应许多小武器使用者群体的具体需要。
军方将继续开发能够穿透从人类到复杂电子设备的各种目标并使之丧失能力的弹药。目前,他们正在研究“非致命”武器和弹药,这些武器和弹药可以在不摧毁目标的情况下使目标失去能力。这一类的小武器包括手持化学激光器来摧毁电子传感器,以及泡沫枪发射包裹目标的粘性泡沫。这些非致命装置将补充而不是取代常规小武器和弹药。
警方也对非致命武器和弹药感兴趣。无需穿透即可撞击的橡皮子弹已用于防暴。另一种装置是霰弹枪,它可以发射一个小豆袋。当近距离射击时,豆袋会随着一拳的冲击而击中目标,使目标暂时失去能力。
猎人会想要能够准确命中并一枪毙命的弹药。商业轻武器弹药的大部分发展都在这一领域,包括火药载荷和子弹配置的许多变化。
目标射手将继续开发弹药,为比赛射击提供出色的准确性和可重复性。
制造工艺