

立体查看器
背景
立体视觉观察器是一种玩具,具有相对简单的塑料机身,但还有一个复杂的镜头,用于查看安装在平面纸卷轴中的一对摄影透明胶片以及其他六对透明胶片。每个所谓的立体对都有一张通过左目镜看到的照片,另一张通过右目镜看到。照片略有不同。大脑合并眼睛看到的图像以赋予它们深度(也称为三维或立体效果)。
历史
人类想要查看世界的三维 (3-D) 图片的冲动始于古希腊人。建立几何学原理的数学家欧几里得证明了左右眼所见略有不同。在 16 世纪,来自意大利佛罗伦萨的画家 Jacopo Chimenti 制作了成对的图画——称为立体对——当一起观看时,会产生 3D 图像。 1838 年,查尔斯·惠斯通爵士获得了立体查看器的专利,该查看器使用一系列复杂的镜子来查看成对的图纸。 1790 年至 1840 年期间摄影的发明、改进和普及重新引起了人们对 3D 视图的兴趣,因为照片比绘图更容易复制。 1844 年,德国制造了用于拍摄立体照片的照相机。苏格兰物理学家大卫布鲁斯特爵士也是万花筒的发明者,他使用棱镜(类似镜子)透镜制造了一种紧凑的立体观察器,后来被称为立体镜。
1871 年,将成为黄石国家公园的该地区的立体幻灯片提供给国会议员,说服他们批准第一个国家公园。幻灯片上展示了新闻事件,因此可以看到巴拿马运河的建设、芝加哥和圣路易斯的世界博览会(分别为 1892 年和 1904 年)以及旧金山大地震(1906 年)的场景。从 1870 年开始,当地商业摄影师制作了商店、农场甚至家庭聚会的幻灯片。
3-D 卷轴查看器的直接前身是幻灯片查看器,开发于 1920 年代。 Tru-Vue 公司于 1931 年开始使用每张具有 14 个立体帧的幻灯片制造这些观众。与此同时,1939 年,威廉·格鲁伯和哈罗德·格雷夫斯发明了 View-Master 查看器和一个使用卷轴来保存立体照片的系统。 Sawyer's 是俄勒冈州的一家照相洗印机和卡片制造商,为 1940 年推出的 Gruber-Graves 查看器提供了资金。二战期间,百货公司销售越来越受欢迎的产品,Sawyer's 开始将卷轴包装成三包。
Tru-Vue 于 1951 年开始制作彩色“立体”胶片,并获得了使用华特迪士尼卡通人物 3-D 图像的独家许可。 Sawyer's 收购了 Tru-Vue 并扩大了卷轴以包括 Tru-Vue 的迪士尼角色。 1966 年,Sawyer's 被 General Aniline &Film Corporation (GAF) 收购。该公司于 1981 年更名为 View-Master International Group,收购了 Ideal Toy Company,并成为 View-Master Ideal, Inc. (V-M Ideal)。 1989 年,Tyco Toys 收购了 V-M Ideal。下一次合并直到 1997 年泰科加入美泰公司时才发生。 View-Master 成为美泰子公司 Fisher-Price 的一部分。
原材料
查看器有两个基本部分,查看器本身和带有照片的卷轴。卷轴还有两个主要组件,外部支撑结构和照片。外面是纸层压(分层)聚乙烯薄膜;这种专利产品叫做Lamilux。纸张以大卷的形式运送到工厂;数以千计的卷轴是从一个卷上冲压而成的。四色印刷纸标签也在外面制作。标签背面有粘合剂并安装在卷轴上;这些“易撕”标签就像不干胶邮票,粘合剂暂时保持可移动状态,稍后再粘合。
安装在卷轴上的图片是透明胶片。一家胶片处理厂在 16 毫米(0.63 英寸)胶片上批量生产透明胶片。
观察器由三种不同的塑料制成。主体是聚苯乙烯,这是一种高质量的塑料,可以承受冲击、破碎和其他压力。推进杆是乙缩醛塑料,也很坚固,具有良好的尺寸稳定性和刚度。观察者拿着四个光学级透明丙烯酸塑料镜片。亚克力也很坚固,可以抵抗变化,因此镜片保持清晰和聚焦。这三种类型的塑料在工厂以小颗粒形式接收并进行预着色。
观察器包含一个金属拉伸弹簧,可在卷轴每次推进后返回推进杆。拉簧由音乐线制成,是出厂时的成品。
包装材料由外部供应商提供,包括卡片和纸板片材以及聚氯乙烯 (PVC) 塑料薄片,这些材料将真空成型为产品形状的“水泡”以制作展示包装。纸张供应商将热敏粘合剂涂在卡片纸上,但包含卷轴组的包装的印刷是在工厂完成的。
设计
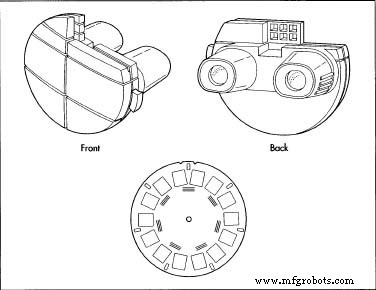
具有代表性的基本查看器类似于封闭在彩色塑料外壳中的小双筒望远镜。观察器顶部的一个插槽,用于双筒望远镜的焦距调整,是照片卷轴的开口。一个杠杆从右侧或顶部伸出;它沿着狭窄的通道滑下以推进照片卷轴,并在释放杠杆时弹回。观察者前面的镜片外侧看起来像凹进的双目镜片。观察者后部的透镜眼孔直径约为 0.5 英寸(1.3 厘米),并安装在目镜中。目镜的宽度约为 1.5-2 英寸(3-5 厘米)。
“标准”查看器的模型通常高约 3.5-4 英寸(9-10 厘米),包括推进杆在内约 5 英寸(13 厘米)宽,距前端约 3-3.5 英寸(8-9 厘米)深观众对用户的眼睛。多年来,观众已经被制成各种颜色。蓝色和红色最受消费者欢迎,使用频率最高。
每个卷轴看起来都是圆形的,带有一圈打开的照片,因此可以从两侧看到它们。卷轴直径约为 3.5 英寸(9 厘米)。卷轴上的涂层是 Lamilux(r) 薄膜。
制造
过程
卷轴组装
带有照片的查看器卷轴称为卷轴组件。照片和卷轴的层压纸部分的制作分别开始,但在此过程中稍后会面。这些照片是从原件大量复制的。原件是负片,复制品也是在胶片上而不是纸上,是正片透明。
- 在胶片加工厂,16 毫米胶片卷被送入加工机器。它们以可见的正面图像的形式从胶卷上未经切割而出现。每卷只有一个图像,但该图像在卷上复制了数千次。它也是图像的右侧或左侧版本,版本稍微偏移以产生立体声效果。右侧版本的大卷和左侧版本的配套卷使用相同的化学品同时处理,因此颜色会匹配。大卷相同的图像以罐子的形式交付给观众制造商,就像用于运送电影的罐头一样,并在需要时进行存储。
- 层压卷轴的生产始于大量加工纸卷。带有模具的冲床,工具设计工程师在纸卷通过压力机时用模具制造出邮票卷轴形状。
- 然后在组装好的卷轴上打印照片对的描述。由于组装机使卷轴保持正确方向,因此它们按正确的顺序打印字幕。打印后,它们被传送到贴标机,在那里将压敏标签贴在每个卷轴上。
- 组装好并贴有标签的卷轴装在纸板箱中,然后运送到工厂的两个地点之一。每个打包出售的查看器都包含单个演示卷轴。
- 属于套装的卷轴被送到卷轴包装线。在工厂的其他地方,为包含卷轴的包装打印卡片。随附的卡片可以冲切开孔,以便插入塑料泡罩。
- 包装组装使用组装机器、传送带系统和提供包装材料的垃圾箱的组合,包括带有热封粘合剂的预印卡片和透明塑料泡罩包装。对于卷盘包装,真空成型的透明聚氯乙烯 (PVC) 塑料泡罩用于保护卷盘并使其易于看到。泡罩通过卡上预先打孔的孔装入,该孔将容纳所有三个卷轴。卷轴靠在它们的边缘上,然后通过机器装入卡片上的泡罩中,将卡片折叠起来,然后热封粘合剂。这些包裹被装箱用于展示托盘或在商店的电线架上展示,然后再次包装在“主托运人”中以进行分发。
查看器组装
- 在生产任何塑料部件之前,设计工程师会制作非常详细的模具,这些模具包含在称为工具的钢箱中。该工具是一个大盒子,将被提升到注塑机中,将热的液态塑料塑造成形状,冷却后将成为观察者的塑料部件。该工具有两半,可以锁定在一起以成型零件,然后打开以释放它。
对于查看器,该工具包含四个空腔,它们看起来与查看器外壳的前半部分和后半部分完全一样。两个表面塑造了后壳的内外,另外两个是前壳内外的精确图像。前后壳体的外半部称为型腔浮雕模具,内表面为型芯浮雕模具。镜头、卷轴固定器和推进杆的类似工具是为制造商设计的。
- 为形成外壳,将聚苯乙烯塑料颗粒从储料斗中释放到注塑机中,该注塑机装有外壳工具。机器将颗粒熔化,直到它们变成液态塑料,然后将液体压入工具的空腔中。观察器外壳的前半部分和后半部分均由相同的工具生产,因此两半部分将使用相同的塑料。
- 推进杆和卷轴固定器(用于固定卷轴的内部导轨)也是通过注塑成型生产的。推进杆和卷轴固定器的成型会产生称为流道的细塑料废料线。为了完成这些部件,滑轮经过手工修剪和回收。外壳和其他部件被移动到装配站,在那里它们将被转换成完整的观察器。
- 镜片采用注塑成型,但工艺不同,因为这些关键部件必须具有高光学质量。透明的丙烯酸塑料颗粒被熔化并注入观察器中的四个透镜的成型工具中。模具周期的时间比观察者一半的过程长两到三倍。
- 在下一个工位,前壳体在装配机器中的外侧朝下放置,并通过配件将它们牢固地固定在机器中。一个称为扩散器的单独塑料部件安装在观察器的前部外壳中。漫射器可防止像灯泡图像这样的光源透过图片显示出来。
 立体查看器和幻灯片。该机器将扩散器平放在前外壳的内表面上,该区域的大小可以通过周围的柱子固定它,这些柱子将用于将两个外壳锁定在一起。立柱的位置可防止扩散器左右移动,并且当观察者卡在一起时,前后外壳的紧密配合将防止扩散器前后移动。
立体查看器和幻灯片。该机器将扩散器平放在前外壳的内表面上,该区域的大小可以通过周围的柱子固定它,这些柱子将用于将两个外壳锁定在一起。立柱的位置可防止扩散器左右移动,并且当观察者卡在一起时,前后外壳的紧密配合将防止扩散器前后移动。 - 设计在外壳中的模制特征有助于牢固地固定镜头和其他内部零件。稍后,这些特征也将用于将半壳密封在一起。后壳的组装比前壳更好地说明了这一点,因为四个部件(或在镜头的情况下是一对)连接到后壳。每个部件都位于已模制到后壳中的柱子上。零件本身有与柱子配对的孔,就像镜头中的孔一样,必须精确定位在观察器中。镜头中的孔位于后壳的柱子上,并在适当的位置进行“热熔”(加热但未达到熔化或变形的程度)。卷轴固定器(或内部导轨)被热熔接到后壳上的柱子上。推进杆(一个移动部件)上的一个孔仅滑到其外壳柱上。弹簧的环状末端被拉到外壳上的钩形柱上,并穿过杠杆上的孔。作为将这些内部零件固定到位的附加手段,前后外壳中的匹配孔和柱状模制件(称为“凸台”)将防止零件在外壳关闭时从柱状件上移开。
- 将扩散器安装到位的前壳安装在后壳的柱子上并压在一起。这些柱子和孔被称为“凸台”,以区别于支撑镜头和观察器内部部件的那些柱子和孔。凸台紧紧地结合在一起,当两半在高压下压在一起时,柱子上的孔的抓地力就像任何胶水一样。工程师将这个过程描述为“干涉拟合”。它利用塑料的物理特性(例如摩擦值)、物体的尺寸(凸台的精确尺寸和形状)和应用特性(机械压力)使外壳的两半咬合在一起但不会松动或拉开.
- 完成的查看器已准备好进行包装并移至包装流水线。这条装配线不像卷轴的包装那样是机器送料或自动送料,而是配备了称为操作员的员工。操作员将演示卷轴插入观察器,推进卷轴,并循环查看所有视图,作为对观察器操作和镜头质量的最终检查。
- 操作员用四个查看器填充托盘。水泡被放入托盘中,工作人员将每个观察者放置在四个包装中一个的水泡中,推进杆暴露在外。托盘上的柱子有助于将形成包装背面的卡片与泡罩对齐。当托盘装满时,操作员将托盘送入封口机。机器内的一块板落下并利用热量和压力密封四个包装。当盘子从这个托盘上抬起时,机器另一边的工人将另一个装满的托盘插入机器,两个托盘中的第一个被送回。这个过程是连续的。
- 包裹装在不同的容器中,让商店可以选择在货架上、纸板托盘中或更大的盒子中展示包裹。许多较小的集装箱装在主托运人中,每个大箱子也充当主托运人。
质量控制
质量控制步骤始于新产品或零件的概念化和设计、重新设计和新材料的试验。在新产品(例如观察器)的首次运行期间,测试在制造商的实验室中完成,包括观察器的操作和跌落测试。观众必须工作 10,000 次才能接受产品。每次跌落测试包括 14 次不同的跌落,观察者的每一侧和每个角落都有一个跌落。例如,如果杠杆折断,则会修改设计和材料以纠正有缺陷的部件。
整个制造过程中的质量控制是制造商授权的产品完整性过程的一部分。在卷轴组装期间,卷轴中胶片芯片的位置对于产生 3D 效果至关重要。机器检查图像,如果对齐不正确,卷轴将被拒绝。机器操作员负责在整个卷轴组装过程中确认质量并剔除产品。在观察器零件的生产过程中,一些机器配备了仪器以提供有关工作温度、压力和其他参数的连续反馈。在观察器组装过程中,质量检查的范围从简单地通过镜头查看以确认它们是否清晰到使用精密仪器测量尺寸以及将测量值与设计图纸和规格中的测量值进行比较。
副产品/废物
观看器制造在很大程度上没有浪费。模具流道等塑料部件被回收回注塑机,重新研磨,并用于形成其他部件。可以混合不同颜色的塑料;来自观众的红色和蓝色废物与其他颜色混合,制成黑色塑料用于其他产品。镜头的丙烯酸树脂是一个例外。它不能重新研磨以用于未来的镜头,但可以回收用于其他亚克力部件。其他废物是次要的考虑。例如,灰尘通常会被排气系统抽真空或从特定操作中吸走。
未来
尽管来自计算机和其他高科技、快速操作的玩具的明显竞争,立体视觉观察器的未来是安全的。公众利益以及公司的承诺是改进产品和开发充满活力的新产品线的强大动力。自 1997 年上次所有权变更以来,View-Master 的销售额增长了两倍。由于观众和卷轴的设计已经完善,变化的主要渠道将是新的流程和材料,以及电影、卡通和其他娱乐资产的可用性。领有牌照。
对收藏家的吸引力也是稳定未来的关键。 1980 年代后期,立体视镜的售价约为 2,500 美元。观众和卷轴套装具有很高的收藏价值,早期观众以 100 美元的价格出售,卷轴套装的价格从 5 美元到 100 美元不等,也是在 1980 年代后期。
哪里可以了解更多
书籍
赛尔、玛丽安和沃尔夫冈赛尔。 查看主查看器 — 插图历史 1939-1994。 Mission Viejo,CA:Berezin 立体摄影产品,1995 年。
萨默,罗宾兰利。 我有其中之一:我们这一代的玩具。 纽约:Crescent Books,1992 年。
其他
贝尔德,基思。 查看主视图历史记录。 2001 年 12 月。
View-Master(r) 的历史。 新闻数据包,Fisher-Price, Inc.,1999 年。
国际立体镜联盟网页。 2001 年 12 月。
阿娇 S. 福尔摩斯
制造工艺