

陶瓷过滤器
背景
在许多工业过程中,可能需要过滤步骤以去除杂质并提高最终产品的质量。根据工艺的不同,过滤器可能会受到高温和腐蚀性环境的影响。因此需要具有良好耐温性和耐化学性的过滤材料。
陶瓷过滤器满足这些要求,并在广泛的应用中得到应用。一种主要应用是在铸造各种部件时过滤熔融金属。另一个是柴油发动机排气过滤器。熔融金属过滤器的世界市场每年超过 2 亿美元。
金属铸造行业是北美第六大行业,为美国经济贡献了超过 200 亿美元。每年运送约 1300 万吨金属铸件,其中 85% 由黑色(铁)金属制成。 80% 以上的耐用品都使用铸件。
在铸造过程中,固体金属被熔化,加热到适当的温度(有时会进行处理以改变其化学成分),然后倒入型腔或模具中,在凝固过程中以适当的形状容纳金属。因此,在单个步骤中,可以由任何可熔化的金属制成简单或复杂的形状。铸件的尺寸范围从几分之一英寸和几分之一盎司(例如拉链上的单个齿)到超过 30 英尺(9.14 m)和数吨(例如巨大的螺旋桨和海洋的杆架)衬垫)。
尽管有许多不同的铸造工艺,但压铸用于所有金属铸件的三分之一以上,每年为美国经济贡献超过 73 亿美元。该过程包括在高压下将熔融金属注入钢模。金属——铝、锌、镁,有时还有铜——在压力下保持,直到它凝固成所需的形状。零件范围从汽车发动机和传动零件;用于计算机和医疗设备的复杂组件;或简单的桌面订书机。
各种铸造工艺的主要区别在于模具材料(无论是砂、金属还是其他材料)和浇注方法(重力、真空、低压或高压)。所有的过程都要求材料以最大化性能的方式固化,同时防止潜在的缺陷,如缩孔、气孔和夹杂物。
这些夹杂物可以通过在通向模具的浇注系统中放置陶瓷过滤器来去除。这种过滤器必须能抵抗各种熔融金属在高温下的侵蚀。这些金属可以包含诸如铝、钛、铪和碳之类的活性元素。使用这些过滤器可以将废品率降低 40%,并将产量提高 10%,用于制造由铁合金、不锈钢、超合金、铝或其他有色合金制成的各种零件。
熔融金属过滤器通常有两种形式:具有方向或横截面不同的互连孔的多孔泡沫状结构,或具有各种形状(正方形或三角形)和恒定横截面的孔的挤压多孔蜂窝状或蜂窝状结构。尽管全球最受欢迎的过滤器类型是泡沫,但在北美 75% 的应用中都使用蜂窝过滤器。
过滤器可以有开孔或闭孔。开孔(网状)过滤器由被陶瓷网包围的互连空隙网络组成,广泛用于熔融金属过滤。闭孔过滤器(泡沫)由类似的网络组成,但梁由隔离单个单元的薄面桥接。开孔结构中的开孔率在过滤器应用中至关重要。过滤器的属性取决于细胞几何形状(密度、细胞大小)和材料的属性。优点包括高温稳定性和重量轻。
这些过滤器的孔径定义为每线性英寸 (ppi) 的细胞数或孔数。对于蜂窝过滤器,此范围为 64-121 ppi 或 240 ppi。对于泡沫过滤器,孔径更难测量,但通常范围为 10-30 ppi。
泡沫过滤器于 20 多年前首次用于有色金属铸造,现在也用于铸钢的直接浇注装置。内含物范围为 0.125-2 英寸(0.3175-5.1 厘米)。可以去除长度或更长,深度可达 0.25 英寸(0.635 厘米)。这些夹杂物来自成型材料、钢包耐火材料和浇注过程中的再氧化。
过滤是通过机械干扰进行的,大的夹杂物在过滤器表面分离,而较小的夹杂物被截留在过滤器内。泡沫过滤器能够捕获明显小于其开孔面积的夹杂物,还可以去除液体夹杂物。
泡沫过滤器的热冲击行为(对温度突然变化的抵抗力)取决于它们的孔尺寸,随着孔的增大而增大。强度在热冲击后最初保持不变,然后随着淬火温度的升高逐渐降低。更高的密度还可以提高抗热震性。
原材料
过滤材料通常是各种成分的金属氧化物粉末。这些包括氧化铝、氧化锆、尖晶石(镁和氧化铝的组合)、莫来石(铝和氧化硅的组合)、碳化硅及其组合。也可以添加各种成分的陶瓷纤维以改善某些性能。其他添加剂包括粘合剂(水合氧化铝、硅酸钠)、消泡剂(硅胶或酒精)和其他用于改善浆料性能的化学品。水通常用于制造陶瓷浆料。
设计
为获得最佳过滤器性能,过滤器的设计必须具有与特定应用相匹配的适当成分、孔径和特性。尺寸和形状必须适合被铸造零件的模具系统。必须允许有足够的端口面积,以便过滤器在过滤过程中不会阻塞浇口系统。过滤器面积应该是过滤器供给的总阻流面积的三到五倍。
设计过滤器时的主要性能标准是流量、过滤效率、热/冷强度、抗渣性、抗热震性、质量水平和成本。每种设计在某些方面都优于其他设计,在许多情况下需要进行重大的设计权衡。
制造
过程
有几种方法可以用来制造陶瓷过滤器。聚合物海绵方法,将在此处更详细地描述,通过用陶瓷浆料浸渍聚合物海绵产生开孔结构,然后将其烧掉以留下多孔陶瓷。直接发泡法可以生产开孔结构和闭孔结构,泡沫结构更常见。在该方法中,处理含有所需陶瓷成分和有机材料的化学混合物以放出气体。然后在材料中产生气泡,使其发泡。然后将所得多孔陶瓷材料干燥并烧制。对于蜂窝状或蜂窝状结构,使用称为挤出的塑性成型方法,其中陶瓷粉末和添加剂的混合物被强制通过成型模具(如橡皮泥)。细胞结构 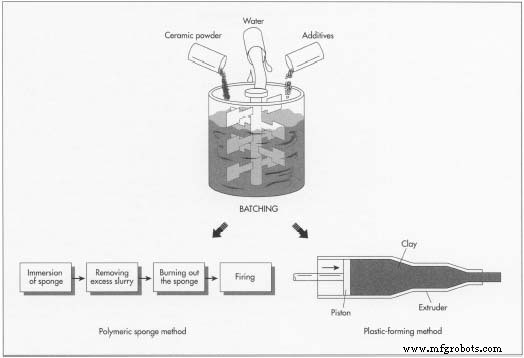 陶瓷过滤器有多种制造方式。聚合物海绵方法通过用陶瓷浆料浸渍聚合物海绵来产生开孔结构,然后将其烧掉以留下多孔陶瓷。为了制造蜂窝状或蜂窝状结构,使用了一种称为挤出的塑料成型方法,其中陶瓷粉末和添加剂的混合物被迫通过成型模具(如橡皮泥)。也可采用压制法生产。
陶瓷过滤器有多种制造方式。聚合物海绵方法通过用陶瓷浆料浸渍聚合物海绵来产生开孔结构,然后将其烧掉以留下多孔陶瓷。为了制造蜂窝状或蜂窝状结构,使用了一种称为挤出的塑料成型方法,其中陶瓷粉末和添加剂的混合物被迫通过成型模具(如橡皮泥)。也可采用压制法生产。
选择海绵
- 1 首先,必须选择具有合适特性的聚合物海绵。海绵的孔径决定了烧制后最终陶瓷的孔径。它还必须能够恢复其原始形状并在低于烧制陶瓷所需的温度下转化为气体。能够满足这些要求的聚合物包括聚氨酯、纤维素、聚氯乙烯、聚苯乙烯和乳胶。典型的聚合物海绵尺寸范围为 3.94-39.4 英寸(10-100 厘米)宽和 0.394-3.94 英寸(1-10 厘米)厚。
准备泥浆
- 2 选择海绵后,将陶瓷粉和添加剂在水中混合制成浆料。陶瓷粉末通常由尺寸小于 45 微米的颗粒组成。水的量可以是总浆料重量的 10-40%。
浸入海绵
- 3 在浸入之前,海绵通常被压缩以去除空气,有时使用机械柱塞数次。一旦浸入泥浆中,海绵就会膨胀,泥浆填充开孔。可以重复压缩/膨胀步骤以获得所需的密度。
去除多余的泥浆
- 4 渗透后,必须从海绵中去除 25-75% 的浆液。这是通过在木板之间压缩海绵、离心或通过预设辊来完成的。滚筒之间的间隙决定了去除的量。有时浸渍的泡沫会经历另一个成型步骤,因为它仍然是柔韧的。
烘干
- 5 然后使用几种方法之一干燥渗入的海绵——空气干燥、烘箱干燥或微波加热。风干需要 8 到 24 小时。烘箱干燥在 212-1,292° F (100-700° C) 之间进行,并在 15 分钟到 6 小时内完成。
烧光海绵
- 6 需要另一个加热步骤来去除浆料中的有机物并烧毁海绵。这在 662-1,472° F (350-800° C) 的空气或惰性气氛中以缓慢且受控的加热速率进行 15 分钟到 6 小时,以避免将陶瓷结构吹散。温度取决于海绵材料分解的温度。
烧制陶瓷
- 7 必须将陶瓷结构加热到 1,832-3,092° F (1,000-1,700° C) 之间的温度,才能以受控的速度使材料致密化以避免损坏。烧制周期取决于具体的陶瓷成分和所需的最终性能。例如,氧化铝材料可能需要在 2,462° F (1,350° C) 下烧制五个小时。
质量控制
原材料通常必须满足有关成分、纯度、粒度和其他特性的要求。在制造过程中监控和控制的属性通常是尺寸和设计特定的。对于泡沫过滤器,必须测量过滤器的重量以确定涂层效率。测量挤出的过滤器的密度。这两个参数都与强度特性有关。
副产品/废物
制造过程受到严格控制,以尽量减少浪费。通常,过量的浆料不能回收,因为它会改变原始浆料的纯度和固体负载,从而影响最终性能。
未来
预计1999年金属铸件市场将下降2.7%,主要是由于全球经济疲软,预计总出货量将达到1450万吨。销售额将小幅增加至 288 亿美元。尽管铸件出货量在 2000 年和 2001 年将继续略有下降,但从长远来看,预计 2008 年的出货量将达到近 1800 万吨,销售额为 450 亿美元。出货量和销售额的 10 年增长率将分别达到 1.7% 和 4.75%。
越来越多地使用更轻的金属部件,例如铝压铸件,刺激了汽车行业的增长。今天,每辆车平均有 150 磅(68.1 公斤)的铝铸件,预计到 2000 年这一数字将增加到每年 200 磅(90.8 公斤)。
陶瓷过滤器将继续在生产优质铸件方面发挥重要作用,并将跟随铸件市场的增长。由于价格持续下降,美元交易量可能会减少。对金属铸件的质量和生产率要求正在增加对过滤器的需求,因为它们提供了一种快速可靠的方法来获得优质铸件。因此,铸造买家越来越频繁地指定“过滤”。
制造工艺