

钢的氩气冲洗
钢的氩气冲洗
气体冲洗工艺是通过向钢浴中注入惰性气体对浇包中的钢水进行冲洗的方法。氩气 (Ar) 气体优选用于冲洗,因为它不仅在性质上是惰性的,而且它在钢中的溶解度也非常低。冲洗是由于气体受热膨胀和气体上升时压力下降的结果。
钢水的Ar漂洗是为了获得均匀的温度、成分和促进渣金属精炼反应。钢水漂洗是一种很好的浮选分离非金属夹杂物的工艺。
由于出钢时在钢包中添加了铁合金和增碳剂,出钢后的钢水在钢包中分层。通过在 Ar 冲洗站中吹扫 Ar 气体来搅拌这种分层钢。通过液态钢熔池吹扫氩气有助于产生足够的熔池湍流以实现快速热均质化。与 Ar 一起搅拌还可以提高化学添加物的混合速度。氩气冲洗的不同变量包括气体吹扫速率、钢水量(加热量)、钢水中可用的过热量、夹带渣量、添加的合成渣或钢包覆盖化合物的量、化学品所需的混合量补充。
经验丰富的操作员和冶金学家认识到在浇包中准确和一致的氩气冲洗的重要性。连铸机 (CCM) 中的洁净钢和良好的可铸性取决于持续温和的冲洗搅拌。一个良好的 Ar 冲洗站的 Ar 冲洗控制系统有助于重现和准确的氩冲洗速率和持续时间。
氩气可以通过深插入的耐火喷枪从顶部进入钢水浴或通过底部吹扫塞引入浇注钢包。顶部耐火喷枪可以是“T”、“Y”或直孔类型。通过底部吹扫塞引入的氩气是比通过顶部喷枪在浴槽顶部滴入氩气更有效的气体冲洗方法。通常,冲洗操作是通过浇注钢包底部的多孔吹扫塞装置渗透 Ar 气来执行的,顶部喷枪机构用作钢水槽冲洗的备用装置,以防钢包中的塞子回路暂时无法操作。与浇注钢包的供气连接可以通过快速连接系统手动完成,也可以在装有浇注钢包的转运车到达冲洗站时自动连接。这些天来,大多数钢包都配备了用于氩气鼓泡的底部塞子。顶部氩气搅拌的数据导致钢包的自由开启性能略有下降。
钢包底部多孔塞组件和不同类型多孔吹扫塞的示意图如图1所示。
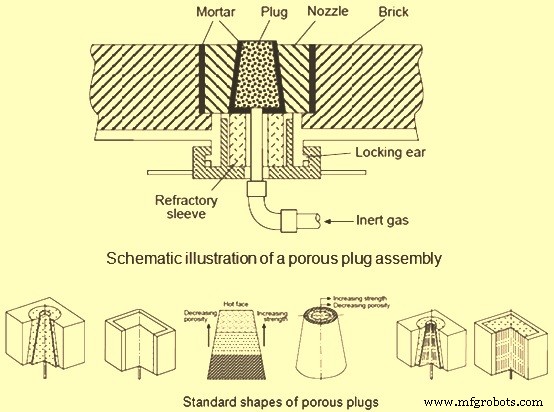
图 1 多孔塞组件和不同类型的多孔塞
图 1 显示了 6 种多孔塞的标准形状。从左起,它们是各向同性塞(1 号和 2 号)、由切片(3 号)和同心(4 号)组成的组件塞以及由锥形(5 号)和矩形(6 号)组成的毛细管塞。
如图所示,多孔塞具有锥形或矩形形状。如果塞子在衬里之前磨损,锥形塞子更容易更换。矩形塞子在几何上与周围的砖兼容,并且可以在塞子寿命与衬里相当的情况下使用。各向同性插头的性能和寿命可以通过用两个或三个与金属嵌件堆叠在一起的组件生产元件来提高。所谓定向孔隙度或毛细塞的主要优点是塞可以由与衬砖相同致密的耐火材料制成,甚至更致密。这会提高热压强度、更大的抗侵蚀性和更长的使用寿命。毛细管塞的缺点是在失去氩气压力时更容易被钢水渗透。
温和的氩气冲洗会浮出非金属夹杂物,因为氩气的高压气泡成为携带剂,将非金属夹杂物带到渣表面,有助于钢液的清洗。
在使用底部吹扫塞进行 Ar 冲洗时,以下情况可能会妨碍在浇包中实现和保持正确搅拌能量的能力。
- Ar 气导流导致漂洗速度低于预期
- Ar 供应系统中的泄漏
- 由于塞子条件的变化而存在可变背压
- 由于熔渣厚度和稠度变化,判断搅拌速度时可能出现错误
- 缺乏每个盛水包的实时冲洗历史记录
这些情况可能代价高昂,并带来以下负面影响。
- Ar气消耗过多
- CCM 中钢的可铸性差(喷嘴堵塞)
- 夹渣去除不充分
- 没有添加铝 (Al) 的结果
- 导致钢包渣线耐火材料磨损
- 可能无法实现冲洗目标
- 漂洗后的钢中总氧含量更高
为了达到均匀的镀液温度和成分,钢包中的钢通常通过氩气以中等的鼓泡速率进行搅拌,例如小于 0.6 N cum/分钟。
与其他炼钢工艺一样,Ar 漂洗的基本原理是基于质量传输控制。对于质量传输控制,系统中需要对流。系统是高温系统(约1600℃),由于惰性气体的浮力而产生对流。
对于大多数渣金属反应,速率主要由反应物和产物穿过渣金属界面的传质控制。在漂洗系统中,例如用 Ar 冲洗钢包中的钢浴,渣金属界面面积受钢浴中搅拌程度的影响,而搅拌程度又取决于冲洗功率。
气泡引起的浴温和成分的均匀化主要是由注入气体的浮力耗散引起的。描述气体有效搅拌功率的热力学关系由 Pluschkell 推导出。以下是由Pluschkell关系推导出的搅拌功率公式。
e=14.23 (VT/M) 对数 [(1+H)/1.48 P?]
在哪里
e 是以 W/ton 为单位的漂洗功率
V 是气体流速,单位为 N Cum/min
T 是以开尔文为单位的浴温
M 是以吨为单位的浴重量
H 是注气深度,单位是米
P? 是熔池表面的气压,单位为 atm
达到 95% 均质的搅拌时间定义为混合时间 t .
已经有许多关于气体搅拌系统中的混合现象的实验和理论研究。以下关系表示混合时间,t (s),就搅拌力而言,e (W/ton), 钢包直径, D (m),以及注入深度,H (m),是从 Mazumdar 和 Guthrie 的工作中获得的。
t (s) =116 (e)¯¹/³ (D?/³H¯¹)
冲洗塞位置
底部冲洗塞的位置对混合时间有影响。通过将底部塞子偏离中心来减少混合时间,例如在中间半径。放置在钢包底部中心的冲洗塞在熔池上部产生金属流的环形回路,而在下部形成死区,从而延长混合时间。偏心的底部塞子使金属在整个浴中广泛循环,避免了死区并缩短了混合时间。
有趣的是,当钢包底部的冲洗塞偏离中心时,金属和炉渣之间的质量传递会受到阻碍。位于中心的冲洗塞随着气体流速的增加导致渣金属乳化增加。偏心的冲洗塞在靠近盛出的钢包壁处形成了一个无渣区,称为眼。这会影响渣颗粒从主渣相中的分离,并导致乳化降低。因此,钢包底部冲洗塞位置的最终选择似乎取决于搅拌的哪个方面对于给定操作更重要。通常会采用折中的解决方案。
制造工艺