

激光束焊接 VS 等离子弧焊
激光束焊接
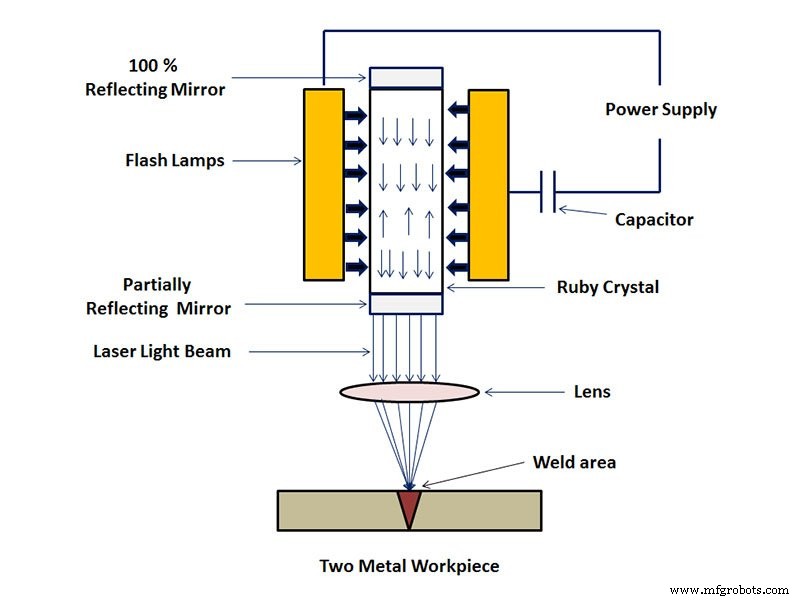
激光束焊接是一种以高能量密度的激光束作为热源的高效精密焊接方法。激光束焊接可以通过连续或脉冲激光束来实现。激光焊接的原理可分为热传导焊接和激光深焊。功率密度小于104~105 W/cm2为热传导焊接。此时熔深较浅,焊接速度较慢;当功率密度大于105~107 W/cm2时,金属表面在热的作用下凹陷成“孔洞”,形成深熔焊。具有焊接速度快、纵横比大的特点。
激光束焊接一般采用连续的激光束来完成材料的连接。冶金物理过程与电子束焊接非常相似,即能量转换机制是由“锁孔”结构完成的。在足够高功率密度的激光照射下,材料蒸发并形成小孔。这个充满蒸汽的小孔就像一个黑体,几乎吸收了入射光束的所有能量。型腔内的平衡温度约为 2500℃。热量从高温型腔的外壁传出,熔化了型腔周围的金属。小孔中充满了墙壁材料在光束下不断蒸发而产生的高温蒸汽。小孔的四壁围绕着熔融金属,液态金属围绕着固体材料。 (在大多数常规焊接工艺和激光传导焊接中,能量首先(沉积在工件表面,然后通过传递输送到内部)。孔壁外的液体流动和壁层的表面张力是一致的随着孔腔内不断产生蒸汽压力并保持动态平衡,光束不断进入小孔,小孔外的物料不断流动,随着光束的移动,小孔始终处于稳定状态即小孔和孔壁周围的熔融金属随着前梁的前进速度向前移动,熔融金属填充小孔留下的间隙然后凝结,焊缝为形成。上述所有过程发生的速度非常快,焊接速度很容易达到每分钟几米。
特点
1. 激光束焊接是熔焊,以激光束为能量源,对焊接接头产生冲击。
2. 激光束可以由平面光学元件(如反射镜)引导,然后通过反射聚焦元件或透镜将光束投射到焊缝上。
3、激光束焊接是非接触焊接。操作过程中不需要压力,但需要惰性气体来防止熔池氧化。偶尔使用填充金属。
4、激光束焊可与MIG焊结合形成激光MIG复合焊,实现大熔透焊接,同时热输入较MIG焊大大降低。
应用
激光焊接机技术广泛应用于汽车、船舶、飞机、高铁等高精度制造领域。它带来了人们生活质量的显着提升,也引领着家电行业进入了精密工程时代。
等离子弧焊
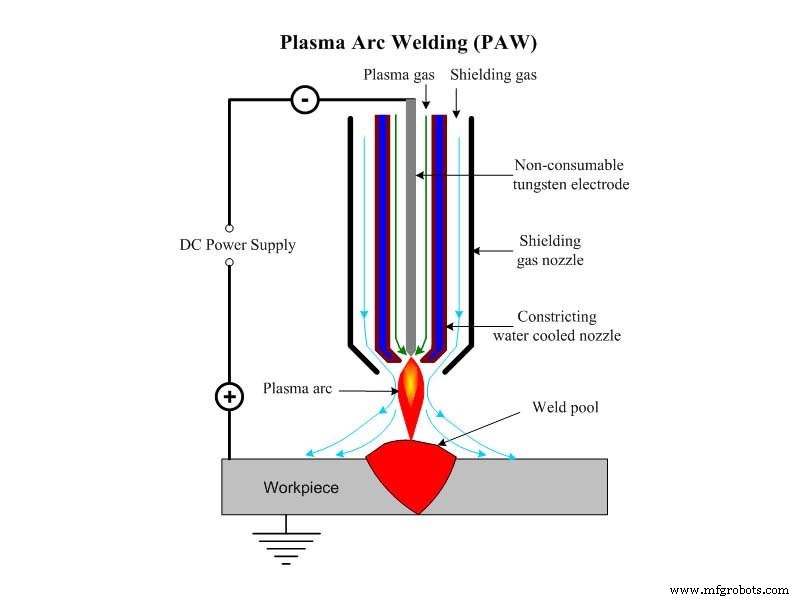
等离子弧焊是指采用等离子弧高能量密度束作为焊接热源的熔焊方法。在焊接过程中,离子气体(形成离子弧)和保护气体(保护熔池和焊缝免受空气的有害影响)是纯氩气。等离子弧焊所用的电极一般为钨电极,有时需要填充金属(焊丝)。一般采用直流正极接法(钨棒接负极)。因此,等离子弧焊本质上是一种具有压缩效应的钨极气体保护焊。
等离子弧焊具有能量集中、生产率高、焊接速度快、应力变形小、电绝缘稳定等特点,适用于薄板和箱体材料的焊接。 特别适用于各种难熔、易氧化和热敏金属材料(如钨、钼、铜、镍、钛等)。
气体受电弧加热而离解,高速通过水冷喷嘴时被压缩,增加能量密度和离解度,形成等离子弧。它的稳定性、热值和温度都比一般电弧高,因此具有更大的熔深和焊接速度。形成等离子弧的气体及其周围的保护气体通常使用纯氩气。根据各种工件的材料特性,也有使用氦气、氮气、氩气或两者混合使用的工件。
特点
1、微束等离子弧焊可焊接箔片和薄板。
2、小孔效应,更好地实现单面焊接和双面自由成型。
3、等离子弧能量密度高,弧柱温度高,穿透能力强。可实现10-12mm厚的钢材,无需坡口焊接。可通过双面一次成型焊接。焊接速度快,生产率高,应力变形小。
4、设备比较复杂,耗气量大,组队对工件的间隙和清洁度要求严格,只适合室内焊接。
应用
等离子焊接在工业生产中应用广泛,尤其适用于航空航天和其他军事和尖端工业技术中使用的铜及铜合金、钛及钛合金、合金钢、不锈钢、钼等金属的焊接,如钛合金弹壳、飞机上的一些薄壁容器等
数控机床