

何时使用和不使用落孔津贴
燕尾刀是在零件中形成梯形形状或燕尾槽的切削工具。由于这些工具的形式,需要特别考虑以实现较长的工具寿命和卓越的结果。在加工 O 形环槽时尤其如此,因为此操作需要刀具落入零件中才能开始切削。使用适当的工具进入方法,特别是了解何时需要(和不需要)落孔余量,对于防止发生常见的燕尾槽事故非常重要。
什么是落孔?
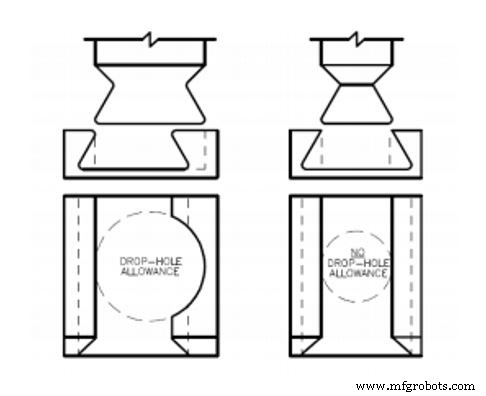
在设计带有 O 形圈凹槽的零件时,落孔余量的考虑是关键的第一步。落孔是在粗加工/开槽操作期间铣削的偏心孔。此功能允许使用更大、更刚性的工具。这是因为刀具不再需要装入槽中,而是装入直径大于刀具直径的孔中。
为什么要考虑添加 Drop-Hole?
与没有落孔余量的刀具相比,具有落孔余量的刀具具有更大的颈部直径与刀具直径比。这使得落孔刀具更加坚固,允许刀具承受较大的径向切削深度和更少的步距。使用落孔将允许使用更坚固的工具,这将提高生产率并延长工具寿命。
具有落孔余量的加工操作

每侧最多需要 4 次径向走刀。
什么时候不要掉洞
有时在设计中不允许使用落孔,因为它会留下额外的应力集中点。不允许落水孔的常见示例包括:
- 在高压应用中
- 在需要高可靠性的密封件中
- 使用危险或有害液体的地方
落孔余量的问题在于,用于工具进入的额外间隙会在密封件中产生薄弱点,然后在某些条件下会受到影响。归根结底,落孔允许需要客户的批准,以确保应用程序允许。
没有落孔余量的加工操作

每侧最多需要 20 次径向走刀。
落孔放置
在零件上添加落孔时,确保正确放置特征以最大限度地提高密封完整性非常重要。根据下图,落孔应远离凹槽的中心,确保仅影响凹槽的一侧。
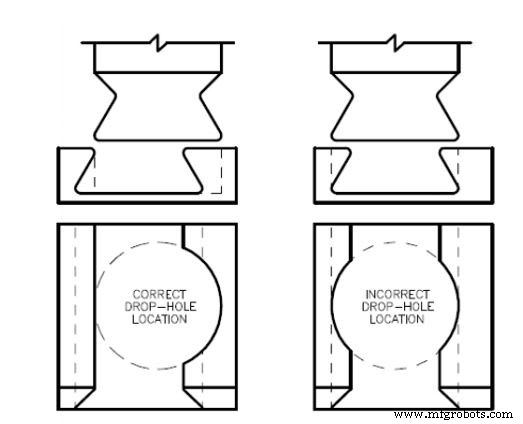
还必须确保将落孔特征放置在凹槽的正确一侧。由于 O 形圈用作压力之间的密封件,因此具有与高压区接壤的滴孔非常重要。随着压力从高到低移动,O 型圈将被迫进入完全支撑的一侧,从而实现适当的密封(见下图)。

数控机床