

高低螺旋角的优缺点
虽然许多因素会影响加工操作的结果,但一个经常被忽视的因素是切削刀具的螺旋角。刀具的螺旋角是用刀具中心线与沿切削刃切线的直线所成的夹角量度的。
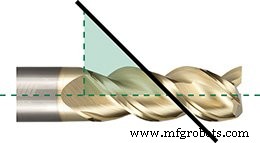
较大的螺旋角(通常为 40° 或更大)会“更快”环绕工具,而“较慢”的螺旋角通常小于 40°。
在为加工操作选择刀具时,机械师通常会考虑材料、刀具尺寸和槽数。螺旋角还必须考虑到有助于有效排屑、更好的零件光洁度、延长刀具寿命和缩短循环时间。
螺旋角经验法则
一个通用的经验法则是,随着螺旋角的增加,沿切削刃的接合长度将减少。也就是说,
慢速和高螺旋角有许多优点和缺点,它们会影响任何加工操作。
慢速螺旋工具 <40°

好处
- 增强的强度 - 更大的核心创造了一个强大的工具,可以抵抗偏转,或在压力下使工具弯曲的力。
- 减少提升 - 在不太安全的设置中,缓慢的螺旋会减少从工作台上提升的部件。
- 更大的排屑 - 慢速螺旋使工具能够制造出大排屑,非常适合挖出材料。
缺点
- 粗加工 - 慢速螺旋立铣刀需要大切屑,但有时很难排出切屑。这种低效率可能会导致零件表面质量低于标准。
- 较慢的进给速度 - 慢速螺旋立铣刀增加的径向力需要以较慢的进给速度运行立铣刀。
高螺旋刀具>40°

好处
- 较低的径向力 - 由于更好的剪切作用,该工具运行起来更安静、更顺畅,并且在薄壁应用中可以减少偏转并提高稳定性。
- 高效排屑 – 随着螺旋角的增加,切削刃啮合长度会减少,轴向力会增加。这会将切屑带出并带走,从而有效地排出切屑。
- 改进的零件光洁度 - 凭借较低的径向力,高螺旋刀具能够更轻松地切割材料,并具有更好的剪切作用,从而改善表面光洁度。
缺点
- 较弱的切削齿 - 螺旋线越高,刀具的齿就越薄,因此也更薄。
- 偏斜风险 - 高螺旋刀具的较小齿会增加偏斜风险,或在压力下使刀具弯曲的力。这限制了您推动高螺旋工具的速度。
- 刀具故障风险增加 - 如果未妥善管理变形,可能会导致不良的光洁度质量和刀具故障。
螺旋角:一个重要的决定
总之,机械师在为每个应用选择工具时必须考虑许多因素。在材料、光洁度要求和可接受的运行时间中,机械师还必须考虑所使用的每个工具的螺旋角。慢速螺旋立铣刀可以形成更大的切屑,提高刀具强度并减少提升力。但是,它可能不会留下出色的完成。高螺旋立铣刀可实现高效的排屑和出色的零件光洁度,但可能会增加挠度,如果管理不当,可能会导致刀具破损。
数控机床